Важнейшей функцией технологической подготовки производства (ТПП) изделий машиностроения является проектирование технологических процессов (ТП) их изготовления, которое включает в себя такие этапы как:
- проектирование ТП изготовления деталей;
- проектирование ТП узловой и общей сборки машин;
- подготовку программ для оборудования с числовым программным управлением (ЧПУ).
Подготовка производства весьма трудоемка. Длительность этапа ТПП сравнима с длительностью производственного процесса, а в случае использования оборудования с ЧПУ может значительно его превышать. В неавтоматизированном проектировании лишь незначительная часть времени затрачивается технологами на принятие решений, а остальное – на поиск нужной информации и оформление (документирование) результатов.
Сокращению длительности подготовки производства и производственно-технологического цикла создания машин в целом при повышении качества принимаемых решений способствует автоматизация ТПП.
К САПР ТП относят автоматизированные системы, предназначенные для проектирования ТП изготовления деталей (САРР – Computer Aided Process Planing), проектирования сборки (САAР – Computer Aided Assembly Planing) [4] и разработки управляющих программ для оборудования с ЧПУ (САМ - Computer Aided Manufacturing). В данном пособии рассматриваются системы первого типа [5].
Достаточно широкое распространение различных САПР ТП в машиностроении, наличие специальных программ, предлагающих наборы готовых разработок, огромное количество разрабатываемых систем приводит к тому, что современный технолог обязан знать методологию САПР, профессионально владеть несколькими системами, иметь кругозор и навыки выбора системы для условий конкретного предприятия, уметь решать задачи внедрения системы, ее адаптации, ведения базы данных.
Дисциплина САПР ТП обеспечивает подготовку специалистов, призванных расширить автоматизацию проектных и научно-исследовательских работ с применением электронно-вычислительной техники и обеспечить этим решение актуальнейшей проблемы отечественного машиностроения – резкое сокращение сроков технической подготовки производства, повышение его мобильности и гибкости.
Цель данного пособия – на основе теоретических знаний в области построения САПР ТП, оборудования, оснастки научить будущих инженеров практической работе с современными САПР автоматизированного проектирования.
В пособии представлены две системы: комплексная система автоматизированного проектирования технологических процессов и управления производственными ресурсами (КСАПР ТП УПР) Project TP и САПР ТП Вертикаль фирмы АСКОН, решающая также и некоторые другие задачи автоматизированной подготовки производства. Обе эти системы рассмотрены только в части реализации функций непосредственного проектирования технологических процессов механической обработки деталей.
Система Project TP является современной версией САПР, разработанной в научно-производственном объединении «Кислородмаш», широко используемая на предприятиях. Система Вертикаль – это новая разработка фирмы АСКОН.
Лингвистическое обеспечение
Ввиду того, что описываемая САПР охватывает очень большую номенклатуру деталей разнообразных форм, ее лингвистическое обеспечение предусматривает большие возможности для описания многих видов поверхностей деталей, их взаимного расположения, а также их размерных связей, включая требования по точности размеров, погрешностям формы и расположения поверхностей.
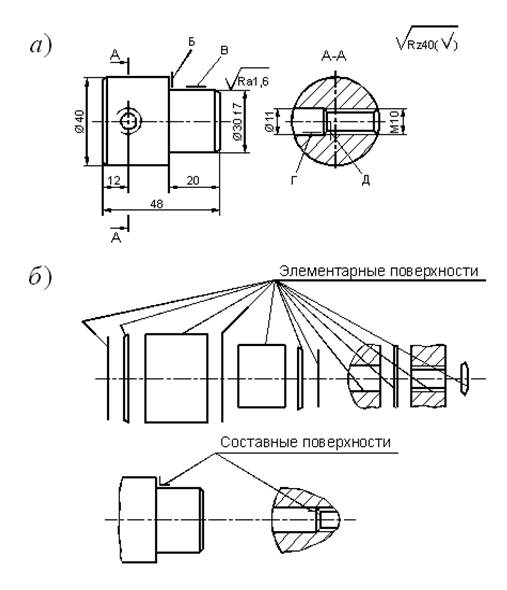
В качестве базового элемента детали в проблемно ориентированном языке системы принята поверхность. Элементарной названа поверхность, которая на всем протяжении имеет постоянную точность, шероховатость и может быть описана одним уравнением. Кроме того, в детали можно выделить составные поверхности. Они представляют собой объединение элементарных поверхностей, описываемых, одним словом языка системы.
Примеры расчленения детали на элементарные и составные поверхности приведены на рис. 1. Торец Б и цилиндр В, судя по размерам детали, могут быть образованы на одном технологическом переходе. Поэтому при равенстве показателей точности и параметров шероховатости эти две элементарные поверхности можно описать как одну составную. То же относится к цилиндру Г и конической поверхности Д.
Более высокие уровни расчленения детали представляют комбинации и совокупности.
Рис. 1. Пример расчленения детали (а) на элементарные и составные поверхности (б)
КОМБИНАЦИЯ - это объединение поверхностей, связанных общими геометрическими соответствиями (рис. 2).
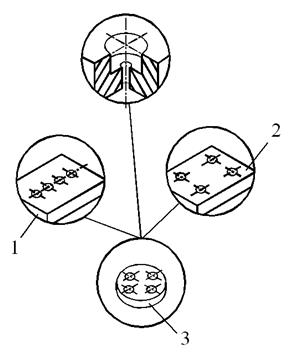
СОВОКУПНОСТЬ - это объединение комбинаций, связанных общими геометрическими соответствиями (рис. 3).
Рис. 3. Совокупность комбинаций из отверстий: 1 – линейная; 2 – по прямоугольному контуру; 3 – по окружности
Высший уровень расчленения детали – СТОРОНА (рис.4).
Рис. 4. Пример расчленения детали на стороны 1 и 2
К стороне относят объединение совокупностей, связанных общими геометрическими соответствиями. Так, к одной стороне (Рис.4) относят поверхности, комбинации и совокупности, составляющие часть контура детали, допускающие обработку с данной стороны.
Описание поверхности состоит из трех частей:
· геометрия поверхности;
· ее расположение относительно остальных элементов детали;
· количественные характеристики (размеры, требования по точности, шероховатости и т.д.).
Геометрию поверхности описывают словом, имеющим структуру семипозиционного кода (рис. 5).
1
2
3
4
5
6
7
Технологическая сложность поверхности
Движение детали при обработке поверхности
Доступность поверхности
Форма образующей
Характер направляющей (вид поверхности)
Форма направляющей
Рис. 5. Структура кода поверхности
Код поверхности синтезируется в соответствии с кодификатором, отражая при этом кинематику обработки этой поверхности. Так, форма направляющей для левой торцевой поверхности Ф40 детали, показанной на рис.1, - окружность, ей соответствует код 2. Характер направляющей - наружная (код 1), код геометрической формы образующей - 11, доступность направляющей - сквозная (код 1, обработка на проход), деталь во время обработки поверхности вращается вокруг оси этой поверхности (код 1), в зависимости от числа формообразующих движений характеристика поверхности простая (код 1). В результате получаем семизначный код - 2111111.
Кодификатор встроен в систему. Но на практике технолог, используя удобный интерфейс и входной язык, легко справляется с задачей кодификации заполняя по подсказке в диалоговом режиме соответствующие графы таблицы входных данных.
Количественные характеристики поверхности заносят в соответствующие графы ведомости исходных данных ВИД (Строки ВИД). Перед заполнением этих ведомостей анализируют и специально подготавливают чертежи детали. Анализ состоит в выделении отдельных структурных элементов детали: поверхностей, комбинаций, совокупностей, сторон. В отдельных случаях может быть прописан код связи поверхности. Его структура приведена на рис.6.
1
2
3
4
5
6
Технологическая база
Движение детали при обработке поверхности
Код способа базирования
Код расположения поверхности
Код комбинации, в которую входит поверхность
Код совокупности, в которую входит поверхность
Рис. 6. Структура кода связи поверхности
За стороны расположения поверхности принимают плоскость, на которую проектируется без искажения направляющая этой поверхности. Сторона доступности - это сторона пространства, с которой возможен подвод режущего инструмента. Привязка чертежа к сторонам расположения показана на рис. 4.
Поверхности подразделяют на основные, вспомогательные и технологические.
Основные – это поверхности детали, имеющие назначение выполнять некоторые рабочие функции. Такие поверхности иногда называют исполнительными или рабочими.
Вспомогательные - это поверхности, не определяющие служебного назначения детали и не доставляющие, как правило, особых трудностей в технологическом процессе изготовления данной детали. Эти поверхности служат, как правило, лишь для оформления требуемой конфигурации детали.
К технологическим поверхностям, например, может быть отнесена наружная цилиндрическая поверхность шестерни, предназначенная для нарезания зубьев. Иногда такие поверхности (элементы) детали формируют только для реализации более удобных схем базирования заготовок на станке (например, центровые отверстия при обработке достаточно длинных валов).
Все поверхности на чертеже нумеруют с указанием типа:
· Основные П,
· Вспомогательные В,
· Технологические Т.
Проведенный таким образом анализ и разметка чертежа детали позволяют определить ее конструкторско-технологическую структуру и приступить к заполнению ведомости исходных данных.
Эта ведомость состоит из двух частей: заглавия («Шапки») и рабочего поля (Строки ВИД).
В заглавии располагают реквизиты, содержащие сведения о детали и заготовке (см. табл. 1). Заголовки ВИД накапливаются в файле fshpva. Информация в файле размещается в 24 стороках.
Рабочее поле разделено на 44 графы (начиная с номера 25), в которые построчно заносят сведения о структурных элементах детали, требованиях чертежа и технологических указаниях (табл. 2). Нулевая
Таблица 1
Пример заполнения «ШАПКИ» документа «ВИД» для детали ШЕСТЕРНЯ
Обозначение детали
72132800
Номер документа Вид
900005
Код АСУП
Гр.0
Наименование детали (узла)
Гр.4
Масса
Гр.5
D(B)
Гр.6
72132800
ШЕСТЕРНЯ
0.06
30
Длина
Гр.8
Высота
Гр.9
Наименование и обозначение материала
Гр.10
Код материала
Гр.11
20
0
Сталь 40Х ГОСТ 4543-71
13501098055
Наименование и обозначение заготовки Гр.12
Код
Гр.13
D(B)
Гр.14
Длина
Гр.15
Высота
Гр.16
Методы проектирования
Система Project TP предусматривает различные методы проектирования технологических процессов в зависимости от принятогометода ТПП:
· НПТПП - новое планирование ТПП. Этот метод позволяет вести разработку технологических маршрутов для новых деталей в соответствии с общими и специфическими данными о детали и правилами технологического проектирования. Основой этого служат описание детали и требований, предъявляемых к ее обработке. Анализ этих требований позволяет выявить возможные пути решения технологических задач и в соответствии с определенными критериями выбрать метод решения. Таким образом, этот метод является и генерирующим, и оптимизирующим. Этот метод обеспечивает проектирование и документирование технологического процесса обработки новой детали на основе введенных данных. Метод предполагает ввод и хранение технологических и вспомогательных данных, выбор средств технологического оснащения, генерацию результатов технологического проектирования, расчет режимов обработки и др.
В этом случае технологический процесс разрабатывается в подсистеме «Ввод (корректировка) ведомостей исходных данных (ВИД)» в режиме прямого диалога с системой.
· АПТПП - адаптивное планирование ТПП. Суть данного метода заключается в наличии определенного множества разработанных технологических маршрутов, которые на различных этапах технологического проектирования могут быть адаптированы к конкретным требованиям заказчика. Адаптация достигается добавлением, удалением, изменением отдельных шагов проектирования. Адаптивное планирование в противоположность указанным выше методам обеспечивает порождение дополнительных технологических данных. Основой внедрения этого метода является наличие множества готовых описаний технологических карт. Адаптация к конкретным условиям заказа осуществляется путем добавления, удаления, коррекции отдельных этапов обработки. Автоматизированные системы ТПП, работающие по этому методу, позволят создавать новую информацию о технологическом процессе в диалоговом режиме.
Технологический процесс разрабатывается в подсистеме «Поиск чертежей и деталей аналогов» путем корректировки ВИД детали аналога, найденной в базе по конструкторско-технологическому коду.
· АУТПП - автоматизированное управление ТПП. Этот метод предусматривает создание электронной базы единичных технологических процессов (ЕТП) изготовления конкретных изделий. При повторном запуске в производство этого же изделия созданная база данных позволяет в кратчайшие сроки подготовить весь комплект необходимой технологической документации. Какие-либо изменения в технологическом процессе при данном методе не допустимы. Этот метод хорошо себя зарекомендовал в производствах с достаточно большой серийностью выпускаемой продукции.
В данном случае технологический процесс разрабатывается в подсистеме «Ввод (корректировка) ведомостей исходных данных (ВИД)» путем выбора из базы по обозначению детали.
· ВПТПП - вариантное планирование ТПП. Этот метод предусматривает наличие стандартного технологического маршрута для каждого класса (типа) деталей в данном производстве. В стандартном маршруте учитывают особенности обработки всего спектра деталей данного класса. В каждом классе общей номенклатуры деталей выделяются детали-представители, которые являются обобщенным представителем, включающим все специфические особенности каждой детали. Для такой детали-представителя разрабатывается стандартный технологический маршрут. Для каждой конкретной детали данного класса выбирается вариант стандартного маршрута, являющегося его подмножеством. Для всех разрешенных маршрутов разрабатываются и документируются технологические карты и другая информация. Таким образом, данный метод предполагает формирование электронной базы типовых технологических процессов (ТТП). Вариантное планирование предусматривает возможность уточнения стандартного маршрута путем изменения параметров процесса в определенных границах. Увеличение числа обрабатываемых элементов не разрешается.
Технологический процесс разрабатывается в подсистеме «Поиск чертежей и деталей аналогов» путем выбора по конструкторско-технологическому коду типового техпроцесса и его последующей правки.
В системе Project TP исходным объектом при проектировании служит не деталь и не отдельные поверхности, а специальные наборы поверхностей (комплекты, либо заданные технологом, либо сформированные в соответствии с технологическими требованиями).
На практике формообразование детали происходит в результате получения ряда промежуточных поверхностей, которые постепенно приближаются, а на финишных операциях достигают формы, уровня точности размеров и других технологических требований, заданных в чертеже.
В ВИД содержатся только сведения о конструктивных связях поверхностей и отдельные технологические указания, позволяющие построить конструкторско-технологическую структуру детали (КТС).
Как правило, деталь не может быть получена с помощью одного средства производства на одной операции, т.е. составленное на основе описания конструкторско-технологической структуры детали поисковое предписание не позволяет найти средства производства, обеспечивающие все заложенные в предписании требования. Поэтому в системе производится расширение графа КТС за счет введения в него нескольких возможных промежуточных состояний для каждой поверхности. Таким образом, для каждой поверхности детали вводятся гипотетические промежуточные поверхности (ГПП), число которых заведомо больше числа необходимых промежуточных поверхностей и зависит от возможностей средств производства, производственной обстановки и экономических факторов. Реальное число промежуточных поверхностей, определяющих технологические переходы, определяют в результате проектирования за счет стягивания или сжатия исходной гипотетической конструктивно-технологической структуры детали.
Таблица 6
Гипотетические промежуточные поверхности в системе Project TP
Квал итет
Параметр шероховатости, мкм, при обработке детали из
Зона
ГПП
Отвер-
стие
Вал
стали
чугуна
меди
алюминия
1
16…14
16…14
Rz320…40
Ra100…12,5
Rz320…40
Ra100…6,3
2
14…12
14…12
Rz40
Ra12,5
Rz40…20
Ra12,5…6,3
3
11
11
Rz20
Ra6,3
Ra2,5
Ra3,2
4
10
9
Ra2,5
Ra3,2
Ra1,25
Ra1,6
5
8
7
Ra1,25
Ra1,6
Ra0,63
Ra0,8
6
7
6
Ra0,63
Ra0,8
Ra0,32
Ra0,4
7
6
5
Ra0,32
Ra0,4
Ra0,16
Ra0,2
8
6
5
Ra0,16
Ra0,2
Ra0,08
Ra0,1
9
6
5
Ra0,08…0,05
Ra0,1…0,012
Ra0,04
Ra0,05…0,012
Перечень всех заложенных в систему ГПП и их характеристик приведены в табл. 6. Число ГПП, назначаемых на каждую поверхность, и их характеристики определяют в зависимости от начальных и конечных требований к точности, шероховатости и технических условий для этой поверхности.
Формирование ГПП - первая задача, решаемая САПР при синтезе процесса. Выявляя для каждой поверхности, какие зоны промежуточных состояний они должны пройти в процессе обработки (в наихудшем случае), чтобы достичь требуемой точности, получим перечень необходимых ГПП.
Затем строки ВИД объединяют в комплекты, заданные технологом, либо определяемые в зависимости от указанных им же баз. Комплекты сортируют в порядке возможного их выполнения. Под комплектом в системе фактически понимается операция.
Следующий этап - выбор оборудования. Здесь для каждой зоны формируется характеристика, так называемой обобщенной поверхности. Для этого в каждой зоне выделяют диапазоны изменений ее характеристик по всем поверхностям, попавшим в данную зону. Такие обобщенные поверхности формируют следующим образом: для реквизитов, содержащих максимум какого-нибудь параметра, заносят большее из сравниваемых значений, для минимума - меньшее. Когда все строки данного комплекта обработаны, на каждую зону выбирают станок из массива СМС-2. Выбор осуществляется сравнением сведений об обобщенных поверхностях, полученных после просмотра всех поверхностей одного комплекта, и соответствующих реквизитов из СМС-2.
Таким образом, задача решается по всем поверхностям детали. У каждого станка в СМС-2 указан достижимый уровень точности обработки. Учитывая это обстоятельство и, следовательно, возможные припуски некоторых ГПП, а также необходимые смены баз, определяют необходимые ГПП, а по ним в итоге формируют маршрут обработки детали.
Следующий этап - выбор нормализованных приспособлений. В САПР к каждой модели станка в СМС-4 приписаны определенные приспособления. Там же заданы и условия применимости каждого приспособления.
Выбор переходов осуществляют в блоке СМС-6 по кодам оборудования и поверхности. Далее из блока СМС-7 выбирают инструмент для каждого вида оборудования в зависимости от размера обработки и кода перехода.
Решая аналогично вопросы выбора оборудования, приспособлений, режущего, вспомогательного и измерительного инструмента для всех поверхностей детали САПР формирует структуру всех операций проектируемого технологического процесса. Полная проработка технологического процесса проводится с участием всех проектирующих блоков системы.
Пример проектирования технологического процесса в режиме прямого диалога с системой.
Рассмотрим реальный пример. Пусть необходимо спроектировать технологический процесс на некую деталь «ШАЙБА».
Используем любой "просмотрщик" или графический редактор типа ACAD, чтобы видеть образ детали «ШАЙБА». Благодаря многооконным методам доступа к информации и встроенных в систему функций обращения к чертежу изделия, технолог всегда может контролировать соответствие текущего кодирования реальному изображению детали (рис. 7).
Рис. 7. Чертеж детали, вызванный для кодирования через просмотрщик Show
При запуске системы открывается ГЛАВНОЕ МЕНЮ. Каждый раздел ГЛАВНОГО МЕНЮ отдельная функционально обособленная область системы, взаимоувязанная с другими разделами общей целью- эффективным управлением производством. Для первичного описания изделий инициируем опцию "ВВОД (корректировка) ведомостей исходных данных (ВИД)" (отмечено стрелкой на рис. 8).
Рис. 8. Главное меню системы
Описание изделий производится специальным языком в ВЕДОМОСТИ ИСХОДНЫХ ДАННЫХ (ВИД). Вход в данный режим осуществляется через меню «Ввод, корректировка ВИД» (рис.9).
Рис. 9. Меню входа в архив данных ВИД
На экране появляется меню работы с архивом информации о деталях (рис. 10). В случае разработки нового техпроцесса вводится чертежное обозначение изделия и его регистрационный номер. При корректировке деталь вызывается из архива нажатием клавиши «F3 Список ВИД». Описание хранится в файлах: ЗАГОЛОВОК (аналог сведений в штампе чертежа); СТРОКИ (аналог поверхностей детали); СПЕЦИФИКАЦИЯ (аналог элементов сборки).
Далее выбираем опцию РЕДАКТИРОВАНИЕ (отмечена стрелкой).
Рис. 10. Меню работы с архивом ВИД
При двойном «клике» мышкой на поле "Код изделия ЕСКД" появляется меню графического классификатора ЕСКД (рис. 11) (смотри слайды по аналоговому конструированию). Для технологов занесение кода носит рекомендательный характер, код может использоваться далее для разработки типовых технологических процессов с помощью ЭВМ для развития задач АСУ.
Рис. 11. Меню классификатора ЕСКД
Подключается подсистема материального нормирования основного материала в графе "Наименование и обозначение материала" (рис. 12).
Используем ПОМОЩЬ. Весь материал в базе данных заранее разбит на группы. Количество групп, "привязку" материала к группе и прочую работу по насыщению базы данных конкретными знаниями пользователь проводит предварительно на фазе разработки файлов нормативно-справочной информации. Для чего используется определенная "кнопка" ГЛАВНОГО МЕНЮ, встроенные инструкции; а также прилагаемый прототип НСИ базового варианта системы, который на 50-90% соответствует специфике мелкосерийного машиностроительного производства. Уточняем группу материала (рис. 13).
.
Рис. 13. Окно подсказки поля «Группа материала»
Рис. 14. Окно подсказки поля «Код заготовки»
Выбираем код заготовки, используя ПОМОЩЬ в поле «Код заготовки» (рис. 14). Попадаем в марочник материалов, где производим окончательный выбор материала и профиля заготовки в соответствии с применяемостью на предприятии (рис. 15).
Рис. 15. Фрагмент марочника материалов
Рис. 16. Меню модуля расчета расхода материала
В графе "Норма расхода" расчет может быть проведен автоматически (рис. 16). Расчет производится специальным программным модулем на основании формы и размеров заготовки, удельного веса материала, припуска на отрезку, коэффициентов плановых потерь. Все данные содержатся в доступных пользователям справочниках НСИ. Результаты расчета высвечиваются на экране (рис. 17).
Рис. 17. Вид сообщения о результатах расчета
Заполняем графу «Разработчики» для этого из окна подсказки выбираем код, соответствующий фамилии разработчика (рис. 18).
Рис. 18. Окно подсказки поля «Разработчики»
На рис. 19 показан заполненный технологом ЗАГОЛОВОК ВИД. Далее технолог заполняет СТРОКИ ВИД - аналог поверхностей, которыми ограничено тело детали. Он ориентирует описание строк на некий план обработки на уровне общего маршрута (следование операций или их групп).
Рис. 19. Заполненный заголовок ВИД
На рис. 20 приведен вид первичной пустой строки описания элементов изделий. При активизации графы 33 "Код поверхности" возникает запрос по виду работ (рис. 21). Чертеж детали можно в любой момент развернуть, мысленно уточнить план обработки.
Входим в меню «Механообработка». Открывается колонка меню групп поверхностей, имеющих конструктивно-технологическое подобие.
Рис. 20. Незаполненная строка ВИД
Рис. 21. Меню выбора метода обработки
Каждая поверхность имеет как графическое, так и математическое (цифровое) выражение. Цифровой код является внутренним отображением сущности поверхности, используется для автоматического проектирования ТП методом направленного синтеза. Система кодирования поверхностей была описана ранее. Графическое (внешнее) отображение используется кодировщиком для первичного описания элементов изделия в файлах ВИД и более наглядного представления о виде кодируемой поверхности. Внешний вид экрана с перечнем групп поверхностей приведен на рис. 22.
Рис. 22. Меню выбора групп поверхностей
Сначала обязательно выбираем группу поверхностей, образующихся при выполнении слесарно-заготовительных и разметочных операций. Так кодировщик планирует наличие таких процедур в ТП рассматриваемой детали.
На рис. 23 показано пиктографическое меню кодирования в СТРОКАХ ВИД заготовительной обработки. Это может быть одна или несколько операций в зависимости от параметров заготовки. Количество операций, их содержание формируется автоматически компьютером.
Например, выбираем пиктограмму «Произвести (отрезать, ковать, отпилить и пр. на станках заготовительного производства). В этом случае мы закодировали свободную поверхность, образовавшуюся после выполнения заготовительных операций, имеющую код 1101121 (рис. 24). В первой строке ВИД больше ничего не заполняем.
Рис. 23. Пиктографическое меню описания поверхностей, образующихся при выполнении заготовительных операций
Вводим новую пустую строку (при этом предшествующая строка тоже видна) (рис. 25). В меню групп поверхностей (рис. 22) выбираем «Токарные вспомогательные и наружные поверхности». В открывшемся пиктографическом меню (рис. 26) пиктограмму "ЦИЛИНДР ОТКРЫТЫЙ". Сведений, на каком станке, каким инструментом, за какое время поверхность будет обработана и прочее в ВИД не заносятся. Выбор решений и расчет будет производиться автоматически по параметрам детали и поверхности.
Рис. 24. Строка ВИД с заполненной 33 графой кода поверхности
Рис. 25. Строки ВИД с заполненной 33 строкой заготовительной операции
Рис. 26. Пиктографическое меню описания токарных поверхностей
На рис. 27 приведено первичное описание цилиндрической поверхности детали в графе 33 ВИД.
Рис. 27. Строки ВИД с заполненной 33 строкой описания цилиндрической токарной поверхности
В гр.63 (рис. 28) кодировщик уточняет порядок следования групп операций (в нашем случае - после заготовительных операций, по мнению технолога, требуется обработка наружного цилиндра и, возможно, других поверхностей.) Порядок обработки внутри комплекта определяет сам компьютер по специальным программам упорядочивания элементов конструктивно-технологической структуры.
Рис.28. Окно подсказки поля «№ комплекта»
В системе широко используется "принцип умолчания". Например, в гр.59, если оставить первичный код способа базирования "=0", это в дальнейшем приведет к выбору приспособления типа трехкулачкового патрона. Однако кодировщик может уточнить выбор; назначить код 8, соответствующий другому приспособлению (рис. 29).
На рис. 30 показано полное описание наружной цилиндрической поверхности ШАЙБЫ. Кроме упомянутых выше граф заполнены еще графа 46 (основной размер - диаметр детали), графа 67 (длина обработки), графа 68 (общий припуск-напуск).
Рис.29. Окно подсказки поля «Код базирования»
Рис. 30. Строки ВИД с заполненными строками описания цилиндрической токарной поверхности
Для описания центрального отверстия Ф12 мм необходимо войти в меню «Токарные внутренние», выбрать пиктограмму «Отверстие сквозное», подвести курсор и дважды нажать на левую кнопку мыши (рис. 31). Информация об отверстии переносится в графу 33 ВИД (рис. 32).
Рис. 31. Меню группы поверхностей «Токарные внутренние»
Рис. 32. Строки ВИД с заполненной 33 строкой описания центрального
отверстия
На рис. 33дано полное описание центрального отверстия детали ШАЙБА. В графу 63 занесено 3, т.е. обработка выделена в отдельную операцию в трехкулачковом патроне (т.к. в графе 59 стоит 0). Внесены чертежные данные в графу 46 (Фотв=12) и графу 67 (L=6). Для продолжения описания элементов детали вводится новая "пустая строка" № 3.(рис. 34).
Рис. 33. Строки ВИД с полностью заполненными строками описания центрального отверстия
На рис.35 приведено кодирование разметочной операции в графе 33 ВИД. Так кодировщик мысленно представил себе обработку отверстий после разметки, а не в кондукторе. Для описания 2-х периферийных отверстий вводим очередную пустую строку. Увеличиваем номер комплекта в графе 63(рис. 36).
Рис. 34. Строки ВИД с пустой 3 строкой
Рис. 35. Строки ВИД с закодированной разметочной операцией
Рис. 36. Строки ВИД с закодированной разметочной операцией
Входим в группу поверхностей «Сверлильные, расточные» и выбираем поверхность "отверстие сквозное" переносим информацию графу ЗЗ ВИД (рис. 37). На рис. 38 показано занесение кода поверхности в графу ЗЗ ВИД. Появляется рисунок с подсказкой. Такая подсказка присутствует к любой графе ВИД. Технолог только производит выбор.
Рис. 37 Пиктографическое меню группы поверхностей «Сверлильные, расточные»
Рис. 38. Строки ВИД с закодированной поверхностью сверления
На рис.39 показана строка с полным описанием 2-х периферийных отверстий Ø6 мм. Технолог в гр.68 внес длину обработки =6мм, это необходимо для корректного нормирования труда. Для фасок в отверстиях Ø6 находим в графическом классификаторе соответствующий код поверхности и переносим его в графу ЗЗ (рис. 40).
На рис. 41 показана строка с полным описанием фасок в периферийных отверстиях Ø6 мм. Вводим новую пустую строку (рис.42).
В классификаторе видов работ выбираем раздел "Специальная обработка", где выбираем необходимую технологу строку. Так могут быть занесены в ВИД признаки любых видов работ, присущих конкретному производству (рис. 43).
Рис. 39. Строки ВИД с описанием периферийных отверстий
Рис. 40. Строки ВИД с описанием фаски
Рис. 41. Строки ВИД с описанием периферийных отверстий с фасками