
Рис. 3 Общая схема установки и полуавтомата А - 547У для сварки в среде защитного газа:
1 - пульт управления, 2 - источник питания, 3 - баллон, 4 - подогреватель газа, 5 - осушитель газа, 6 - редуктор, 7 - расходомер, 8 - горелка, 9 - гибкий направляющий шланг, 10 - механизм подачи, 11 - сварочный привод.
Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Сварочными полуавтоматами осуществляют сварку в защитных газах, сварку открытой дугой и сварку под флюсом. Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток и защитный газ. Подающий механизм обеспечивает подачу проволоки диаметром 0,8- 2,0 мм со скоростью до 960 м/ч.
Различают три основные системы подачи электродной проволоки: толкающего, тянуще-толкающего и тянущего типов. Наиболее распространенной является система подачи толкающего типа, которая ограничивает длину шланга (до 3 м), но отличается простотой и небольшой массой горелки. Другие системы позволяют увеличить длину шлангов до 10-20 м и использовать тонкую проволоку диаметром меньше 1 мм, но механизм подачи в горелке увеличивает её массу. Регулировка скорости подачи проволоки чаще применяется плавная, но возможна плавно-ступенчатая и ступенчатая. По радиусу рабочей зоны различают полуавтоматы стационарные (механизм подачи закрепляется на источнике сварочного тока, радиус определяется длиной шланга), передвижные (механизм подачи можно перемещать относительно источника до 10 м) и переносные (ранцевые с длиной кабелей до 40-50 м).
Токоподвод (наконечник) является сменной быстро изнашиваемой деталью. От надежности контакта в нем зависит стабильность процесса сварки.
К сменным деталям также относится сопло, которое нагревается от излучения дуги и забрызгивается.
Установки для автоматизированной дуговой сварки плавящимся электродом в защитных газах СО2, Аг, Не и смесях (MAG, MIG) общего назначения обычно включают:
· источник постоянного и импульсного тока;
· сварочный аппарат с механизмами подачи электродной проволоки.
· катушку или кассету со сварочной проволокой;
· горелку
· пульт управления на сварочном аппарате;
· блок управления, встроенный в сварочный аппарат или размещенный отдельно шкаф управления;
· систему подачи защитного газа;
Выбираем сварочный полуавтомат Lincoln Electric Powertec 505S 230В/380В Рисунок-4. 
POWERTEC 505S с питанием от 3х фазной сети - источник постоянного тока с выходным током 500А при 40% ПВ. В комплекте с механизмом подачи LF-24M PRO POWERTEC 505S - идеальное решение для полуавтоматической, промышленной сварки методом MIG/MAG сталей, нержавеющих сталей и алюминия, а также для сварки порошковой проволокой в среде защитного газа.
Особенности:
· Стабильные свойства дуги при сварке в газовых смесях и 100% СО2.
· Аппараты разработаны для разнообразных видов работ.
· Многоступенчатая регулировка напряжения сварки позволяет устанавливать параметры с максимальной точностью.
· Дополнительный дроссель обеспечивает отличные свойства сварочной дуги.
· Функция включения вентилятора при необходимости (F. A. N.) снижает потребляемую мощность и попадание пыли и дыма внутрь устройства.
· Четкий цифровой дисплей.
· Полный набор необходимых функций.
· Большие колеса, ручка для передвижения и петля для поднятия обеспечивают полную мобильность устройства.
· Режим триггера горелки 2х или 4х тактный
· Полный набор функций: продувка газа и протяжка проволоки, регулировка отжига проволоки, точечная сварка.
Соответствует требованиям стандартов IEC974-1 и СЕ.
Характеристика Значение
Сеть питания 230В (3ф) / 380В (3ф)
Свароч. ток / Напряж. / ПВ 500A/39В/50% 400A/34В/60%
Сетевой предохр. 63A /40 A
Диапазон тока 30-500A
Габаритные размеры ВхШхД (мм) 877 x 700 x 1035
Масса, кг 157
Сварочный полуавтомат довольно прост в управлении, поскольку для сварки стальных деталей требуются простые инструменты с эффективными функциями. Отлично согласованные друг с другом системные компоненты гарантируют 100% производительность системы.
 Технические характеристики
Технические характеристики
| Модель
| Сеть питания
| Сварочный ток/ Напряжение/ПВ
| Сетевой предохранитель
| Диапазон регулировки сварочного тока
| Габариты, мм
| Вес, кг
|
| Powertec 505S
| 230/400/3/50-60 220/380/440/3/50-60
| 500A/39В/50% 400A/34В/60%
| 63A / 40A
| 30-500A
| 877x700x1035
| 157
|
При сварке в смеси газов пост дооборудуется смесителем. Подогреватели и осушители применяются только при сварке в углекислом газе. В ряде случаев горелки охлаждаются водой.
Горелка –устройство для направления в зону дуги электродной проволоки, подвода к ней сварочного тока, подачи защитного газа, управления процессом сварки.
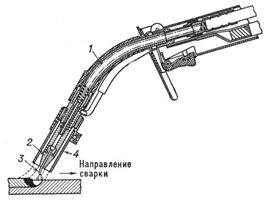
Рис. 5. Горелка для механизированной сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Конструктивно подразделяются па три группы:
1. для механизмов подачи толкающего типа; только направляют сварочную проволоку в зону сварки
2. с встроенным в рукоятку механизмом подачи проволоки; подают проволоку механизмом тянущего типа
3.С комбинированным механизмом подачи толкающе-тянущего типа (система «ПУШ-пУЛ»
Мы берем горелку для тока 450 А. (MS-450).для механизмов толкающего типа
. 
Рис.6 Сварочная горелка 450 А. (MS-450)
Технические характеристики:
Ток при ПВ 60%, А, -СО2 500
Ток при ПВ 60%, А, -Mix 450
Диаметр проволоки, мм -0,8 / 1,0 / 1,2 / 1,6 / 2,0
Тип охлаждения -воздушное






