Коленчатые валы правят на гидравлических прессах методом неоднократного нагружения и разгружения вала. Устанавливают вал в центрах, фиксируют изгибом вверх. Вначале перегибают вал на величину, в 10 раз превышающую прогиб вала, затем провертывают вал на 180 градусов, фиксируют и выправляют до допустимого биения- не боле 0,05 мм.
Необходимость ремонта коленчатого вала и замены подшипников определяют по овальности шеек и превышению допускаемых без ремонта зазоров в подшипниках.
Перед ремонтом тщательно промывают полости для центробежной очистки масла и масляные каналы в коленчатом валу. Используя магнитно-порошковые способы дефектации проверяют, нет ли трещин. Затем шлифуют коренные и шатунные шейки.
Шлифование. Коренные и шатунные шейки шлифуют на ремонтные размеры, установленные в зависимости от марки двигателя от четырех до шести номеров с диапазоном 0,25 мм. Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные.
За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм. При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками. При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предупреждения прогиба вала применяют люнет. Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2.
Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 /мин(при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача

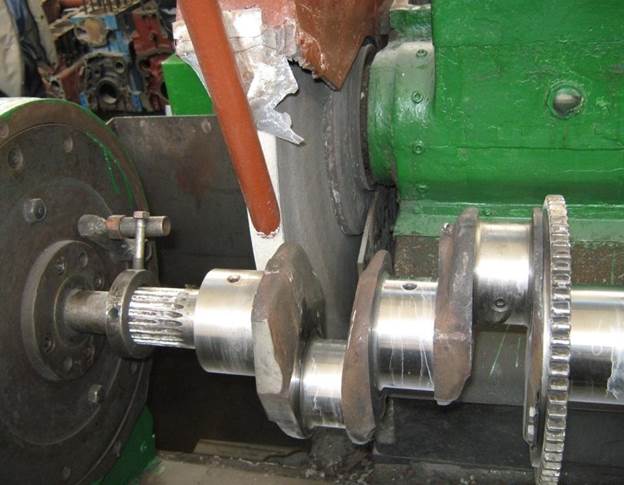
Шлифование коренных шеек коленчатого вала. 
Коренные шейки следует шлифовать на полуавтомате ХШ2-12 или станке ЗА423 при базировании по центровым отверстиям.
Абразивный круг со ступицей перед шлифованием статически балансируют, правят алмазным карандашом и закругляют его кромки на размер радиуса галтелей шеек шлифуемого вала, проверяя его шаблонами. Радиусы галтелей для коленчатых валов дизелей колеблются в пределах 4... 6 мм, а для карбюраторных — 3... 5 мм.
С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение
Полирование. Для получения шероховатости поверхности в пределах Rа = 0,16... 0,32 мкм операциювыполняют на установке ОР-26320, где каждую шейку отдельно полируют абразивной или алмазной лентой вместе с галтелями.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.






