Позиция ПР1. Настройка подрезных резцов для обработки торцевых по-верхностей, где производится обработка с переднего резцедержателя торца 1 на-черно и торца 3 начерно. За настроечную базу на самом резцедержателе, контак-тирующую с упором, выбран его центр.
На первом переходе получается размер 58,45-0,3 мм при обработке торца 1 (численное значение определено в результате выполнения линейного размерного анализа). Вычислим размер эталона:

где  – минимальный предельный размер поверхности;
– минимальный предельный размер поверхности;
 – поправка;
– поправка;
Поправка рассчитывается по формуле:

где  – табличное значение поправки;
– табличное значение поправки;
 – коэффициент, учитывающий материал заготовки;
– коэффициент, учитывающий материал заготовки;
 – коэффициент, учитывающий режимы резания и точность заготовки;
– коэффициент, учитывающий режимы резания и точность заготовки;
 - учитывающий группу станка;
- учитывающий группу станка;


Далее определим размер от настроечной базы:

Допуск на настроечный размер определяется по формуле:

где  – табличное значение допуска;
– табличное значение допуска;
 – коэффициент, учитывающий группу станка;
– коэффициент, учитывающий группу станка;
 – коэффициент, учитывающий материал заготовки;
– коэффициент, учитывающий материал заготовки;
 – коэффициент, учитывающий режимы резания и точность заготовки;
– коэффициент, учитывающий режимы резания и точность заготовки;
 – коэффициент, учитывающий жесткость заготовки при обработке.
– коэффициент, учитывающий жесткость заготовки при обработке.
Допуск на настроечный размер:

Окончательный настроечный размер равен: 
На первом переходе получается размер 24,79+0,21 мм при обработке торца 3 (численное значение определено в результате выполнения линейного размерного анализа). Вычислим размер эталона:


Далее определим размер от настроечной базы:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Позиция ПР2. Настройка проходного отогнутого резца для обработки тор-цевой поверхности 9 начерно и фаски 16, где производится обработка с переднего резцедержателя. За настроечную базу на самом резцедержателе, контактирующую с упором, выбран его центр.
На первом переходе получается размер 56,21-0,46 мм при обработке торца 9 (численное значение определено в результате выполнения линейного размерного анализа). Вычислим размер эталона:


Далее определим размер от настроечной базы:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Позиция ПР3. Настройка проходного резца для обработки торцевой по-верхности 9 начисто, где производится обработка с переднего резцедержателя. За настроечную базу на самом резцедержателе, контактирующую с упором, выбран его центр.
На втором переходе получается размер 55-0,3 мм при обработке торца 9 (численное значение определено в результате выполнения линейного размерного анализа). Вычислим размер эталона:


Далее определим размер от настроечной базы:

Допуск на настроечный размер:
Окончательный настроечный размер равен: 
Позиция ПР4. Настройка канавочного резца для обработки канавки 8 и тор-ца 5, где производится обработка с переднего резцедержателя. За настроечную ба-зу на самом резцедержателе, контактирующую с упором, выбран его центр.
При обработке канавки выдерживается размер  мм. Вычислим размер эталона:
мм. Вычислим размер эталона:


Далее определим размер от настроечной базы:

Допуск на настроечный размер:
Окончательный настроечный размер равен: 
Позиция РГ-1. Обрабатывается фаска 18 проходным упорным резцом. Рассмотрим настройку размера при наружной обработке.
Настроечный размер эталона для охватываемых деталей рассчитывается по формуле:

где  – минимальный предельный размер поверхности;
– минимальный предельный размер поверхности;
– поправка;
Поправка рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер определяется по формуле:
Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Позиция РГ-2. Обрабатывается наружная цилиндрическая поверхность 2 проходным резцом однократно и сверлится отверстие 10 с фаской 14. В результа-те снятия металла при глубине резания 1,7 мм получается размер  мм для наружной поверхности.
мм для наружной поверхности.
Рассмотрим настройку размера при наружной обработке.
Настроечный размер эталона для охватываемых деталей рассчитывается по формуле:
где – минимальный предельный размер поверхности;
– поправка;
Поправка рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер определяется по формуле:
Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Позиция РГ-3. Нарезается внутренняя резьба 12. Рассмотрим настройку размера при внутренней обработке.
Настроечный размер эталона для охватывающих деталей рассчитывается по формуле:

где  – максимальный предельный размер поверхности;
– максимальный предельный размер поверхности;
– поправка;
Поправка рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер метчика равен:

Допуск на настроечный размер определяется по формуле:
Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Позиция РГ-4. Обрабатывается внутренняя цилиндрическая поверхность 6 начерно и наружная поверхность 4 начерно. Для внутренней обработки, в резуль-тате снятия металла при глубине резания 1,4 мм получается размер  мм.
мм.
Настроечный размер эталона для охватывающих деталей рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Рассмотрим настройку размера при наружной обработке. В результате снятия металла при глубине резания 1,3 мм получается размер  мм для наружной поверхности.
мм для наружной поверхности.
Настроечный размер эталона для охватываемых деталей рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер:
Окончательный настроечный размер равен:  .
.
Позиция РГ-5. Обрабатывается внутренняя цилиндрическая поверхность 6 получисто и наружная поверхность 4 получисто. Для внутренней обработки в результате снятия металла при глубине резания 0,15 мм получается размер  мм.
мм.
Настроечный размер эталона для охватывающих деталей рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Рассмотрим настройку размера при наружной обработке. В результате снятия металла при глубине резания 0,25 мм получается размер  мм для наружной поверхности.
мм для наружной поверхности.
Настроечный размер эталона для охватываемых деталей рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер:

Окончательный настроечный размер равен:  .
.
Позиция РГ-6. Обрабатывается внутренняя цилиндрическая поверхность 6 начисто и наружная поверхность 4 начисто. Для внутренней обработки в резуль-тате снятия металла при глубине резания 0,05 мм получается размер  мм.
мм.
Настроечный размер эталона для охватывающих деталей рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Рассмотрим настройку размера при наружной обработке. В результате снятия металла при глубине резания 0,15 мм получается размер  мм для наружной поверхности.
мм для наружной поверхности.
Настроечный размер эталона для охватываемых деталей рассчитывается по формуле:
Поправка для данного случая равна:


Настроечный размер резца равен:

Допуск на настроечный размер:
Окончательный настроечный размер равен:  .
.
Позиция ЗР. Настройка подрезных резцов для обработки торцевых поверх-ностей, где производится обработка с заднего резцедержателя торцев 1 и 3 начис-то. За настроечную базу на самом резцедержателе, контактирующую с упором, выбран его центр.
На втором переходе получается размер 57,7-0,19 мм при обработке торца 1 (численное значение определено в результате выполнения линейного размерного анализа). Вычислим размер эталона:
где – минимальный предельный размер поверхности;
– поправка;
Поправка рассчитывается по формуле:


Далее определим размер от настроечной базы:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
На первом переходе получается размер 25+0,22 мм при обработке торца 3 (численное значение определено в результате выполнения линейного размерного анализа). Вычислим размер эталона:

Далее определим размер от настроечной базы:

Допуск на настроечный размер:

Окончательный настроечный размер равен: 
Библиографический список
1. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, посадки и куз-нечные напуски [Текст]. – М.: Государственный комитет СССР по управле-нию качеством продукции и стандартам, 1990. – 52с.
2. Ашихмин В.Н. Размерный анализ при технологическом проектировании [Текст]: учебное пособие/ В.Н.Ашихмин, В.В.Закураев.- Екатеринбург: УГТУ-УПИ, 2005. – 93с.
3. Барановский Ю.В. Режимы резания металлов [Текст]: справочник/ Ю.В.Ба-рановский [и др.]. – 4-е изд., перераб, и доп. – М.: НИИТавтопром, 1995. – 456с.
4. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения [Текст]: учебное пособие/ А.Ф.Горбацевич, В.А.Шкред. – 5-е изд. – М.: ООО ИД «Альянс», 2007. – 256 с.
5. Общемашиностроительные нормативы времени вспомогательного, на об-служивание рабочего места, подготовительно-заключительного на работы, выполняемые на металлорежущих станках. Среднесерийное и крупносерий-ное производство [Текст]. – М., 1988.
6. Панов А.А. Обработка металлов резанием [Текст]: справочник технолога / А.А.Панов и [и др.]; под общ. ред. А.А.Панова. – 2-е изд., перераб. и доп. – М.: Машиностроение, 2004. – 784 с.
7. Справочник технолога-машиностроителя [Текст]: в 2т./ под ред. А.Г.Косиловой, А.Г.Суслова, А.М.Дальского, Р.К.Мещерякова. – 5-е изд., перераб. и доп. – М.: Машиностроение, 2001. – Т.2. – 944 с.
8. Справочник технолога-машиностроителя [Текст]: в 2т./ под ред. А.Г.Косиловой, А.Г.Суслова, А.М.Дальского, Р.К.Мещерякова. – 5-е изд., перераб. и доп. – М.: Машиностроение, 2001. – Т.1. – 912 с.
Приложение 10

Установка заготовки
в самоцентрирующем патроне (М1:1)
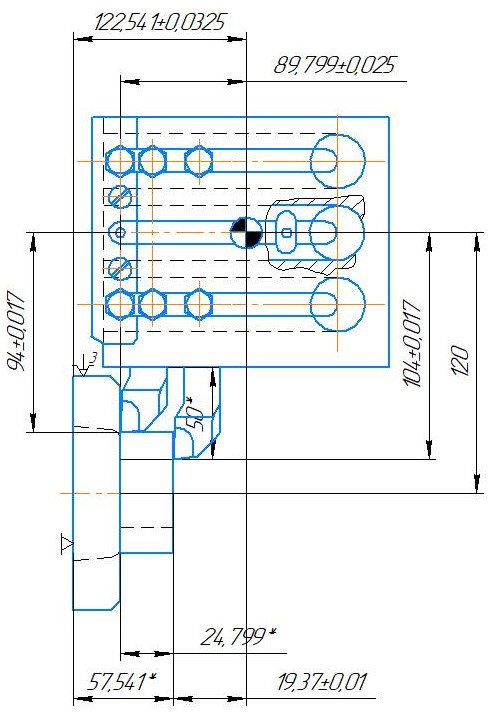
Задний резцедержатель

Передний резцедержатель

Первая позиция револьверной головки

Вторая позиция револьверной головки

Третья позиция револьверной головки

Четвертая позиция револьверной головки

Пятая позиция револьверной головки

Шестая позиция револьверной головки






