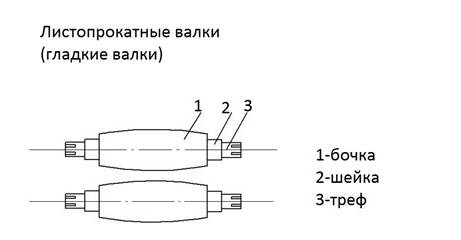
Бочка – это рабочая поверхность валка. Выполняется, как следует из названия, бочкообразной. Это делается для того, чтобы скомпенсировать прогиб валков при работе с большой нагрузкой. Шейка – это опорная поверхность валка, которая устанавливается в подшипники рабочей клети. Треф – это приводной конец валка, которому через редуктор, шестеренную клеть и шпиндель подводится крутящий момент двигателя.
 Технология прокатки сорта
Технология прокатки сорта
1. Слиток (массой до нескольких десятков тонн) нагревается до необходимой температуры. Слиток обжимается на блюминге и режется на блюмы. Блюм – это заготовка, предназначенная для изготовления сортового проката. В сечении блюм имеет форму квадрата со стороной от 150 до 450 мм. Масса – до 18 тонн. Для прокатки блюмов используются специальные прокатные станы, называемые блюмингами. Характеризуются диаметром бочки валков; например, блюминг 1500.
2. Блюм укатывается в заготовку
3. Прокатку повторяют до получения требуемых размеров проката.
Устройство валков для прокатки сорта
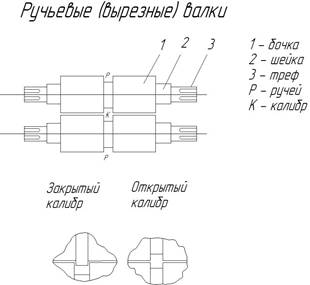
 Для прокатки сорта применяются ручьевые (вырезные) валки. Эти валки отличаются от листопрокатных наличием на бочке выступов или канавок, которые называют ручьями. На стыке двух ручьев образуется калибр. Калибр – это проем, образованный двух валков прокатного стана. Калибры бывают открытыми, то есть такими, в которых металл может выходить в зазор между валками, и закрытыми, то есть такими, в которых не может. На одном валке может быть несколько ручьев, и в таком случае два валка образуют несколько калибров. Число калибров всегда нечетное, чтобы заготовка, пройдя через каждый из них, вышла из стана в сторону, противоположную направлению входа в него. Калибры несколько отличаются по форме. Последовательно проходя через них, заготовка постепенно приближается по своей форме к готовому изделию.
Для прокатки сорта применяются ручьевые (вырезные) валки. Эти валки отличаются от листопрокатных наличием на бочке выступов или канавок, которые называют ручьями. На стыке двух ручьев образуется калибр. Калибр – это проем, образованный двух валков прокатного стана. Калибры бывают открытыми, то есть такими, в которых металл может выходить в зазор между валками, и закрытыми, то есть такими, в которых не может. На одном валке может быть несколько ручьев, и в таком случае два валка образуют несколько калибров. Число калибров всегда нечетное, чтобы заготовка, пройдя через каждый из них, вышла из стана в сторону, противоположную направлению входа в него. Калибры несколько отличаются по форме. Последовательно проходя через них, заготовка постепенно приближается по своей форме к готовому изделию.
Бесслитковая прокатка

Бесслитковая прокатка – это технология получения заготовок (обычно листа, ленты, прутков), заключающаяся в заливке жидкого металла в зазор между вращающимися валками. Жидкий металл заливается в металлоприемник, из которого поступает в зазор между валками, которые охлаждаются водой. При попадании в зазор, жидкий металл кристаллизуется, образуя заготовку.
 Горячая объемная штамповка
Горячая объемная штамповка
Горячая объемная штамповка – способ обработки давлением, при котором металл заготовки затекает в полость штампа, называемую ручьем, принимая его форму. Течение металла ограничивается поверхностями полостей штампа. Давления при горячей объемной штамповке значительно выше, чем при свободной ковке, поэтому, таким способом обрабатываются детали массой до нескольких сотен килограммов. Для штамповки применяются молоты, прессы, горизонтально-ковочные машины.




