Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Под базированием понимается придание изделию определенного пространственного положения по отношению к режущему инструменту.
Выбирая схемы базирования, необходимо руководствоваться двумя основными принципами:
o принцип совмещения баз,
o принцип постоянства баз.
Принцип совмещения баз предусматривает необходимость выполнять настройку инструмента на размер на станке от базы, аналогичной той, что используется на чертеже детали. В этом случае погрешность базирования равна нулю.
Принцип постоянства баз рекомендует в качестве установочных использовать одни и те же поверхности и, как можно, реже переставлять обрабатываемую деталь из одного приспособления в другое. Чем меньше разнообразие установочных поверхностей, чем меньше используемых рабочих приспособлений, тем меньше погрешностей, и, соответственно, выше точность обработки. Идеальный пример выполнения принципа постоянства баз – деталь полностью, от начала до конца, обрабатывается в одном приспособлении без перезакрепления. Применительно к рассматриваемой здесь в качестве примера детали, такое, идеальное, решение невозможно - на детали нет поверхностей, не требующих обработки.
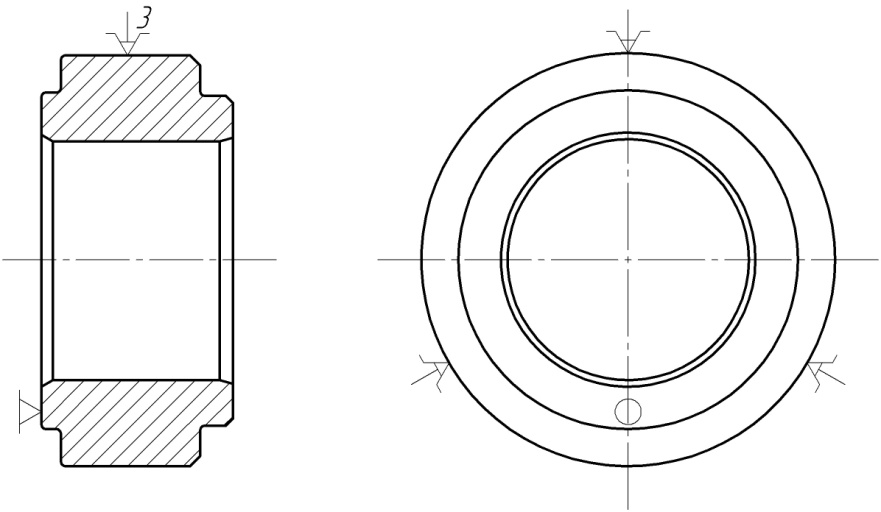
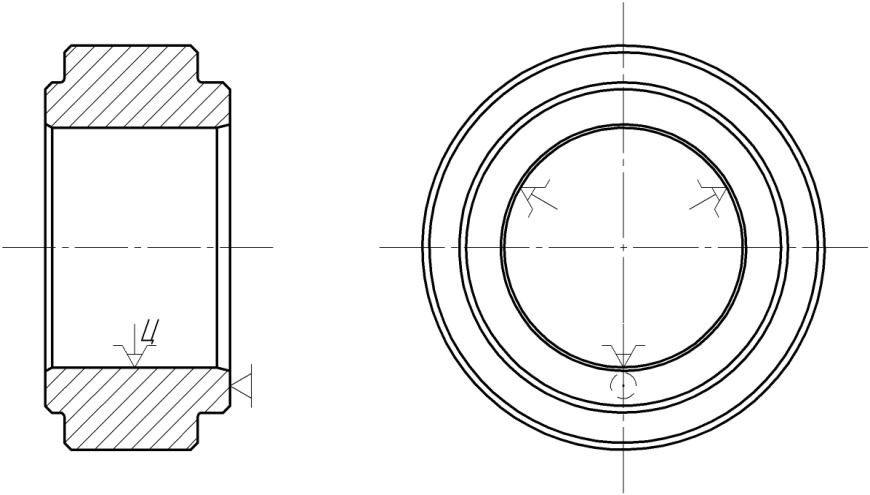
В таблице 2, в качестве примера, приводятся две схемы установки детали, используемые при обработке основных поверхностей.
Таблица 2 – схемы установки детали
Номера установочных поверхностей
Номера обрабатываемых поверхностей
Схемы установки
4, 3
4, 2
1, 2, 10
3, 9
3
2
4
1, 3
1, 2
4, 5, 6, 19
7, 8, 15, 20
3
2
3
1
Условные обозначения опор, зажимов и установочных механизмов приводятся в ГОСТ 3.1107 – 81 и, частично, в [3].
Определение припусков на обработку и размеров заготовки
Припуск – это слой металла, который надо снять с обрабатываемой поверхности детали для достижения заданных значений точности и шероховатости. Как было показано в 2.1.5, в общем случае, поверхность детали обрабатывается на нескольких переходах, на каждом из которых снимается слой металла. Следовательно, суть решаемой здесь задачи состоит в том, чтобы определить значения припусков для каждого перехода обработки. Общий припуск, разница соответствующего размера заготовки и детали (абсолютное значение), в этом случае, будет определяться как сумма значений промежуточных припусков.
Расчетно-аналитический метод расчета припусков [3, 4, 8] учитывает следующие факторы:
o шероховатость поверхности,
o глубину дефектного слоя,
o геометрические неровности,
o погрешности базирования и закрепления.
Учитывая, что каждый переход обработки выполняется с определенной точностью, значения промежуточных и общего припусков получаются в диапазоне: минимальный ÷ максимальный.
В пояснительной записке курсового проекта расчет припусков следует выполнить для нескольких поверхностей детали, количество и конкретный номер которых согласовываются с консультантом.
Расчет припусков можно выполнить и в автоматизированном режиме, воспользовавшись программой, разработанной на кафедре «Технология машиностроения» [9].
Результаты расчетов записываются в таблицу, пример которой приводится.
Таблица 3 - расчет припусков и определение размеров заготовки