Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции - цельные и составные, по форме режущей кромке - плоские, трехгранные и фасонные, а также по числу режущих граней - односторонние и двусторонние.
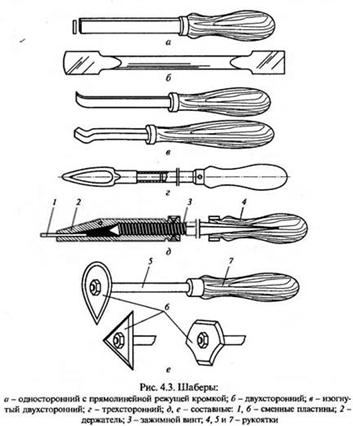
Рисунок 1.5.50. Шаберы.
Шаберы изготовляются из углеродистых инструментальных сталей марок У10 - У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 1.5.50, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90 - 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75 - 90°, при чистовой - 90°, а при отделочной – 90 - 100°. Угол заострения для чугуна и бронзы выбирается равным 90 - 100°, для стали – 75 - 90°, а для мягких металлов – 35 - 40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20 - 30 мм, для чистового – 15 - 20 мм и для отделочного - 5 - 12 мм.
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы (рис. 1.5.51, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 1.5.50, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 1.5.50, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 1.5.51), которые могут быть изготовлены из кольца изношенного конического роликового подшипника. Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
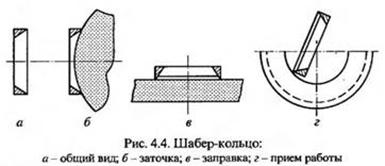
Рисунок 1.5.51. Шабер-кольцо.
Для уменьшения объема ручного труда при шабрении следует использовать механизированные шаберы, которые повышают производительность труда в 20 - 25 раз. Значительное распространение для механизации процесса шабрения получил, например, механизированный шабер, изображенный на рис. 1.5.52. От электромотора 1 через редуктор 2 и гибкий вал 3 получает вращение кривошип 4, сообщающий возвратно-поступательное движение шатуну 5 и прикрепленному к нему шаберу 6.
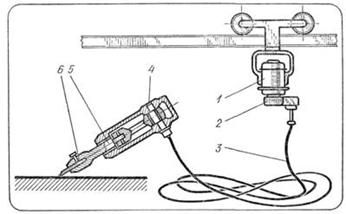
Рисунок 1.5.52. Механизированный шабер.
К проверочным инструментам (рис. 1.5.53) относятся:
- проверочные плиты для контроля широких плоских поверхностей;
- плоские проверочные линейки (рис. 1.5.53, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей;
- трехгранные угловые линейки (рис. 1.5.53, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты - для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики - для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга. Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.

Рисунок 1.5.53. Проверочные инструменты.






