На основе всего вышесказанного, можно утверждать, что DELKAM является ведущим поставщиком программного продукта на предприятия и учебные заведения в России. Обзор основных стратегий проведен на примере программы PowerMILL, поскольку данный продукт узнаваем и пользуется активным спросом.
При обработке объемных деталей, обычно применяют 2 а иногда и три этапа обработки: черновая стратегия, чистовая стратегия и доработка углов инструментом меньшего радиуса.
Черновые стратегии обработки. Черновая обработка (выборка) является предварительной операцией, позволяющей удалить основную часть материала заготовки. Черновая обработка производиться в плоскостях, параллельных плоскости XY. Положение этих плоскостей по оси Z (высоты выборки) можно задать как вручную, так и вычислить по определенному критерию (шаг, количество подходов). Расстояние между соседними слоями вдоль оси Z определяет толщину снимаемого фрезой материала за один подход (глубина резания).
Черновые стратегии обработки разделяются на два варианта:
· Выборка 3D модели, осуществляется опусканием инструмента на заданную высоту Z, и полностью обрабатывает слой, после чего переходит на следующий слой, до полного удаления материала (рисунок 16);
· По профилю 3D модели, представляет собой набор подходов, повторяющих профиль детали, в сечениях, параллельных координатамXY;

· Рисунок 16 – Стратегия обработки «выборка 3D модели»
Чистовые стратегии обработки. Чистовая обработка очень важна получения заданных размеров детали и шероховатости поверхности. При чистовой обработке объем снимаемого материала очень значительно меньше, чем при черновой обработке. При снятии небольшого припуска, силы резания относительно невелики, упругие деформации станка и инструмента незначительны, что и позволяет обеспечить высокую точность размеров. Малая шероховатость поверхности достигается за счет малого шага подачи чистовой фрезы и рациональных режимов резания.
Выделяются следующие стратегии чистовой обработки:
· Растровая обработка осуществляется проходами параллельно осям X или Y либо под заданным углом (однонаправленное и двунаправленное резания) (рисунок 17). Стратегия растр;

Рисунок 17 – Стратегия «Растр»
· Обработка с постоянной Z используется обычно для обработки отвесных участков модели (рисунок 18).

Рисунок 18 – Стратегия «Постоянная Z»
· Спиральная обработка используется для круглых изделий при высокоскоростной обработке. Для нее характерна низкая нагрузка на инструмент, хорошее качество поверхности и плавный ход (рисунок 19);
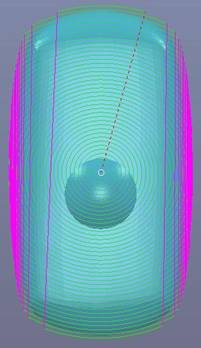
Рисунок 19 – Стратегия «Спираль»
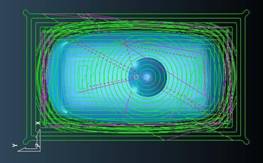
· Радиальная обработка. При этом виде обработки инструмент движется от центра к периферии или наоборот. Наиболее эффективна для изделий типа колец (рисунок 20);

Рисунок 20 – Стратегия «Радиальная обработка»
· 3D смещение — траектория обеспечивает постоянный шаг по поверхности независимо от ее наклона. Обычно используется совместно с границами. Данная стратегия наиболее экономичная, с точки зрения длины траектории (рисунок 21).

Рисунок 21 – Стратегия «3D смещение»
· Отвесные плюс Пологие. Оптимизированная стратегия «Отвесные плюс Пологие» объединяет в себе траектории, созданные 3D-смещением на пологих областях, и обработку с «постоянной Z» на отвесных стенках, автоматически создавая оптимальные траектории (рисунок 22)
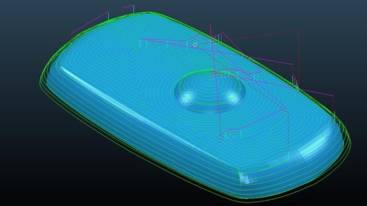
Рисунок 22 – Стратегия «Отвесные плюс Пологие»





