Напыленные покрытия по своим свойствам значительно отличаются от литых металлов. Отличительной особенностью металлизационных покрытий, напыленных любым способом, является их пористость. Пористость покрытия зависит от способа напыления, напыляемого материала, режима его нанесения и от других факторов. При прочих равных условиях наибольшую пористость (15—20%) имеют покрытия, напыленные электродуговым способом, а наименьшую (5—10%) — покрытия, полученные плазменным напылением. При плазменном напылении покрытия из порошкового сплава на основе никеля (ПГ-ХН80СР2) было получено очень плотное покрытие с пористостью 2—5%. Пористость покрытия при всех способах напыления возрастает с увеличением дистанции напыления. Она будет тем ниже, чем более высокую температуру нагрева и скорость полета будут иметь частицы металла при встрече с подложкой и чем меньше они будут окислены. Эти условия в наиболее благоприятном сочетании имеют место при плазменном напылении. Пористость покрытия при жидкостном и граничном трении играет положительную роль, так как поры хорошо удерживают смазку, что способствует повышению износостойкости деталей. Однако пористое покрытие имеет пониженную механическую прочность.
Твердость покрытия является обобщенной характеристикой, определяющей в известной мере его износостойкость. Она зависит от многих факторов и прежде всего от опыляемого материала и режима нанесения покрытия.
При газопламенном и электродуговом напылении твердость покрытия увеличивается с увеличением содержания углерода в стальной проволоке. При этом твердость покрытия при газопламенном напылении выше, чем при электродуговом. Это можно объяснить тем, что при электродуговом напылении имеет место более интенсивное выгорание углерода.
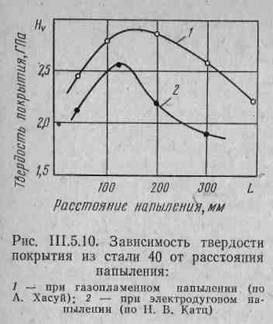
Большое влияние на твердость покрытия оказывает расстояние напыления (рис. III. 5.10). Наиболее твердое покрытие из стали 40 получается при расстоянии напыления 120 мм для электродугового напыления и 150—160 мм для газопламенного. При малом расстоянии напыления твердость покрытия снижается вследствие повышенного нагрева покрытия, а при большом снижается благодаря уменьшению скорости полета частичек металла и увеличению пористости покрытия.
При плазменном напылении на твердость покрытия, кроме состава напыляемого порошка, большое влияние оказывают параметры режима и особенно сила тока дуги и расход плазмообразующего газа (рис. III. 5.11),
Износостойкость напыленных покрытий в условиях трения со смазкой значительно выше, чем износостойкость исходного материала. Это объясняется тем, что пористое покрытие хорошо удерживает смазку и поэтому снижает коэффициент трения.
Наибольшую износостойкость имеют покрытия, напыленные износостойкими порошками-сплавами на основе никеля ПГ-ХН80СР2, а также сплавом ПГ-У30Х28Н4С4. Износостойкость покрытия, полученного плазменным напылением сплава ПГ-У30Х28Н4С4, превышает в 1,5—2 раза износостойкость образцов из стали 45, закаленной до твердости HRC 58—62.
Механическая прочность покрытия значительно ниже прочности исходных материалов, применяемых при напылении. При напылении стальных покрытий, предел прочности их на растяжение составляет при различных способах металлизации 150—250 МПа.
Наибольшую прочность имеют покрытия, полученные способом плазменного напыления. Прочность сцепления покрытия с подложкой является одним из основных параметров, позволяющих определить возможность применения напыления при восстановлении деталей. В зависимости от метода подготовки поверхности детали к напылению, способа напыления и состава напыляемого материала прочность сцепления покрытия с подложкой на отрыв составляет 15—50 МПа.
Наибольшее влияние на прочность сцепления оказывает метод подготовки поверхности детали к напылению. Чем более шероховатой будет поверхность ремонтируемой детали, тем выше - будет прочность сцепления покрытия с подложкой.
Прочность сцепления покрытия с поверхностью детали в основном определяется температурой нагрева и скоростью полета металлических частиц в момент удара их о подложку. Так, при нанесении покрытия из стали 45 на стальной образец, подготовленный к покрытию дробеструйной обработкой, прочность сцепления на отрыв составляет: при газопламенном напылении 15—16 МПа, при электродуговом — около 30 МПа. При плазменном напылении прочность сцепления покрытия из порошкового сплава ПГ-У30Х28Н4С4, нанесенного на образец из стали 45, подвергнутого дробеструйной подготовке, еще выше и составляет 40—45 МПа. Более прочное сцепление покрытия с подложкой при злектродуговом и плазменном напылении объясняется более высокой температурой нагрева частиц. При всех способах напыления отмечено снижение прочности сцепления покрытия с подложкой при увеличении расстояния напыления свыше 80—100 мм, когда температура металлических частиц и скорость их полета значительно понижаются.
Прочность сцепления покрытия с поверхностью детали может быть повышена путем напыления на деталь подслоя из тугоплавких металлов, например, молибдена с температурой плавления 2620°С. Повысить прочность сцепления можно также при напылении в среде защитных газов или в вакууме.
Усталостная прочность деталей при их напылении почти не снижается, если при подготовке деталей к напылению применять методы создания шероховатости, не оказывающие влияния на усталостную прочность деталей.
К таким методам относятся дробеструйная обработка и накатка поверхности деталей зубчатым.роликом. Эти методы подготовки обеспечивают высокую прочность
сцепления покрытия с поверхностью детали и в то же время не снижают усталостной: прочности деталей.
Ранее применявшиеся Методы подготовки поверхности деталей к напылению нарезанием «рваной» резьбы и электроискровая обработка, как показали исследования, снижают предел выносливости деталей и поэтому в настоящее время не применяются.