

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Основные параметры лазерной закалки непрерывным ЛИ и характеристики упрочненной поверхности. Лазерная закалка непрерывными лазерами имеет ряд достоинств по сравнению с импульсной. Во-первых, нет ограничений по длительности лазерного воздействия. Это позволяет увеличить производительность процесса и геометрические размеры упрочненных зон, а также в более широком интервале изменяв структуру и свойства ЗЛВ, в частности, полнее осуществлять процесс гомогенизации аустенита при нагреве стали. Во-вторых, по длине упрочненных нож отсутствуют зоны многократного нагрева, а следовательно, имеется возможность увеличения равномерности свойств по поверхности. Основными параметрами лазерной закалки непрерывными лазерами являются мощность излучения Р и диаметр пятна с!п которые, как и при импульсной обработке, определяют плотность мощности. Кроме того, к ним относится скорость перемещения детали относительно луча, от которой зависит длительность лазерного воздействия. Зона упрочнения на поверхности детали имеет форму полосы, а сечение, перпендикулярное движению лазерного луча, — такую же форму сегмента, как и при импульсной обработке. Упрочненная поверхность имеет те же характеристики, что и поверхность при импульсной закалке.
Микротвердость поверхностного слоя зависит от режимов обработки и химического состава сплава. При обработке с оплавлением среднеуглеродистой стали и ряда сплавов с увеличением скорости обработки микротвердость повышается. Это связано с увеличением скорости охлаждения. С повышением содержания углерода или легирующих элементов в стали микротвердость при увеличении скорости обработки возрастает не так заметно, поскольку при этом может повышаться количество остаточного аустенита. При обработке без оплавления из-за незавершенности процессов гомогенизации микротвердость может уменьшаться.
|
|
Параметры шероховатости поверхности при обработке с оплавлением имеют сложную зависимость от режимов. При большом объеме расплавленного металла (обработка с большой мощностью) с уменьшением скорости обработки высота микронеровностей и максимальная высота наплывов за счет увеличения растекаемости расплава и смачиваемости поверхности уменьшаются.
В случае малого объема расплавленного металла (обработка с малой мощностью) с увеличением скорости обработки высота наплывов увеличивается. При переходе на режим лазерной закалки без оплавления параметры шероховатости поверхности практически равны исходным.
Перспективным направлением для уменьшения шероховатости при лазерной закалке
с оплавлением может быть разработка процесса с использованием добавок, уменьшающих
поверхностное натяжение расплава и увеличивающих смачиваемость поверхности.
Технологические схемы закалки непрерывным ЛИ. При обработке больших поверхностей непрерывными лазерами наиболее широко используют два вида последовательного наложения упрочненных полос: обработка плоских поверхностей и обработка цилиндрических поверхностей. Как и при импульсной закалке, в данном случае 35 важной характеристикой является коэффициент перекрытия КП, определяемый отношением КП = S/Cn. Полосы могут быть наложены с перекрытием (при КП < 1) и без перекрытия (при КП > 1). Тогда к характеристикам упрочнения необходимо добавить равномерность глубины hmin/ hmax и долю неупрочненной части поверхности Ьну/by. Следует отметить, что в отличие от импульсной закалки с перекрытием, где в основном имеет место обработка с КП = 0,5, при непрерывной закалке из-за значительного теплового влияния при наложении полосы на предыдущую полосу значение КП лишь немного меньше единицы. Обработку плоских поверхностей осуществляют по двум схемам наложения полос: линейной и клеточной. После наложения каждой полосы деталь или луч периодически смешают в поперечном направлении на расстояние, равное шагу S. При использовании клеточной схемы наиболее
|
|
Обработку цилиндрических поверхностей осуществляют по трем схемам: наложение односпиральных полос, наложение двух спиральных полос навстречу друг другу с постоянной осевой подачей S, а также наложение полос вдоль оси по образующей с периодическим вращением детали для смещения на шаг 5. По этим же схемам производят упрочнение внутренних цилиндрических поверхностей. Упрочнение внутренних поверхностей втулок и других деталей осуществляют с помощью отклоняющего зеркал вводимого внутрь детали. В этом случае возникает необходимое охлаждения и защиты зеркала от испарений и копоти.
При получении спиральных полос для достижения заданной линейной скорости обработки v втулку вращают непрерывно с частотой п с одновременным перемещением в продольном направлении с подачей S. Схемы наложения полос на плоской поверхности:
Лазерная закалка
Лазерное излучение интенсивно нагревает поверхность материала до свехкритических температур, а после прекращения действия излучения нагретый участок охлаждается за счет теплоотвода во внутренние слои металла, что приводит к образованию закалочных структур и повышению твердости поверхностного слоя.
Технологию лазерной обработки подразделяют на импульсную и непрерывную. Импульсную обработку осуществляют на твердотельных лазерах. Максимальная энергия
импульной установки «Квант-15» составляет 8 Дж, оптимальный диаметр пятна нагрева - 2-3 мм, длительность импульса от 1,5 до 4 миллисекунд, частота импульсов - 10 Гц. Источником излучения лазера данного типа являются два последовательно установленных квантрона. В качестве рабочего тела используется кристалл аллюминий-иттриевого граната. Установка «Квант-16» отличается большей производительностью за счет увеличения до 30 Дж энергии импульса и до 5-6 мм пятна нагрева. Излучателем служит теперь уже один квантрон повышенной мощности. Рабочее тело установки - циллиндрический элемент из стекла с ниодимом, диаметр и длина элемента существенно больше чем на установке «Квант-15П».
|
|
При облучении единичным импульсом зона лазерного воздействия на поверхности деталей имеет форму круга. Для обработки протяженных кромок применяют обход по контуру с перекрытием точек. Равномерность глубины зон закалки обеспечивается при значении коэффициента перекрытия точек 0,5 (это означает что центр пятна нагрева сдвигается на один свой радиус в каждой следующей позиции воздействия). Наибольшая грубина импульсной закалки составляет 200-250 микрон. Большие плоскости заполняются точками (позициями пятна нагрева лазера) в несколько рядов. В процессе обработки деталь перемещают в интервалах между импульсами, во время имульса облучения деталь неподвижна.
Обработка поверхности импульсами осуществляется по нескольким схемам перекрытия. Эффективность схемы характеризуется двумя параметрами - коэффициентом перекрытия точек и коэффициентом использования импульсов. Последний определяется отношением площади упрочнения к сумме площадей отдельных точек.
Необходимая для закалки плотность мощности зависит от состояния поверхности детали. При увеличении шероховатости поверхности уменьшается доля отраженной энергии и соответственно снижается необходимая плотность мощности. Применение поглощающих покрытий увеличивает эффективность лазерной закалки.
Для увеличения площади обработки и глубины упрочнения используют лазеры с непрерывным излучением. Рабочей средой газового лазера непрерывного действия является смесь активных и инертных газов. Накачка среды осуществляется электрическим разрядом. Мощность технологических лазеров для термообработки составляет более одного киловатта.
При обработке больших поверхностей используют две основные схемы - по цилиндрической поверхности с постоянной осевой подачей и по плоскости со смещением детали. По сравнению с импульсной обработкой, закалка лазерами непрерывного действия увеличивает производительность процесса и повышает стабильность характеристик поверхностного слоя. Технологические покрытия позволяют увеличить коэффициент поглощения подводимой энергии.
Структуру материала после лазерной закалки изучают на оптических микроскопах. Измельчение структуры металла и изменение фазового состава приводит к повышению твердости поверхностного слоя. Измерения твердости позволяют определить качество упрочнения. Замеры показывают повышение твердости на обработанной лазером поверхности. Стойкость режущих кромок металлообрабатывающего инструмента при лазерной закалке повышается в 2-3 раза, эффективно упрочнение металлов из литейных алюминиевых сплавов, различных марок чугунов и сталей. Различные схемы импульсного лазерного упрочнения поверхностей. Если обрабатываемая поверхность вписывается в размеры лазерного пятна, до желаемой конфигурации упрочнения добиваются наложением на поверхность трафарета или методом масок (фотошаблонов). Недостатком таких методов являются большие потери излучения, а также низкая стойкость трафаретов и масок против их разрушения. Сформировать упрочненную зону можно путем нанесения поглощающих покрытий необходимой конфигурации, для чего требуется точный подбор режимов обработки, что не всегда обеспечивает отсутствие теплового влияния на непокрытую поверхность. Лазерное пятно на поверхности детали с помощью различных оптических систем можно получить в форме круга, кольца, прямоугольника и т. д.
|
|
При упрочнении большой площади требуемой конфигурации наиболее распространено последовательное наложение единичных пятен в форме круга, т. е. обход по заданному контуру с шагом S. Важным параметром при этом является коэффициент перекрытия, определяемый по формуле Кп = S/dn.
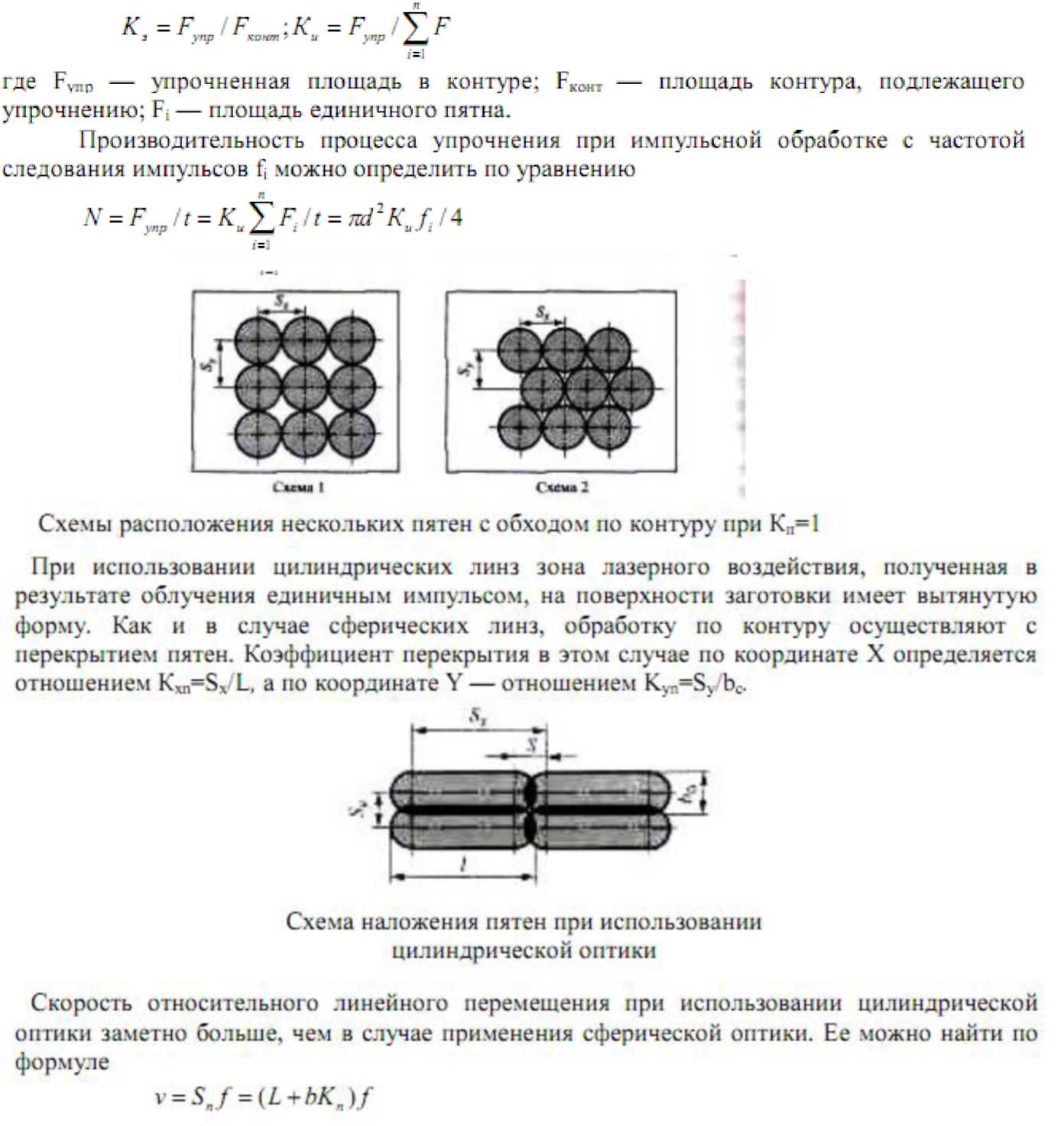
При использовании цилиндрической оптики увеличивается и производительность обработки, но практика показывает, что обход по контуру для получения устойчивой глубины ЗЛВ целесообразно проводить при энергии не менее 3D Дж.
Принципиально возможны две схемы обхода по контуру. В схеме I пятна во всех рядах расположены друг под другим, а шаг по координате X равен шагу по координате У. Схема 1 более проста для технологического использования и позволяет произвести упрочнение большего контура. Ее применяют при использовании сферической и цилиндрической оптики. В схеме 2 имеет место смещение пятен в рядах на половину шага, причем шаг по координате К меньше, чем шаг' по координате X. Схема 2 более сложна в конструктивном исполнении. Ее применяют только при использовании сферической оптики; качество
упрочнения при этом выше, так как доля неупрочненной части поверхности Ьну/Ъу здесь меньше. При Кп>1 и Кп<I эти две схемы могут иметь разновидности, что обуславливает изменение К7и К,,, а также изменение рада характеристик упрочненного слоя. Например, в схеме 1 при SX=SVи A"FJ = 0,7 заполнение поверхности максимально (Кэ= 0,%), но коэффициент использования импульсов невысок (Ки = 0,46), что приводит к непроизводительному расходованию Энергии излучения. В схеме 2 при Sx=Sv = 0,8 driнепроизводительные расходы энергии заметно уменьшаются, Ки = 0,72 и Kj = 0,94. С учетом этого наилучшие результаты достигаются в случае применения этой схемы упрочнения при Sx = = 0,86 dnи Sy= 0,74 dn. При этом К3 = 0,95 и Кu= 0,74.
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!