Состав переходов операции:
1) установить и снять деталь;
2) установить фрезу на размер;
3) установить режим резания;
4) фрезеровать зуб на глубину 7,863 мм на длине 26 мм;
5) повернуть деталь на угол 360/20 = 18°;
6) переход 4 повторить 19 раз;
7) переход 5 повторить 19 раз;
8) очистить станок от стружки.
Определение межоперационных припусков, допусков и размеров зуба шестерни
Расчет припуска, глубины резания, скорости и частоты вращения фрезы для 4 перехода обработки зубьев шестерни:
Общий припуск ZО на обработку зуба равен высоте зуба и составляет ZО = 7,863 мм (смотри рабочий чертеж детали).
Глубина резания при фрезеровании зуба модульной дисковой фрезой равна припуску на проход: t = ZО = 7,863 мм.
Подача на оборот Sо при фрезерной обработке определяется по формуле
Sо = Sz · Z, мм/об,
где Sz – подача на зуб фрезы (Sz = 0,05 мм/зуб);
Z – число зубьев фрезы (Z = 16).
Тогда
Sо = Sz · Z = 0,05 · 16 = 0,8 мм/об.
Скорость резания при фрезерной обработке определяется по формуле:
где А, Zϑ, m, Xυ, Yυ, Pϑ и Kϑ – коэффициент и показатели степени, зависящие от механических свойств обрабатываемого материала, типа фрезы, подачи на один зуб S z и т.п., определяемые;
D – диаметр фрезы (D = 60 мм);
Т – стойкость фрезы (Т = 30...120 мин);
В – ширина фрезерования (В = = 9,25 мм соответствует толщине зуба по делительной окружности);
КМ – поправочный коэффициент, зависящий от механических свойств обрабатываемого материала (КМ = 1,0 для Стали 25Х ГТ).

Частота вращения фрезы равна:

Эскиз перехода 4 фрезерования зуба шестерни (рис. 1.10).

Рис. 1.10. Эскиз перехода 4 фрезерования зуба шестерни
Расчет норм времени операций
Нормы времени на обработку определяются в последовательности, изложенной в параграфе 1.9.
Пример. Расчет норм времени токарной операции. Основное технологическое время tо определяется по формуле

где L р – расчётная длина обработки, мм;
Sфо, nфо – соответственно фактическая величина подачи инструмента (мм/об) и частота вращения детали принятые по паспорту станка (мин.-1);
i – число проходов инструмента.
Расчётную длину обработки Lр определяют по формуле
Lр = l + l1 + l2, мм,
где l – действительная длина обработки, определяемая по чертежу, мм;
l1 – величина врезания резца (l1 = 1...5 мм);
l2 – перебег резца при обтачивании на проход (l2 = 2...3 мм).
Основное технологическое время tо на обработку поверхности 7 равно:
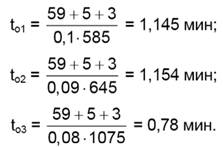
Сумма основного технологического времени tо на обработку поверхности 7 составит:
tо(П7) = tо1 + tо2 + tо3 = 1,145 + 1,154 + 0,78 = 3,079 мин.
Расчет основного времени для переходов 8–13 поверхности 6 и переходов 16–20 поверхности 5
Длина обработки l при торцовой обработке заготовки с отверстием на токарном станке определяется по формуле

Тогда для поверхности 6 и 5 имеем:
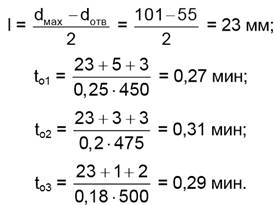
Сумма основного технологического времени tо на обработку поверхностей 6 и 5 составит:
tо(П6,5) = 2 · (tо1 + tо2 + tо3) = 2 · (0,27 + 0,31 + 0,29) = 1,74 мин.
Расчет основного времени для перехода 14 фаски 10 и перехода 22 фаски 11
Основное технологическое время t о при изготовлении фасок 10 и 11:

Сумма основного технологического времени tо на обработку фасок 10 и 11 составит:
tо(П10,11) = 2 · tо = 2 · 0,06 = 0,12 мин.






