Отклонение по длине мерных заготовок в зависимости от способа получения составляет:
-резка на пресс-ножницах ±1,0…±5,0 мм;
-ломка хладноломом ±3,0…±8,0 мм;
-анодно-механическая резка ±0,1…±0,5 мм;
-холодная резка на пилах ±0,2…±1,0 мм.
Горячая объемная штамповка
Горячая объемная штамповка производится в штампах на штамповочных молотах, кривошипных горячештамповочных прессах (КГШП), горизонтально-ковочных машинах (ГКМ) и др. Применяется преимущественно в серийном производстве.
Горячая штамповка на прессах обеспечивает получение более точных размеров поковок, чем штамповка на молотах.
Полости штампа, в которых происходит деформация металла, называются ручьями.
В отличие от свободной ковки горячая штамповка имеет следующие преимущества:
-высокая производительность;
-высокое качество поверхности и точность размеров поковок;
-возможность получения поковок очень сложных конфигураций.
Недостатки горячей штамповки:
-ограниченность штампованных изделий по массе (до 100 – 150 кг);
-высокие затраты на штамповый инструмент;
Применение профильного проката приводит к уменьшению расхода металла.
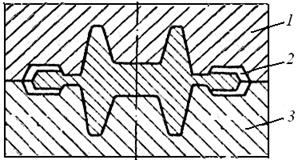
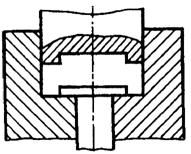
Горячая штамповка подразделяется на открытую и закрытую (рис. 55).
а б
Рис.55. Схемы горячей объемной штамповки:
а – открытой; б – закрытой
В открытой штамповке поковка имеет заусенец, а в закрытой – нет.
Облойная, или заусенечная, канавка в штампе, состоящая из магазина и мостика, необходима для удаления лишней массы заготовки. При этом мостик служит для подпора металла, обеспечивая качественное заполнение ручья штампа.
Открытая штамповка применяется более широко, чем закрытая, вследствие простоты выполнения операции и большей универсальности, несмотря на потери металла в заусенец, которые в среднем составляют 20–30% от массы поковки. Открытая штамповка обычно является многоручьевой, включающей штамповку в черновом и чистовом ручьях.
Закрытая штамповка чаще применяется для получения поковок на горизонтально-ковочных машинах(ГКМ) и кривошипных горячештамповочных прессах (КГШП).
В качестве заготовок для горячей штамповки применяют сортовой прокат круглого, квадратного и других сечений, периодический прокат (например, для шатуна) и др. (рис. 54)
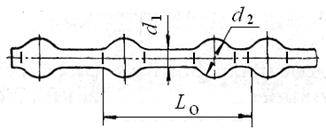
Рис.54. Вид периодического проката
Технология горячей штамповки
Технологический процесс штамповки поковок включает:
-входной контроль металла;
-разрезку прутков на заготовки;
-нагрев заготовок до 1200 – 1250ОС;
-горячую штамповку на горячештамповочных прессах или молотах;
-обрезку заусенца на кривошипных прессах;
-термическую обработку штампованных поковок – отжиг или нормализацию – для снятия внутренних напряжений и получения требуемых механических свойств;
-очистку поковок от окалины на дробеструйных установках;
-правку или чеканку поковок для получения требуемых размеров;
-технический контроль штампованных поковок.





