Отчет по производственной практике на заводе
ОАО «Кузнецов»
Выполнил студент гр.2410
Лесникова А.Н.
Проверил преподаватель
Мещеряков А.В.
Самара 2011
Содержание
1 Цех горячей штамповки……………………………………………........................………….3
1.1 Описание цеха и структура управления цехом…………………….......................…...3
1.1.1 Номенклатура продукции, выпускаемой в цехе………….......................………...3
1.1.2 Основные виды работ………………………………………........................………..3
1.1.3 Организационная структура управления цехом………………........................…...3
1.1.4 Планировка цеха горячей штамповки…………………………........................……4
1.1.5 Описание функций структурных подразделений…………........................……….4
1.1.6 Описание функций служащих аппарата управления цехом…….......................…5
1.2 Изучение производственного процесса изготовления кронштейна….........................7
1.2.1 Описание технологических процессов………………...………….....................…..7
1.2.2 Организация работы на рабочих местах с их планировками...….....................…..9
1.2.3 Экономические расчеты по выбору оптимального технологического процесса
изготовления детали…………………………………...................……….................9
2 Цех холодной штамповки…………………………………………........................…………27
2.1 Описание цеха и структуры управления цехом…………………........................……...27
2.1.1 Номенклатура продукции, выпускаемой в цехе……………........................…….27
2.1.2 Основные технологические процессы………………………........................…….27
2.1.3 Организационная структура управления цехом……………........................…….28
2.1.4 Описание функций структурных подразделений…………….......................…...28
2.1.5 Описание функций служащих аппарата управления цехом….......................…..29
2.2 Изучение производственного процесса изготовления экрана…...........................….31
2.2.1 Описание технологических процессов………………...……….....................……31
2.2.2 Описание конструкции и работы штампа……………………........................…...35
2.2.3 Организация рабочего места……………………………….....................…………35
2.2.4 Обеспечение техники безопасности при работе на гидравлических прессах.....36
Приложение…………………………………………………………….........................……….37
Цех горячей штамповки
Описание цеха и структуры управления цехом
Номенклатура продукции, выпускаемой в цехе
Специализируется на выпуске поковок, штамповок, раскатке колец из легированных сталей, титановых сплавов.
Основные виды работ
- штамповка на прессах. Вес поковок 0,1-5 кг;
- штамповка на молотах. Вес поковок 0,1-5 кг;
- высадка деталей на горизонтально-ковочных машинах (ГКМ). Вес поковок 3-5 кг;
- раскатка колец до ø1500 с толщиной стенки до 50 мм и высотой до 150 мм;
- свободная ковка на молотах. Вес поковок до 100 кг.
Организационная структура управления цехом
Организационную структуру управления цехом изобразим на рисунке 1.
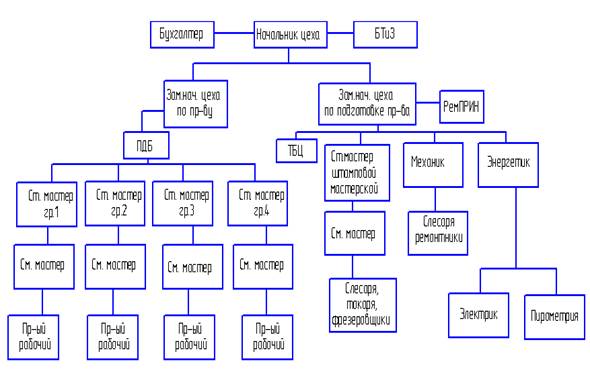
Рисунок 1 - Организационная структура управления цехом №9
Планировка цеха горячей штамповки
Планировка цеха горячей штамповки изображена на рисунке 2.
| Участок 2’-5’ ГКМ
| Штамповая
Мастерская
| Контроль
Пресса Бринеля
|
| Т.Р.
РМ – 1200
РМ – 1500
| Участок
штамповочных
молотов
| Участок Т.О.
Печи нормализации
отжига, отпуска, закалки
|
| Заготовительное
отделение
Пресс – ножницы, гильотинные ножницы
100т.е. – 1000т.е.
| Участок штамповочных
прессов
800т.е.-4000т.е.
| Участок зачистки
Наждачные станки
|
| Участок ВСШ
1,5т.е. – 7т.е. (ВСМ)
| Участок очистки
Галтовочный барабан
пескоструйные
дробеструйные
травильные ванны
|
| | | | |
Рисунок 2 – Планировка цеха горячей штамповки
Описание функций структурных подразделений
Описание функций служащих аппарата управления цехом
Экономист цехового ПЭБ
- Осуществляет контроль за применением старшими экономистами цехов действующих методик при внутризаводском и внутрицеховом планировании производственно-хозяйственной деятельности.
- Разрабатывает для цехов отдельные нормативы и анализирует нормативы разработанные другими службами завода.
- Осуществляет контроль над правильностью применения нормативов на все виды затрат, необходимые для выполнения заданий по изготовлению продукции.
- Принимает меры по своевременному поступлению от закрепленных цехов в отдел системной отчетности.
- Осуществляет анализ производственно-хозяйственной деятельности цеха и подтверждает достоверность технико-экономической производственно-хозяйственной деятельности.
- Производит запись основных технико-экономических показателей за месяц и с нарастающим итогом с начала года.
- Осуществляет контроль за проведением цехами балансовых комиссий и при необходимости принимает участие в их проведении. Периодически проверяет правильность наборов расхода материальных, трудовых и других затрат на изделия в комплектации принятой в отпускной цене.
- Готовит исходные данные для разработки оптовых цен цехам завода. Готовит аналитический материал о производственной хозяйственной деятельности цехов для руководства завода, партийной и профсоюзной организаций завода.
- Проверяет расчеты экономической эффективности организационно-технических мероприятий и делает выводы, обеспечивают ли намеченные мероприятия выполнение плановых заданий по объему производства, производительности труда, себестоимости продукции.
- Принимает активное участие в дальнейшем совершенствовании внутризаводского и внутрицехового планирования, в выявлении резервов производства и предлагает мероприятия по их использованию.
Тяги
Технология 1
Затраты на материалы
Затраты на материалы определяются по формуле:
 ,
,
где  - норма расхода материала на поковку, кг,
- норма расхода материала на поковку, кг,
 - цена 1кг материала проката, руб.,
- цена 1кг материала проката, руб.,
 - цена 1кг отходов материала, руб.,
- цена 1кг отходов материала, руб.,
 - вес отходов, кг,
- вес отходов, кг,

 - вес поковки, кг.
- вес поковки, кг.
Таким образом:  ,
,  ,
,  ,
,  ,
, 
Следовательно:
 .
.
Затраты на заработную плату
Затраты на заработную плату определяются следующим образом:
 ,
,
где  - часовая тарифная ставка рабочих сдельщиков, руб.;
- часовая тарифная ставка рабочих сдельщиков, руб.;
 - трудоемкость единицы продукции по операциям, мин.;
- трудоемкость единицы продукции по операциям, мин.;
 - коэффициент, учитывающий отчисления в фонд страхования,
- коэффициент, учитывающий отчисления в фонд страхования,  ;
;
 - коэффициент, учитывающий дополнительные отчисления,
- коэффициент, учитывающий дополнительные отчисления,  .
.
Рассчитаем заработную плату рабочих на первых двух операциях, для последующих операций она рассчитывается аналогично.
1) Нагрев (Нагревальщик):

2) Штамповка (Кузнец-штамповщик):

Заработная плата рабочих на остальных операциях приведена в таблице 4.
Таблица 4 – Затраты на заработную плату
| Наименование операции
| Профессия
|  , руб. , руб.
|  , руб. , руб.
|
| 1. Нагрев
| Нагревальщик
| 121,82
| 8,03
|
| 2. Штамповка
| Кузнец-штамповщик
| 135,7
| 8,94
|
| 3. Обрезка облоя
| Кузнец-штамповщик
| 121,82
| 8,03
|
| 5. Зачистка заусенцев
| Наждачник
| 95,04
| 9,64
|
| 6. Обдувка
| Чистильщик
| 106,86
| 13,54
|
| 7. Контроль по дефектам
| Контролер
| 76,5
| 5,82
|
| 8. Зачистка дефектов
| Наждачник
| 95,04
| 9,64
|
| 9. Нагрев
| Нагревальщик
| 121,82
| 8,03
|
| 10. Калибровка
| Кузнец-штамповщик
| 135,7
| 8,94
|
| 11. Обрезка облоя
| Кузнец-штамповщик
| 121,82
| 8,03
|
| 13. Зачистка заусенцев
| Наждачник
| 95,04
| 7,23
|
| 14. Обдувка
| Чистильщик
| 106,86
| 13,54
|
| 15. Нагрев
| Нагревальщик
| 115,2
| 7,59
|
| 16. Правка
| Кузнец-штамповщик
| 135,7
| 8,94
|
| 17. Нормализация
| Термист
| 112,6
| 12,56
|
| 18. Отжиг
| Термист
| 112,6
| 11,99
|
| 19. Обдувка
| Чистильщик
| 106,86
| 10,84
|
| 20. Контроль
| Контролер
| 76,5
| 3,88
|
| Итого:
| 165,21
|
Затраты на оснастку
Для штампов без восстановления:
 - количество штампов на программу запуска;
- количество штампов на программу запуска;

 - стойкость штампа;
- стойкость штампа;
 - стоимость штампа.
- стоимость штампа.
Для штампов с последующим восстановлением:

nвосст. – число восстановлений;
Свосст. – стоимость одного восстановления;

А – кол-во восстановлений последнего применяемого штампа;

Рассчитаем затраты на оснастку для каждой программы запуска.
1)  Восстановлений штампа не требуется, поэтому
Восстановлений штампа не требуется, поэтому 
- Штамп прессовый:


 nш = 1.
nш = 1. 
- Штамп обрезной:
Матрица: 

 nш = 1.
nш = 1.

Пуансон: 

 nш = 1.
nш = 1.

- Штамп калибровочный:


 nш = 1.
nш = 1.

- Штамп обрезной:
Матрица:
nш = 1.

Пуансон:
nш = 1.
- Штамп правочный:

 nш = 1.
nш = 1.
Таким образом,

2) 
- Штамп прессовый: Требует восстановления.
 nш = 1.
nш = 1.
 А=1.
А=1.

- Штамп обрезной:
Матрица: Требуется последующее восстановление штампа.
 nш = 1.
nш = 1.
 А=1.
А=1.

Пуансон: Требуется последующее восстановление штампа.
 nш = 1.
nш = 1.
 А=1.
А=1.

- Штамп калибровочный: Требует восстановления.
 nш = 1.
nш = 1.
 А=1.
А=1.

- Штамп обрезной:
Матрица: Требуется последующее восстановление штампа.
nш = 1.
А=1.

Пуансон: Требуется последующее восстановление штампа.
nш = 1.
А=1.

- Штамп правочный: Не требуется последующего восстановления.
 nш = 1.
nш = 1.
Таким образом,

3) 
- Штамп прессовый: Требует восстановления.
 nш = 17.
nш = 17.
 А=1.
А=1.

- Штамп обрезной:
Матрица: Требуется последующее восстановление штампа.
 nш = 23.
nш = 23.
 А=3.
А=3.

Пуансон: Требуется последующее восстановление штампа.
 nш = 19.
nш = 19.
 А=1.
А=1.

- Штамп калибровочный: Требует восстановления.
 nш = 14.
nш = 14.
 А=3.
А=3.

- Штамп обрезной:
Матрица: Требуется последующее восстановление штампа.
nш = 23.
А=3.

Пуансон: Требуется последующее восстановление штампа.
nш = 19.
А=1.

- Штамп правочный: Требует восстановления.
 nш = 6.
nш = 6.
 А=2.
А=2.

Таким образом,

4) 
- Штамп прессовый: Требует восстановления.
 nш = 35.
nш = 35.
 А=1.
А=1.

- Штамп обрезной:
Матрица: Требуется последующее восстановление штампа.
 nш = 46.
nш = 46.
 А=3.
А=3.

Пуансон: Требуется последующее восстановление штампа.
 nш = 37.
nш = 37.
 А=2.
А=2.

- Штамп калибровочный: Требует восстановления.
 nш = 28.
nш = 28.
 А=2.
А=2.

- Штамп обрезной:
Матрица: Требуется последующее восстановление штампа.
nш = 46.
А=3.

Пуансон: Требуется последующее восстановление штампа.
nш = 37.
А=2.

- Штамп правочный: Требует восстановления.
 nш = 11.
nш = 11.
 А=4.
А=4.

Таким образом,

Затраты на энергоносители
Затраты на энергоносители определяются следующим образом:
 ,
,
где  - затраты на электроэнергию;
- затраты на электроэнергию;
 - затраты на газ.
- затраты на газ.
Затраты на электроэнергию вычисляются по след формуле:
 ,
,
где  - установленная мощность электродвигателей на оборудовании, выполняемом операцию с трудоемкостью
- установленная мощность электродвигателей на оборудовании, выполняемом операцию с трудоемкостью  ;
;
 - коэффициент использования двигателей,
- коэффициент использования двигателей,  ;
;
 - коэффициент, учитывающий потери электроэнергии в сети завода,
- коэффициент, учитывающий потери электроэнергии в сети завода,  ;
;
 - коэффициент полезного действия,
- коэффициент полезного действия,  ;
;
 - стоимость 1квт электроэнергии для предприятия,
- стоимость 1квт электроэнергии для предприятия,  .
.
Рассчитаем затраты на энергоносители:

Затраты на газ вычисляются по след формуле:
 ,
,
где Нп - расход газа на 1 кг поковок, Нп=0,387 м3/кг;
Рп – вес поковки в кг, Рп=0,175 кг;
Кп.г. – коэффициент, учитывающий потери газа в трубопроводах заводской сети, Кп.г.=1,1;
ЦГАЗ – стоимость 1м3 газа, ЦГАЗ=1,91 руб/м3.
 руб.
руб.
 руб.
руб.
Цеховые расходы
Цеховые расходы в кузнечных цехах ориентировочно принимают 300% от затрат на заработную плату.

Таблица 5 – Себестоимость изготовления поковки по 1 технологии в зависимости от годовой программы выпуска продукции
| Годовая программа
выпуска
| 
| 
| 
| 
|
| М
| 40,51
| 40,51
| 40,51
| 40,51
|

| 458,30
| 22,905
| 0,4581
| 0,2417
|
|
| 165,21
| 165,21
| 165,21
| 165,21
|

| 20,5
| 1,32
| 0,66
| 0,65
|

| 2,15
| 2,15
| 2,15
| 2,15
|

| 495,63
| 495,63
| 495,63
| 495,63
|
| Себестоимость, руб.
| 1182,3
| 727,725
| 704,6181
| 704,3917
|
Технология 2
Затраты на материалы
Затраты на материалы определяются по формуле:
,
где - норма расхода материала на поковку, кг,
- цена 1кг материала проката, руб.,
- цена 1кг отходов материала, руб.,
- вес отходов, кг,
- вес поковки, кг.
Таким образом:  ,
,  , , ,
, , , 
Следовательно:
 .
.
Затраты на заработную плату
Таблица 8 – Затраты на заработную плату
| Наименование операции
| Профессия
| , руб.
| , руб.
|
| 1. Нагрев
| Нагревальщик
| 121,82
| 6,18
|
| 2. Выдавливание
| Кузнец-штамповщик
| 135,7
| 20,64
|
| 4. Нормализация
| Термист (2 чел)
| 112,6
| 23,98
|
| 5. Отжиг
| Термист
| 112,6
| 11,42
|
| 6. Очистка от окалины
| Чистильщик
| 106,86
| 10,84
|
| 7. Контроль
| Контролер
| 76,5
| 3,88
|
| Итого:
| 76,93
|
Затраты на оснастку
Рассчитаем затраты на оснастку для каждой программы запуска.
1) Восстановлений штампа не требуется, поэтому
- Штамп для …….:


 nш = 1.
nш = 1.

- Штамп для …….:


 nш = 1.
nш = 1.
- Конусная матрица:


 nш = 1.
nш = 1.

Таким образом, 
2)
- Штамп для …….:
 nш = 8.
nш = 8.

- Штамп для …….:
 nш = 12.
nш = 12.
- Конусная матрица:
 nш = 1.
nш = 1.

Таким образом, 
3) 
- Штамп для …….:
 nш = 368.
nш = 368.

- Штамп для …….:
 nш = 552.
nш = 552.

- Конусная матрица:
 nш = 12.
nш = 12.

Таким образом, 
4) 
- Штамп для …….:
 nш = 735.
nш = 735.

- Штамп для …….:
 nш = 1103.
nш = 1103.

- Конусная матрица:
 nш = 23.
nш = 23.

Таким образом, 
Затраты на энергоносители
Рассчитаем затраты на энергоносители:

Затраты на газ вычисляются по след формуле:
 руб.
руб.
 руб.
руб.
Цеховые расходы
Цеховые расходы в кузнечных цехах ориентировочно принимают 300% от затрат на заработную плату.

Таблица 9 – Себестоимость изготовления поковки по 2 технологии в зависимости от годовой программы выпуска продукции
| Годовая программа
выпуска
|
|
|
|
|
| М
| 29,72
| 29,72
| 29,72
| 29,72
|

| 42,89
| 2,14
| 0,04
| 0,04
|
|
| 76,93
| 76,93
| 76,93
| 76,93
|

| 14,5
| 2,6
| 2,05
| 2,04
|

| 1,41
| 1,41
| 1,41
| 1,41
|
|
| 230,79
| 230,79
| 230,79
| 230,79
|
| Себестоимость, руб.
| 396,24
| 343,59
| 340,94
| 340,93
|
Построим график зависимости себестоимости выпуска поковок по 1 и 2 технологическому процессу в зависимости от годовой программы выпуска продукции.

Рисунок 4 - График зависимости себестоимости выпуска поковок от годовой программы выпуска продукции
Таким образом, сравнивая себестоимости одной и той же поковки, изготовленной по разным технологиям, можно сделать вывод о том, что изготовление по 2 технологическому процессу более выгодное, чем по 1 технологическому процессу, причем себестоимость поковки и по ТП 1, и по ТП 2 при NГ=500 шт. самая высокая и по мере увеличения программы выпуска себестоимость сначала резко снижается, а затем для больших программ выпуска отличается незначительно.
Цех холодной штамповки
Планово-диспетчерское бюро (ПДБ)
1) Участвует в подготовке сменно-суточного задания по рабочим местам.
2) Оформляет учетную и сопроводительную документацию (рапорта, наряды, маршрутные карты и т.п.) в установленном порядке,
3) Участвует в проведении инвентаризации.
4) Производит межоперационную транспортировку деталей согласно существующим нормам.
5) Получает вспомогательные материалы из цехового склада.
6) Обеспечивает правильное хранение деталей и узлов, не допуская их повреждений, пересортицы.
7) Ведет по установленной форме учет выдачи-приемки деталей по рабочим местам (операциям).
8) Осуществляет сдачу и приемку деталей, проходящих межоперационную обработку из других цехов и участков, обеспечивая своевременное оформление приемо-сдаточной документации.
9) Обеспечивает рабочие места деталями, полуфабрикатами, заготовками согласно сменному заданию.
10) Производит выдачу и приемку заготовок, полуфабрикатов, деталей и узлов на рабочие места; транспортировку мелких и средних де талей и сдачу готовых деталей на промежуточный склад цеха. (Транспортировка крупно - и среднегабаритных деталей производится подсобным рабочим, находящимся в распоряжении сменного мастера).
Планово-экономическое бюро (ПЭБ)
1)Обеспечивает разработку и взаимную увязку всех разделов квартального и годового техпромфинплана с тем, чтобы он обеспечивал выполнение заданий по увеличению объема производства, росту производительности труда, снижению себестоимости выпускаемой продукции по цеху и участку.
2) Обеспечивает разработку месячных плановых заданий участкам по всем установленным технико-экономическим показателям и формам.
3) Ведет учет выполнения всех технико-экономических показателей производственного плана цеха и своевременно представляет отчетность.
4) Ведет учет и отчетность хозрасчетных показателей по производственным участкам и цеху; ежемесячно своевременно сдает в ООТиЗ предприятия справку по установленным технико-экономическим показателям.
5) Составляет ежемесячные отчеты о производственно-хозяйственной деятельности в ПЭО предприятия по установленным формам и в срок.
6) Проводит экономический анализ и исследования по всей экономической деятельности цеха, участков по отдельным вопросам экономики: себестоимости продукции, производительности труда, расходованию фонда заработной платы, рентабельности и т.д.
На основании данных экономического анализа разрабатывает совместно с руководством цеха мероприятия, направленные на всемерное использование резервов производства, улучшение всех технико-экономических показателей при наименьших затратах труда, сырья, материалов и т.д.
7) Своевременно подготавливает и представляет отчетные данные по технико-экономическим показателям.
8) Осуществляет ежедневный учет выполнения плана производимой продукции по цеху, участкам и ежедневно своевременно представляет рапорт по сдаче готовой продукции в ПЭО предприятия.
9) Составляет сметы затрат на производство, контролирует их выполнение, анализирует отклонения и дает конкретные предложения руководству цеха.
10) Составляет нормативные цеховые калькуляции на единовременные заказы с представлением на утверждение в плановый отдел предприятия.
11) Обеспечивает проведение расчетов экономической эффективности внедрения новой техники, рационализаторских предложений и усовершенствований.
12) Готовит материалы к ежемесячным совещаниям балансовой комиссии хозяйственной деятельности цеха за истекший месяц.
13) Принимает участие в дальнейшем совершенствовании форм и методов планирования и руководства производством, в составлении плана оргтехмероприятий, в работе экономического общественного бюро.
14) Способствует повышению уровня экономической работы.
15) Руководит работами по распространению экономических знаний среди рабочих, ИТР и служащих цеха. Систематически повышает свою, деловую квалификацию.
16) Содержит в образцовом порядке всю планово-экономическую документацию.
Диафрагмы
Операция 10 Вырубка
Вырубка осуществляется эксцентриковым прессом. Для этого сначала полоса протирается чистыми х/б концами и смазывается машинным маслом, затем устанавливается в штамп до упора и производится вырубка детали.
Размеры заготовки после вырубки обеспечиваются годным штампом.

Рисунок 7 – Операция 10 Вырубка
Операция 25 Вытяжка
Вытяжка осуществляется с помощью штампа на гидравлическом прессе. Перед вытяжкой заготовочные листы протирают чистыми х/б концами.

Рисунок 9 – Операция 25 Вытяжка
После вытяжки осуществляют обезжиривание детали в специальных ваннах (операция 30).
Организация рабочего места
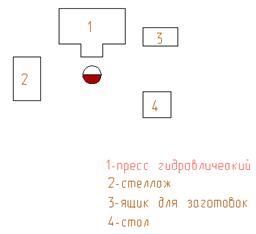
Рисунок 13 – Планировка рабочего места
Отчет по производственной практике на заводе
<





