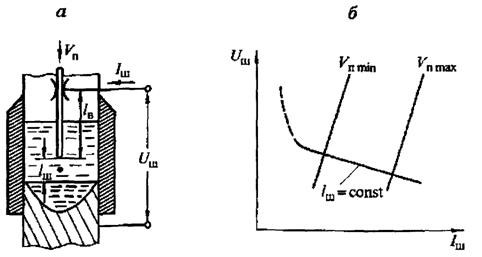
Электрошлаковую сварку выполняют в пространстве, ограниченном кромками свариваемых деталей и ползунами (рис. 6.33, а). Тепло, выделяющееся в шлаковой ванне при протекании тока IШ, расплавляет электрод и основной металл, в результате чего образуется металлическая ванна, при кристаллизации которой формируется сварной шов. Расстояние между электродом и металлической ванной lШ связано с напряжением электрошлакового процесса U ш. Напряжение U ш частично падает еще и на вылете электрода lВ.
 const
const
Рис. 6.33. Схема (а) и вольт-амперные характеристики (б) электрошлакового процесса
В холодном состоянии шлак, как правило, неэлектропроводен. Поэтому для наведения шлаковой ванны сначала возбуждают дугу, которая расплавляет флюс, резко увеличивая его электропроводность. По мере увеличения объема расплавленного шлака он гасит дугу, в результате чего начинается электрошлаковый процесс. В шлаковой ванне ток переносится в основном металлическими (положительными) ионами, в меньшей степени — отрицательными ионами и электронами. С ростом температуры ванны Тш подвижность ионов увеличивается, и, следовательно, удельная проводимость gш возрастает.
Шлаковую ванну на участке между электродом и металлической ванной можно рассматривать как нелинейное активное сопротивление R Ш. Статическая вольт-амперная характеристика электрошлакового процесса U Ш = f (I Ш) – построенная при постоянном расстоянии lШ, падающая (рис. 6.33,6). Действительно, с ростом тока I Ш увеличивается температура Т Ш, а следовательно, и удельная проводимость шлака gш. Поэтому напряжение снижается.
Поскольку при реальном процессе электрошлаковой сварки расстояние непостоянно, то в практике настройки режима статическая характеристика не используется. Реальная связь тока и напряжения отражается так называемой вольт-амперной характеристикой устойчивой работы, получаемой при постоянной скорости подачи V П электродной проволоки. В этом случае при увеличении напряжения источника, а следовательно и U ш , возрастает тепловая мощность ванны и ее температура Т Ш. В результате электрод плавится быстрее и погружается в ванну на меньшую глубину, что приводит к увеличению расстояния lШ, а следовательно, и увеличению сопротивления шлаковой ванны R Ш. Поэтому увеличение напряжения источника почти не сопровождается ростом тока — вольт- амперная характеристика устойчивой работы U Ш = f (I Ш) при постоянной скорости подачи проволоки почти вертикальная:

При увеличении скорости подачи V П ток l Ш возрастает и устанавливается на более высоком, но тоже почти постоянном уровне.
Источник питания для электрошлаковой сварки с целью обеспечения устойчивости теплового режима должен иметь жесткую внешнюю характеристику, так чтобы его сопротивление было меньше сопротивления шлаковой ванны.
При значительных возмущениях электрошлаковый процесс может прерываться в результате возникновения дугового разряда по оси электрода, а выделение тепла в шлаковой ванне вблизи основного металла снизится, что приведет к снижению качества из-за несплавления шва с основным металлом. Для предотвращения дугового разряда электрошлаковую сварку следует вести на переменном токе, сравнительно низком напряжении источника, при глубокой шлаковой ванне, использовать шлаки с низкими стабилизирующими свойствами. Вместе с тем источник должен обеспечивать устойчивый дуговой разряд в начете сварки при наведении шлаковой ванны. Обычно трансформатор для электрошлаковой сварки имеет напряжение холостого хода U x = 35-60 В.
Трансформатор для электрошлаковой сварки должен иметь напряжение, достаточное для горения дуги при наведении шлаковой ванны, но не слишком высокое, чтобы электрошлаковый процесс при нормальной глубине ванны не нарушался дуговым разрядом.
Типичные внешние характеристики трансформатора для электрошлаковой сварки показаны на рис. 6.35. Точки их пересечения с характеристиками устойчивой работы при сварке стальной проволокой диаметром 3 мм определяют возможные режимы сварки. Видно, что сила тока I щ настраивается изменением скорости подачи электродной проволоки.
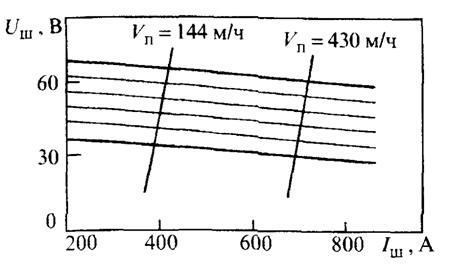
Рис. 6.35. Внешние характеристики трансформатора для электрошлаковой сварки
Напряжение электрошлакового процесса U Ш регулируют изменением напряжения холостого хода трансформатора. Обычно кратность регулирования U x max/ U x min около 2.
Высокая стабильность тока I Ш гарантируется постоянной скоростью подачи проволоки. Из-за колебаний напряжения сети стабильность напряжения U Ш невелика. Эффективной мерой борьбы с этим дефектом является стабилизация внешних характеристик источника за счет обратной связи по напряжению. На практике, однако, удовлетворяются ручной корректировкой напряжения в процессе сварки, для этого источник должен допускать плавное (или мелкоступенчатое) регулирование режима под нагрузкой.






