13.1 Дефекты сварных швов, выявленные в процессе сварки или после ее завершения, подлежат исправлению путем подварки или удаления дефектного места с последующей заваркой.
13.2 Исправлению подлежат все сварные швы, имеющие следующие недопустимые дефекты:
- несоответствие формы и размеров сварных швов требованиям стандартов, технических условий или чертежей на изделие;
- трещины, прожоги, подрезы, непровары, свищи и незаплавленные кратеры;
- углубления между валиками швов, превышающие 2 мм;
- другие дефекты, превышающие нормы, предусмотренные п. 6.10 ГОСТ Р 53630.
13.3 Участки сварных швов, подлежащих исправлению, отмечаются краской или цветным мелом.
13.4 Удаление дефектных участков швов должно производиться механическим способом: фрезеровкой, вырубкой пневматическим зубилом, обработкой шлифовальным кругом (допускается применение плазменной, кислородно-флюсовой, воздушно-дуговой строжки с последующей зачисткой поверхности резки на глубину не менее 1 мм).
13.5 Качество подготовки под заварку участков, с которых удалены дефекты, до их заварки проверяется работником ОТК и производственным мастером, а после удаления трещин дополнительно контролируется ЦД.
13.6 Исправление дефектных участков шва должно производиться по технологическим процессам с использованием сварочных материалов и способов сварки, рекомендованных настоящим стандартом.
13.7 При наличии дефектов, требующих двусторонней вырубки, допускается исправление дефектного участка проводить последовательно: сначала вырубку и заварку с одной стороны, затем с обратной.
13.8 Деформацию (коробление) участков конструкций допустимо исправлять только в холодном состоянии.
13.9 Исправление заниженных размеров сварных швов проводится путем дополнительной наплавки валиков на предварительно зачищенную поверхность ранее выполненного шва.
13.10 Исправление завышенных размеров сварных швов проводится путем местной подшлифовки или местной подрубки пневматическим зубилом с последующей зачисткой наждачным камнем для обеспечения плавных переходов швов к основному металлу.
13.11 Наплывы и натеки сварных швов в местах перехода к основному металлу должны исправляться опиловкой, вышлифовкой или местной подрубкой с последующей зачисткой наждачным камнем для получения плавного перехода от шва к основному металлу.
13.12 Незаплавленные кратеры сварных швов должны исправляться заваркой по предварительно зачищенному металлу. Сварку необходимо проводить с применением электродов меньшего диаметра.
13.13 Исправление сварных швов с непроварами, прожогами и трещинами проводится путем удаления дефектного участка до здорового металла с последующей заваркой.
13.14 При обнаружении в сварном шве трещин, перед вырубкой дефектного участка по концам трещины рекомендуется произвести засверловки с целью ограничения трещины. Качество удаление трещины подтверждается ЦД.
13.15 Исправление швов с подрезами и углублениями между валиками производится путем наплавки валика в углубление. Перед заваркой участков швов с подрезами и углублениями между валиками производится зачистка металла шва и основного металла, прилегающего к нему.
13.16 Исправление сварного шва с газовыми порами и шлаковыми включениями производится путем удаления дефектного участка с последующей заваркой.
В случае, если газовые поры, шлаковые включения распространяются на все сечение шва, дефектный участок удаляется полностью с образованием угла раскрытия 60 ± 5° под заварку.
13.17 Исправление одного и того же дефектного участка сварного соединения допускается не более двух раз. При обнаружении дефектов в шве после повторного исправления вопрос о возможности и способе исправления сварного шва решается ОГС, ОГК совместно с ОТК завода.
13.18 В том случае, когда дефекты обнаружены в деталях, прошедших термическую обработку (если это предусмотрено техническими требованиями), производится повторная термообработка после ремонта дефектных участков шва.
13.19 Все исправленные участки сварных швов подлежат приемке ОТК, о чем производится записи в журнале учета. Все данные о повторном просвечивании должны быть занесены в «Журнал контроля сварных швов просвечиванием».
13.20 К качеству исправленного участка шва надлежит предъявлять такие же требования, как и к основному шву.
Требования к ремонту и реконструкции корпусного оборудования и трубопроводов при сверхнормативной эксплуатации
14.1 Технология сварки корпусного оборудования и трубопроводов при их ремонте и реконструкции должна учитывать возможные изменения структуры и свойств основного металла, особенно при сверхнормативных сроках эксплуатации, которые снижают (ухудшают) свариваемость и свойства получаемых сварных соединений.
14.2 Характерными изменениями металла, приобретаемыми в режиме эксплуатации оборудования химических, нефтехимических и нефтеперерабатывающих производств, являются:
- науглероживание со стороны поверхности, контактирующей с рабочей средой;
- наводороживание со стороны поверхности, контактирующей с рабочей средой;
- азотирование со стороны поверхности, контактирующей с рабочей средой;
- изменение структуры и свойств в процессе длительного высокотемпературного воздействия;
- высокотемпературная ползучесть металла при длительном воздействии рабочих напряжений;
- намагничивание.
14.3 Все перечисленные изменения металла, кроме намагничивания и наводороживания, сохраняются в металле в процессе вырезки и изготовления образцов металла с применением механических и термических способов резки. Это позволяет на стадии разработки конкретной технологии сварки выполнять предварительную оценку свариваемости металла после эксплуатации и свойств получаемых сварных соединений. При этом если свариваемость и свойства соединений оказываются на требуемом уровне, то сварка может быть выполнена по технологии для нового металла. Если свариваемость или свойства соединений снизились до неприемлемого уровня, то для сварки должна быть рекомендована технология, компенсирующая негативные изменения металла, полученные при эксплуатации.
14.4 О свариваемости металла можно судить по результатам оценки технологичности при сварке образцов по ГОСТ 9466, а о трещиностойкости - по результатам оценки по ГОСТ 26389 (стойкость против горячих трещин) и ГОСТ 26388 (стойкость против холодных трещин).
14.5 Выбор конструкции тавровых образцов для технологических испытаний по ГОСТ 9466 производится с обеспечением непосредственного воздействия сварочной дугой на участки металла, в которых наиболее вероятны эксплуатационные изменения. На рисунке 14.1 показаны образцы, изготовленные из трубы и корпуса аппарата.

| 
|
| а)
| б)
|
| а - плоские заготовки образцов; б - трубные заготовки образцов; 1 - внутренняя поверхность изделия, контактирующая с рабочей средой при эксплуатации
|
| Рисунок 14.1 - Наплавка валиков при односторонней сварке таврового образца после эксплуатации
|
14.6 Конструкция плоских образцов для качественной оценки склонности к горячим трещинам по ГОСТ 26389 применительно к корпусам аппаратов принимается по типу 9 б с проточкой на вырезаемом из корпуса образце со стороны поверхности, обращенной к рабочей среде (рисунок 14.2).


а - образец для испытаний по ГОСТ 26389; б - подготовка канавки под заварку на корпусе аппарата при положительных результатах испытаний на горячие трещины по ГОСТ 26389
Рисунок 14.2 - Тип образца для качественной оценки склонности к горячим трещинам по ГОСТ 26389 применительно к корпусам аппаратов
Такой тип образца позволяет при отсутствии возможности специальной вырезки образца из действующего корпуса аппарата выполнить канавку для наплавки контрольного шва непосредственно на внутреннюю поверхность корпуса аппарата. При этой методике в случае отсутствия склонности к горячим трещинам контрольный шов вышлифовывается полностью с обеспечением переходного радиуса не менее 5 мм в донной части выборки и в переходных участках к поверхности корпуса (рисунок 14.2 б), а образовавшаяся поверхность выборки контролируется цветной дефектоскопией в объеме 100 %. После этого выборка заплавляется предназначенными для данной стали электродом. После сошлифовки усиления кольцевого шва заподлицо с поверхностью корпуса аппарата выполняется контроль зоны наплавки и околошовной зоны цветной дефектоскопией.
14.7 Конструкция плоских и трубных образцов для качественной оценки склонности к холодным трещинам может быть принята по типу VII ГОСТ 26388 (рисунок 14.3).


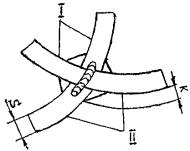
I - внутренняя поверхность корпуса аппарата (б) и трубопровода (в); II - наружная поверхность корпуса аппарата (б) и трубопровода (в); 1, 2, 3, 4 - последовательность выполнения швов
Рисунок 14.3 - Образцы для испытания на холодные трещины по типу VII ГОСТ 26388
14.8 Оценка влияния эксплуатационных изменений металла на стойкость против холодных трещин при сварке осуществляется при испытании образцов типа 9 б ГОСТ 26388 путем оценки стойкости к трещинам последнего валика 4, выполняемого в наиболее жестких условиях (после предварительной сварки остальных трех швов крестового образца, рисунок 14.3). При таких испытаниях при необходимости можно сравнить трещиностойкость внутренней и наружной поверхностей корпуса аппарата и трубопровода.
14.9 Уточнение характера, природы и степени эксплуатационного изменения металла, отрицательно влияющего на свариваемость и свойства получаемых сварных соединений, возможно только при комплексной оценке по специальным методикам специалистами различного технического профиля, поэтому такую оценку выполняет специализированная научно-исследовательская организация по эксплуатации и ремонту нефтехимоборудования ОАО «ВНИКТИнефтехимоборудование».
14.10 ОАО «ВНИКТИнефтехимоборудование» рассматривает отклонения свариваемости и (или) свойств сварных соединений от нормативных требований, при необходимости с привлечением неразрушающих методов контроля по специальным методикам выполняет уточнения и делает одно из возможных заключений, приведенных на рис. 14.4.

Рисунок 14.4
14.11 Все перечисленные в п. 14.2 эксплуатационные изменения металла, кроме наводороживания и намагничивания, сохраняются в вырезанных образцах, используемых для оценки технологичности и трещиностойкости при сварке. Оценка наводороживания и намагничивания на действующих корпусах аппаратов и трубопроводах выполняется по специальным методикам ОАО «ВНИКТИнефтехимоборудование», по которым выполняется также исключение отрицательного влияния этих факторов на свариваемость при ремонте и реконструкции нефтехимоборудования.
14.12 При экспертном обследовании сосудов, аппаратов и трубопроводов, включающем разнородные сварные соединения сталей перлитного, ферритного, мартенсито-ферритного или мартенситного классов, выполненные аустенитными сварочными материалами, и отработавшие рабочий ресурс, могут быть допущены к дальнейшей эксплуатации при условии если толщина темнотравящейся диффузионной (карбидной) прослойки на линии сплавления этих сталей со швом менее 80 мкм и при условии согласования со специализированной научно-исследовательской организацией.
Приложение А
(обязательное)






