А. С. РОГАНОВ
СТАТИСТИЧЕСКИЙ АНАЛИЗ РЕЗУЛЬТАТОВ
КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ.
Методические указания
к выполнению практических работ.
Санкт-Петербург
Настоящие методические указания предназначены для магистров второго года обучения при выполнении ими практических работ по дисциплине «Управление качеством продукции».
Методические указания могут быть использованы при выполнении курсового проекта и подготовке к зачету по указанной дисциплине.
Ι. СТАТИСТИЧЕСКИЙ АНАЛИЗ
ПАРАМЕТРОВ КОНТРОЛЯ КАЧЕСТВА.
Цель практической работы.
Целью работы является практическое ознакомление со статистическими методами оценки точности выполнения технологических процессов при изготовлении продукции как одного из активных методов управления качеством. Для этого выполняется статистический анализ на основании результатов выборочного контроля качества, а также изучаются методики определения объема выборочного контроля, выполнение анализа полученных при этом результатов и проверка соответствия полученных практическими измерениями статистических данных с теоретическими распределениями.
Общие сведения.
Статистические методы управления качеством основаны на изучении точности технологических процессов путем исследований выборок измерений и обработки результатов контроля методами математической статистики. Эти методы позволяют изучить закономерности выполнения технологических процессов и обнаруживать их отклонения от нормируемых, что приводит к снижению качества продукции и появлению брака.
Точностью изготовления продукции принято называть свойство технологического процесса обеспечивать соответствие поля рассеяния значений контролируемого параметра качества изготовляемой продукции заданному полю этого параметра. Поле рассеяния контролируемого параметра определяется теми его значениями, заданная вероятность появления которых близка к единице.
Анализ точности технологического процесса включает в себя оценку закона распределения значений контролируемого параметра, нахождение поля его рассеяния и сопоставление его с техническим допуском, установленным соответствующим техническим регламентом.
Статистический метод контроля качества продукции позволяет оценить соответствие определяющих это качество технологических процессов установленным техническим требованиям.
Одним из основных определяемых параметров статистического контроля является количество измерений (объем выборки) n и его распределение. При контроле по количественному признаку это распределение, как правило, соответствует нормальному закону. По значению среднего арифметического  и среднего квадратичного отклонения S для выборки и задаваясь доверительной вероятностью α и предельно допустимой ошибкой ε, определенной техническим допуском d, заданном в % от значения среднего арифметического, устанавливают по критерию Стьюдента требуемое количество измерений при проведении выборочного контроля (объем выборки). Вместо значений S и ε могут быть заданы коэффициент вариации ν и предельно допустимая относительная ошибка δ. Затем выполняется обработка результатов измерений для установления центра рассеяния контролируемого признака качества изделия, а также оценивается принадлежность к выборке минимального и максимального значения измеренного контролируемого параметра и определяется доверительный интервал для полученного среднего значения выборки.
и среднего квадратичного отклонения S для выборки и задаваясь доверительной вероятностью α и предельно допустимой ошибкой ε, определенной техническим допуском d, заданном в % от значения среднего арифметического, устанавливают по критерию Стьюдента требуемое количество измерений при проведении выборочного контроля (объем выборки). Вместо значений S и ε могут быть заданы коэффициент вариации ν и предельно допустимая относительная ошибка δ. Затем выполняется обработка результатов измерений для установления центра рассеяния контролируемого признака качества изделия, а также оценивается принадлежность к выборке минимального и максимального значения измеренного контролируемого параметра и определяется доверительный интервал для полученного среднего значения выборки.
При контроле зачастую требуется установить границу, выше или ниже которой могут находиться значения заданной части p членов генеральной совокупности. Полученные значения верхней и нижней границ поля рассеяния сравниваются с техническим допуском d, что позволяет судить об ожидаемом проценте брака выпускаемой продукции.
Большинство технологических процессов обеспечивает погрешность выполнения операций по изготовлению различных изделий с распределением отклонений параметров качества по нормальному закону (Гаусса).
Проверка согласия между теоретическим и эмпирическим распределениями, т. е. проверка соответствия полученного практическими измерениями статистического ряда с предполагаемым теоретическим выполняется по критериям согласия (Колмогорова, Пирсона и др.). Наиболее объективным и широко применяемым для проверки согласия при любых законах распределения случайных величин является критерий Колмогорова. Этот критерий отличается меньшей трудоемкостью при обработке и расчетах и обладает малой чувствительностью к крайним значениям распределения случайной величин по сравнению с другими критериями.
При проверке непараметрической статистической гипотезы эмпирический статистический ряд (значения контролируемого параметра) разбивается на достаточное количество интервалов. При этом следует учитывать, что очень большое количество интервалов увеличивает объем вычислительной работы, а малое – может привести к ошибочному признанию несогласия эмпирических данных с теоретическим распределением в то время, когда при малых интервалах это согласие для данного эмпирического ряда подтверждается.
Таблица 2
Значение ni для статистического ряда.
| Ва-ри-ант
| Интервалы исследуемого параметра xi
|
| -2,5
| -2,5
-2,0
| -2,0
-1,5
| -1,5
-1,0
| -1,0
-0,5
| -0,5
|
0,5
| 0,5
1,0
| 1,0
1,5
| 1,5
2,0
| 2,0
2,5
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
| -
| -
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
| -
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
| -
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
| -
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
|
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
| -
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
|
|
|
|
|
|
|
|
|
| -
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3
Значения 

| α
| n
|
|
|
|
|
|
|
|
|
|
|
| 0,80
| 0,659
| 0,493
| 0,434
| 0,347
| 0,263
| 0,184
| 0,129
| 0,091
| 0,064
|
| 0,90
| 0,899
| 0,657
| 0,574
| 0,453
| 0,342
| 0,237
| 0,166
| 0,117
| 0,082
|
| 0,95
| 1,150
| 0,816
| 0,706
| 0,550
| 0,412
| 0,284
| 0,198
| 0,139
| 0,098
|
| 0,99
| 1,800
| 1,190
| 1,00
| 0,762
| 0,558
| 0,379
| 0,263
| 0,184
| 0,129
|
Для этого для заданного в табл.1 количества измерений n определяются значения опытного среднего арифметического выборки 
 =
=  Σ xi
Σ xi
и среднего квадратичного отклонения S
S= 
Затем определяется расчетное значение критерия Стьюдента (t )
=  =
= 
По определенному расчетному значению критерия Стьюдента при заданной величине α по табл. 3 подбирается необходимое число измерений контролируемого параметра качества и сопоставляется с заданным количеством измерений n. Делается вывод о достаточности или недостаточности выполненного количества измерений.
1.2. Выполняется оценка принадлежности к заданной выборке максимального и минимального значений результатов измерений параметра качества xэкстр.
Полученное значение t сравнивается со значением критерия Стьюдента по табл. 3, исходя из заданной доверительной вероятности α и заданного объема выборки n = 15. Если t > tтабл, то значение xэкстр. отбрасывается, параметры выборки xср оп и S определяются заново. Оценка принадлежности замеренных значений параметров качества продолжается до тех пор, пока согласно критерию Стьюдента не будет установлена принадлежность к выборке всех полученных значений измерений.
1.3. Устанавливается доверительный интервал для полученного окончательного значения среднего выборки xср оп по данным выборки и значениям табл.3.
Нижняя граница выборки

Верхняя граница выборки

Величины xср оп, t, S, n берутся для окончательных значений этих параметров выборки, определенных после отбрасывания крайних значений, не отвечающих выборке по критерию Стьюдента.
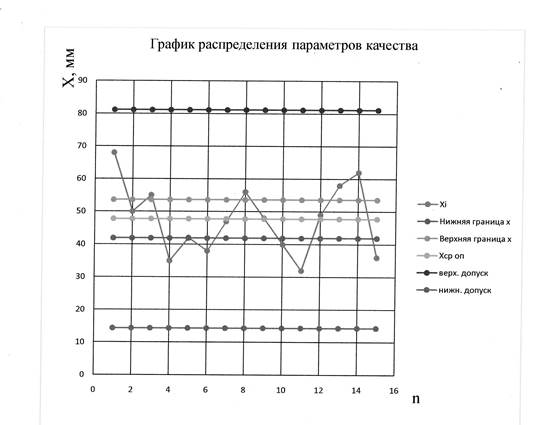
Рис.1.1. График распределения параметров качества
1.4. Строится график распределения результатов контроля параметров качеств, на котором также наносится среднее значение выборки xср оп , положение нижней xн и верхней xв границ полученной выборки (пример на рис. 1.1). Выполняется анализ полученного графика распределения результатов контроля параметров показателя качества и оцениваются определенные расчетом границы с заданным допуском d на отклонения параметров качества. Делается вывод о нахождении или не нахождении всех измеренных значений параметра качества в пределах допуска. Строится график распределения плотности с нанесением на него верхней и нижней односторонних границ (пример на рис.1.2)

Рис. 1.2. График распределения плотности.
1.5. По данным измерений параметра качества и заданной односторонней доверительной вероятности α устанавливается односторонняя нижняя граница

и односторонняя верхняя граница

Выше и ниже этой границы может находиться заданная часть p (см. табл. 1) значений генеральной совокупности полученных измерениями параметров качества. Значения к принимаются по табл. 4 для заданных значений p и n = 15.
Таблица 4
Значения коэффициентов к
| p
| n
|
|
|
|
|
|
|
|
|
| 40 | 50
|
| 0,75
| 3,804
| 2,149
| 1,617
| 1,465
| 1,268
| 1,167
| 1,103
| 1,059
| 0,999 | 0,961
|
| 0,90
| 6,158
| 3,407
| 2,582
| 2,355
| 2,068
| 1,926
| 1,838
| 1,778
| 1,697 | 1,646
|
| 0,95
| 7,655
| 4,202
| 3,188
| 2,911
| 2,566
| 2,396
| 2,292
| 2,220
| 2,126 | 2,065
|
| 0,99
| 10,552
| 5,741
| 4,353
| 3,981
| 3,520
| 3,295
| 3,158
| 3,064
| 2,941 | 2,863
|
|
|
|
|
|
|
|
|
|
|
|
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ.
СТАТИСТИЧЕСКИМИ МЕТОДАМИ.
Исходные данные для выполнения работы.
Практическая работа выполняется на основании статистического ансамбля по одной из характеристик неразрушающего контроля качества конструктивных материалов для судостроения (модуль упругости, предел прочности, плотность, толщина конструкции, результаты дефектоскопии готовых конструкций и др.);
Исходные данные для выполнения практической работы выдаются студенту по данным реальных испытаний, проведенных в лабораториях судостроительных предприятий и переданных на кафедру технологии судостроения. Эти данные по вариантам выполнения работы представлены в табл. 1.
Содержание разделов и методические
Указания по их выполнению.
4.1. Построение гистограммы распределения показателя качества.
Для построения гистограммы заданную в качестве исходных данных выборку показателей качества xi (статистический ряд) разбивают на r (от 10 до 16) интервалов. Величина интервала определяется по формуле Стэрджеса
 (1)
(1)
где h –значение величины интервала параметра качества;
x max, x min – соответственно максимальное и минимальное значения показателя качества, определяемое по данным табл. 1;
n – число значений показателя качества.
Для полученного значения величины интервала определяется число значений niэ показателей качества в каждом из r интервалов, а результаты заносятся в табл. 2.
Таблица. 2
Ранжирование выборки по интервалам
| Xi
| x min+h
| x min+2h
| ….
| ….
| ….
| x min+ i*h
| ….
| ….
| ….
| x min+(r-1)*h
| x min+ r*h
|
| niэ
| n1э
| n2э
|
|
|
| niэ
|
|
|
| nr-1э
| nrэ
|
Значение  может быть ≥ x max .
может быть ≥ x max .
В первый интервал (от x min до x min+h) заносится число значений параметров качества, соответствующих границам первого интервала, во второй интервал (от x min+h до x min+2h) - соответственно число значений, соответствующих границам этого интервала и т.д. Параметр качества, значение которого равно границе интервала, считается принадлежащим интервалу, находящемуся ближе к среднему интервалу.
По определенному (табл. 2) ранжированию выборки строится гистограмма распределения показателей качества (рис.2.1).
n 


















xi
Рис.2.1. Гистограмма распределения характеристик неразрушающего контроля .
Установление поля допуска.
Величина поля допуска обычно устанавливается по полученным значениям среднего и среднеквадратического параметра качества при выбранной двухсторонней вероятности α = 0,90; или α =0,95; или α= 0,99. Рекомендуется принимать значение величины поля допуска в пределах ±2 s. Установленное таким образом поле допуска следует нанести на ранее построенные графики (см. рис.2.2).
Исходные данные для выполнения работы.
Практическая работа выполняется на основании статистического ансамбля по одной из характеристик качества конструктивных материалов для судостроения (модуль упругости, предел прочности, плотность, толщина конструкции, результаты дефектоскопии готовых конструкций и др.), полученных по результатам неразрушающего контроля.
Исходные данные для выполнения практической работы выдаются студенту по данным реальных испытаний, проведенных в лабораториях судостроительных предприятий и переданных на кафедру технологии судостроения. Эти данные для двадцати вариантов выполнения работы представлены в табл. 1.
Порядок выполнения работы.
Для заданного в табл.1 количества измерений n определяются значения опытного среднего арифметического выборки xср оп
xср оп =1/n Σ xi
и среднего квадратичного отклонения S
 S=√ Σ (xi - xср оп)2 / (n – 1) (2)
S=√ Σ (xi - xср оп)2 / (n – 1) (2)
По данным табл.1 построить временной ряд, отложив по вертикальной оси значения контролируемого параметра, а по горизонтальной – время выполнения замеров (т.е. расположить результаты замеров из табл. 1 в том порядке, в котором они даны в этой таблице). Определенное по формуле 1 значение xср оп принимается за среднюю линию контрольной карты.
Затем определяются верхний и нижний контрольный пределы, приняв их значение с учетом величины абсолютной ошибки ε = 0,3 S
 (3)
(3)
 (4)
(4)
Нанести значение контрольных пределов на график и выполнить его анализ на предмет оценки стабильности контролируемого технологического процесса, результаты выполнения которого по выбранному параметру качества представлены в табл. 1. Для этого расстояния от средней линии до верхнего контрольного предела делится на три равные зоны В, Б, А. Аналогичные зоны выделяются в области средняя линия – нижний контрольный предел. При оценки стабильности процесса руководствоваться критериями, изложенными в разделе 1 данного методического пособия. Результаты анализа должны быть представлены в отчете по работе.
А. С. РОГАНОВ
СТАТИСТИЧЕСКИЙ АНАЛИЗ РЕЗУЛЬТАТОВ
КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ.
Методические указания
к выполнению практических работ.
Санкт-Петербург
Настоящие методические указания предназначены для магистров второго года обучения при выполнении ими практических работ по дисциплине «Управление качеством продукции».
Методические указания могут быть использованы при выполнении курсового проекта и подготовке к зачету по указанной дисциплине.
Ι. СТАТИСТИЧЕСКИЙ АНАЛИЗ
ПАРАМЕТРОВ КОНТРОЛЯ КАЧЕСТВА.
Цель практической работы.
Целью работы является практическое ознакомление со статистическими методами оценки точности выполнения технологических процессов при изготовлении продукции как одного из активных методов управления качеством. Для этого выполняется статистический анализ на основании результатов выборочного контроля качества, а также изучаются методики определения объема выборочного контроля, выполнение анализа полученных при этом результатов и проверка соответствия полученных практическими измерениями статистических данных с теоретическими распределениями.
Общие сведения.
Статистические методы управления качеством основаны на изучении точности технологических процессов путем исследований выборок измерений и обработки результатов контроля методами математической статистики. Эти методы позволяют изучить закономерности выполнения технологических процессов и обнаруживать их отклонения от нормируемых, что приводит к снижению качества продукции и появлению брака.
Точностью изготовления продукции принято называть свойство технологического процесса обеспечивать соответствие поля рассеяния значений контролируемого параметра качества изготовляемой продукции заданному полю этого параметра. Поле рассеяния контролируемого параметра определяется теми его значениями, заданная вероятность появления которых близка к единице.
Анализ точности технологического процесса включает в себя оценку закона распределения значений контролируемого параметра, нахождение поля его рассеяния и сопоставление его с техническим допуском, установленным соответствующим техническим регламентом.
Статистический метод контроля качества продукции позволяет оценить соответствие определяющих это качество технологических процессов установленным техническим требованиям.
Одним из основных определяемых параметров статистического контроля является количество измерений (объем выборки) n и его распределение. При контроле по количественному признаку это распределение, как правило, соответствует нормальному закону. По значению среднего арифметического и среднего квадратичного отклонения S для выборки и задаваясь доверительной вероятностью α и предельно допустимой ошибкой ε, определенной техническим допуском d, заданном в % от значения среднего арифметического, устанавливают по критерию Стьюдента требуемое количество измерений при проведении выборочного контроля (объем выборки). Вместо значений S и ε могут быть заданы коэффициент вариации ν и предельно допустимая относительная ошибка δ. Затем выполняется обработка результатов измерений для установления центра рассеяния контролируемого признака качества изделия, а также оценивается принадлежность к выборке минимального и максимального значения измеренного контролируемого параметра и определяется доверительный интервал для полученного среднего значения выборки.
При контроле зачастую требуется установить границу, выше или ниже которой могут находиться значения заданной части p членов генеральной совокупности. Полученные значения верхней и нижней границ поля рассеяния сравниваются с техническим допуском d, что позволяет судить об ожидаемом проценте брака выпускаемой продукции.
Большинство технологических процессов обеспечивает погрешность выполнения операций по изготовлению различных изделий с распределением отклонений параметров качества по нормальному закону (Гаусса).
Проверка согласия между теоретическим и эмпирическим распределениями, т. е. проверка соответствия полученного практическими измерениями статистического ряда с предполагаемым теоретическим выполняется по критериям согласия (Колмогорова, Пирсона и др.). Наиболее объективным и широко применяемым для проверки согласия при любых законах распределения случайных величин является критерий Колмогорова. Этот критерий отличается меньшей трудоемкостью при обработке и расчетах и обладает малой чувствительностью к крайним значениям распределения случайной величин по сравнению с другими критериями.
При проверке непараметрической статистической гипотезы эмпирический статистический ряд (значения контролируемого параметра) разбивается на достаточное количество интервалов. При этом следует учитывать, что очень большое количество интервалов увеличивает объем вычислительной работы, а малое – может привести к ошибочному признанию несогласия эмпирических данных с теоретическим распределением в то время, когда при малых интервалах это согласие для данного эмпирического ряда подтверждается.
Последовательность выполнения работы.
Работа состоит из двух частей. При выполнении первой части исходные данные берутся из табл. 1 в соответствии с заданным вариантом. Исходные данные для выполнения второй части работы приведены в табл. 2.
Таблица 1.
Исходные данные для выполнения первой части работы.
| Вариант
| α
| ε, мм
| δ
| S, мм
| ν
| Значение контролируемого параметра, xi, мм
| d
%
| p
|
|
|
|
|
|
|
|
|
|
|
|
| 0,95
| 0,30
| --
| 1,20
| --
| 68, 50, 55, 35, 42, 38, 47, 56,
48, 40, 32, 49, 58, 62, 36,
| ±70
| 0,75
|
|
| 0,90
| 0,80
| --
| 1,10
| --
| 30, 7, 5, 4, 7, 12, 3, 6, 8, 7,
4, 9, 10, 8, 3
| ±20
| 0.94
|
|
| 0,80
| 2,40
| --
| 4,50
| --
| 40, 38, 40, 35, 28, 90, 25, 32,
37, 24, 56, 35, 29, 34, 37
| ±70
| 0,90
|
|
| 0,90
| 0,42
| --
| 2,50
| --
| 23, 3, 4, 1, 12, 2, 2, 4, 5, 10,
16, 8, 11, 5, 9
| ±20
| 0,99
|
|
| 0,95
| 1,10
| --
| 7,80
| --
| 30,10,7, 12, 9, 8, 13, 7, 11, 10,
16, 27, 24, 19, 13
| ±40
| 0,75
|
|
| 0,99
| 6,30
| --
| 9,10
| --
| 36, 5, 15, 6, 2, 4, 8, 9, 10, 12,
4, 18, 4, 6, 14
| ±30
| 0,90
|
|
| 0,80
| 0,20
| --
| 0,41
| --
| 90, 35, 45, 35, 60, 50, 20, 70,
75, 35, 48, 36, 59, 62, 78
| ±70
| 0,75
|
|
| 0,90
| 3,10
| --
| 4,60
| --
| 96, 28, 26, 71, 51, 72, 73, 51,
36, 91, 56, 78, 44, 58, 63
| ±50
| 0,90
|
|
| 0,95
| 1,70
| --
| 2,10
| --
| 22, 7, 2, 2, 4, 3, 3, 3, 5, 2, 12,
6, 4, 14, 5
| ±20
| 0,95
|
|
| 0,99
| 7,30
| --
| 6,20
| --
| 1, 42, 18, 12, 8, 10, 8, 7, 8, 8,
13, 9, 11, 6, 14
| ±40
| 0,99
|
|
| 0,75
| --
| 0,55
| --
| 0,69
| 10, 10, 9, 10, 10, 25, 15, 40, 5,
15, 31, 18, 22, 18, 14
| ±30
| 0,75
|
|
| 0,90
| --
| 0,71
| --
| 1,25
| 18, 20, 20, 18, 15, 20, 25, 18,
20, 30, 26, 24, 18, 15, 10
| ±40
| 0,90
|
|
| 0,95
| --
| 0,03
| --
| 0,04
| 92, 94, 98, 94, 84, 83, 92, 97,
89, 78, 86, 75, 95, 98,96
| ±30
| 0,95
|
|
| 0,99
| --
| 0,13
| --
| 0,13
| 81, 80, 91, 76, 74, 86, 76, 86,
66, 56, 68, 74, 48, 68, 86
| ±90
| 0,99
|
|
| 0,75
| --
| 0,03
| --
| 0,03
| 70, 65, 70, 60, 90, 75, 95, 85,
90, 70, 85, 74, 86, 90, 86
| ±90
|
0,75
|
|
| 0,90
| --
| 0,15
| --
| 0,15
| 14, 11, 19, 26, 14, 18, 24, 42,
24, 14, 18, 14, 15, 21, 18
| ±40
| 0,90
|
|
| 0,95
| --
| 0,07
| --
| 0,07
| 26, 11, 10, 6, 6, 8, 8, 6, 9, 2, 12,
66, 8, 9, 9
| ±20
| 0,95
|
|
| 0,99
| --
| 0,02
| --
| 0,03
| 23, 36, 25, 20, 10, 15, 25, 28,
9, 40, 26, 35, 19, 27, 23
| ±70
| 0,99
|
|
| 0,75
| --
| 0,08
| --
| 0,08
| 82, 90, 70, 80, 65, 60, 62, 86,
80, 30, 69, 76, 68, 58, 65
| ±20
| 0,75
|
|
| 0,90
| --
| 0,08
| --
| 0,08
| 3, 9, 8, 1, 4, 6, 12, 17, 2, 6, 16,
5, 3, 6,9
| ±40
| 0,90
|
|
| 0,95
| 1,10
| --
| 7,80
| --
| 7, 5, 32, 6, 7, 7, 12, 9, 3, 4, 12,
6, 8, 5, 9
| ±25
| 0,75
|
|
| 0,90
| 0,42
| --
| 2,50
| --
| 24, 4, 6, 2, 13, 3, 3, 5, 6, 11, 8,
6, 11, 4, 9
| ±40
| 0,75
|
|
| 0,95
| 1,70
| --
| 2,10
| --
| 21, 6, 2, 2, 4, 5, 6, 5, 4, 3, 6, 5,
11, 5, 7
| ±20
| 0,95
|
|
| 0,90
| 0,80
| --
| 1,10
| --
| 8, 6, 31, 5, 8, 13, 4, 9, 8, 5, 4,
7, 8, 4, 6
| ±20
| 0,90
|
|
| 0,75
| --
| 0,55
| --
| --
| 11, 9, 10, 9, 11, 26, 16, 14, 4,
16, 18, 21, 13, 15 12
| ±30
| 0,75
|
Таблица 2
Значение ni для статистического ряда.
| Ва-ри-ант
| Интервалы исследуемого параметра xi
|
| -2,5
| -2,5
-2,0
| -2,0
-1,5
| -1,5
-1,0
| -1,0
-0,5
| -0,5
|
0,5
| 0,5
1,0
| 1,0
1,5
| 1,5
2,0
| 2,0
2,5
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
| -
| -
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
| -
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
| -
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
| -
| -
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
| -
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
|
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
| -
|
|
|
|
|
|
|
|
| -
| -
|
|
| -
|
|
|
|
|
|
|
|
|
| -
| -
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|





