1. Допуски на вертикальные размеры Н, Н1, Н2, и S (рис. 1, приложение), определяющие толщину штампованных заготовок и характеризующие двусторонний износ штампов, определяются в зависимости от площади проекции штампованной заготовки на плоскость разъема штампа по табл.1 (для алюминиевых, магниевых и медных сплавов) по табл. 2 (для стали и титановых сплавов). Приложение.

Рис. 1
2. Допуски на вертикальный размер h, определяющий высоту ребра (или другого элемента) штампованной заготовки и характеризующие износ штампа в одном направлении, устанавливаются в зависимости от площади проекции штампованной заготовки на плоскость разъема штампа по табл. 3 (для алюминиевых и медных сплавов) и по табл. 4 (для стали и титановых сплавов). Приложение.
3. Допуск на вертикальный размер h1, определяющий глубину выемки штампованной заготовки и характеризующий износ штампа в одном направлении, устанавливается в зависимости от площади проекции штампованной заготовки на плоскость разъема штампа по табл. 3, 4 (приложение) с коэффициентом 1,5 и проставляется с обратным знаком.
4. Допуски на горизонтальные размеры D и D1, (см. рис. 1), определяющие длину, ширину или диаметр штампованной заготовки и характеризующие двусторонний износ штампа, устанавливаются в зависимости от величины соответствующего размера по табл. 5 (для алюминиевых, магниевых и медных сплавов) и по табл. 6 (для сталей и титановых сплавов). Приложение.
5. Допуски на горизонтальный размер d (см. рис. 1, приложение), определяющие длину, ширину или диаметр выемки в штампованной заготовке и характеризующие двусторонний износ штампа, устанавливаются в зависимости от величины соответствующего размера по табл. 5 и 6 и принимаются с обратным знаком.
6. Допуски на горизонтальные размеры в (см. рис. 1) и в1 (см. рис. 2), определяющие длину, ширину или диаметр элементаштампованной заготовки и характеризующие двусторонний износ штампа, устанавливаются
по табл. 5 и 6 (приложение) в зависимости от величины соответствующего
размера.
7. Если горизонтальные размеры характеризуют односторонний износ штампа (размеры L и L1 на рис. 2, приложение), то для определения допусков на них следует взять удвоенный размер (2 L и 2L1), по нему по табл. 5, 6 (приложение) определить предельные отклонения. Допуски принимаются равными половине отклонения. Полученные значения являются искомыми и проставляются в чертеже штампованной заготовки. Для размера L отклонения принимаются с тем же знаком, а для размера L1 - с обратным знаком.
8. Допуск на горизонтальный размер А (см. рис. 1), определяющий расстояние между центрами бобышек или других элементов и не зависящий от износа штампа, устанавливается в зависимости от величины соответствующего размера по табл. 7 (для алюминиевых и медных сплавов), и по табл. 8 (для сталей и титановых сплавов, приложение).
9. Допуски на смешение штампованных заготовок в плоскости разъема штампа устанавливаются в зависимости от площади проекции штампованной заготовки по табл. 9 (приложение), они не зависят от других допусков и являются дополнением к ним.
10. Допускаемая величина остатка от облоя устанавливается по наибольшему габаритному размеру штампованной заготовки по табл. 10 (приложение). Остаток от облоя не зависит от других допусков и является дополнением к ним.
11. Допускаемые отклонения от соосности прошиваемых отверстий устанавливаются в зависимости от наибольшего габаритного размера штампованной заготовки по табл.11 (приложение).
Таблица 1
| Площадь проекции штампованной заготовки на плоскость разъема штампа, см2
| Предельные отклонения (мм) для классов точности
|
|
|
|
|
| До 16
| +0,2
-0,1
| +0,3
-0,2
| +0,5
-0,3
|
| Св. 16 до 25
| +0,25
-0,15
| +0,4
-0,2
| +0,6
-0,3
|
| Св. 25 до 40
| +0,3
-0,15
| +0,5
-0,3
| +0,7
-0,4
|
Продолжение табл. 1
| Св. 40 до 80
| +0,35
-0,2
| +0,6
-0,3
| +0,9
-0,5
|
| Св. 80 до 160
| +0,45
-0,2
| +0,7
-0,4
| +1,1
0,6
|
| Св. 160 до 320
| +0,55
-0,25
| +0,9
-0,5
| +1,4
-0,7
|
| Св. 320 до 480
| +0,7
-0,35
| +1,1
-0,6
| +1,8
-0,9
|
Таблица 2
| Площадь проекции штампованной заготовки на плоскость разъема штампа, см2
| Предельные отклонения (мм) для классов точности
|
|
|
|
|
| До 16
| +0,25
-0,1
| +0,4
-0,2
| +0,6
-0,3
|
| Св. 16 до 25
| +0,3
-0,15
| +0,5
-0,3
| +0,7
-0,4
|
| Св. 25 до 40
| +0,35
-0,2
| +0,6
-0,3
| +0,9
-0,4
|
| Св. 40 до 80
| +0,45
-0,2
| +0,7
-0,4
| +1,1
-0,6
|
| Св. 80 до 160
| +0,55
-0,25
| +0,9
-0,4
| +1,4
-0,7
|
| Св. 160 до 320
| +0,7
-0,35
| +1,1
-0,5
| +1,8
-0,9
|
| Св. 320 до 480
| +0,85
-0,4
| +1,3
-0,6
| +2,1
-1,1
|
Таблица 3
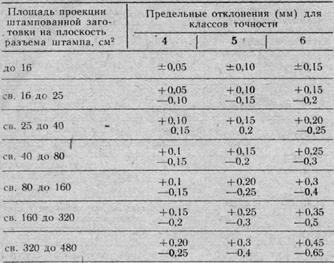
Таблица 4

Таблица 5

Таблица 6

Продолжение табл. 6

Таблица 7

Таблица 8

Продолжение табл. 8

Таблица 9

Таблица 10.

Таблица 11








