Постановка задачи
Цех по производству некоторых сложных изделий оснащен двумя технологическими линиями для сборки готовых изделий. На каждойлинии имеется n рабочих мест, пронумерованных от 1 до n. На каждом рабочем месте выполняется только одна операция. Рабочее место под номером  на технологической линии
на технологической линии  обозначим через
обозначим через  . На обеих линиях на рабочих местах с одинаковыми номерами выполняются одни и те же операции. Однако технологические линии разработаны в разное время и по разным технологиям, поэтому время выполнения одних и тех же операций на них различается. Обозначим время выполнения операции на рабочем месте
. На обеих линиях на рабочих местах с одинаковыми номерами выполняются одни и те же операции. Однако технологические линии разработаны в разное время и по разным технологиям, поэтому время выполнения одних и тех же операций на них различается. Обозначим время выполнения операции на рабочем месте  через
через  . Для каждой из двух линий известны время
. Для каждой из двух линий известны время  от момента подачи начальной заготовки на линию до начала первой операции и время
от момента подачи начальной заготовки на линию до начала первой операции и время  от момента окончания последней операции до снятия готового изделия с линии,
от момента окончания последней операции до снятия готового изделия с линии,  .
.
Обычно изделие проходит все этапы сборки на одной и той же линии. Однако иногда требуется, чтобы партия изделий была собрана за кратчайшее время, и такой порядок приходится нарушить. Для ускорения сборки изделие по-прежнему проходит все n рабочих мест в обычном порядке, однако менеджер может дать указание переместить частично собранное изделие с одной линии на другую, причем такое перемещение возможно на любом этапе сборки. Временем перехода от одного рабочего места к другому, если этот переход выполняется в пределах одной технологической линии, можно пренебречь. Время, которое требуется для перемещения изделия с технологической линии i на линию  после прохождения рабочего места
после прохождения рабочего места  , равно
, равно  ,
,  . Требуется определить, какие рабочие места должны быть выбраны на первой линии, а какие – на второй, чтобы минимизировать общее время, затраченное на сборку одного изделия.
. Требуется определить, какие рабочие места должны быть выбраны на первой линии, а какие – на второй, чтобы минимизировать общее время, затраченное на сборку одного изделия.
Зададим условия задачи в таблице (табл.5).
Таблица 5
Временные параметры операций
| Рабочее место линии 1
| 
| 
| 
| 
| 
| 
|
Время операции 
|
|
|
|
|
|
|
Время перемещения  изделия на линию 2 после прохождения рабочего места изделия на линию 2 после прохождения рабочего места 
|
|
|
|
|
|
|
| Рабочее место линии 2
| 
| 
| 
| 
| 
| 
|
Время операции 
|
|
|
|
|
|
|
Время перемещения  изделия на линию 1 после прохождения рабочего места изделия на линию 1 после прохождения рабочего места 
|
|
|
|
|
|
|
| Время от момента подачи начальной заготовки на линию до начала первой операции
| 
|
| Время от момента окончания последней операции до снятияготового изделия с линии
| 
|
Решение задачи
Данную задачу можно отнести к задачам составления расписаний. Однако для ее решения удобно применить подход динамического программирования: разбиение задачи на n шагов, поиск оптимального решения начинать с последнего шага.
Составим графическую схему, на которой прямоугольниками обозначим рабочие места на технологических линиях с указанием времени выполнения операций  , стрелками – возможные перемещения изделия с одной линии на другую с указанием времени перемещения
, стрелками – возможные перемещения изделия с одной линии на другую с указанием времени перемещения  (рис.17).
(рис.17).
| Техн. линия 1
Рабочие места
M11 M12 M13 M14 M15 M16
|
| M21 M22 M23 M24 M25 M26
Рабочие места
Техн. линия 2
|
| Рис.17. Схема технологических линий
|
Схема, представленная на рис.17, аналогична схеме маршрутов, связывающих пункты А и Б в задаче о поиске минимального маршрута (рис.4). В данной задаче такими пунктами являются «Вход» (состояние  ) и «Выход» (состояния
) и «Выход» (состояния  ). Весь маршрут и, следовательно, процесс управления, можно разбить на 7 шагов. Каждый из первых 6 шагов содержит 2 действия: перемещение изделия к рабочему месту
). Весь маршрут и, следовательно, процесс управления, можно разбить на 7 шагов. Каждый из первых 6 шагов содержит 2 действия: перемещение изделия к рабочему месту  и выполнение операции на этом рабочем месте. Состояниями системы
и выполнение операции на этом рабочем месте. Состояниями системы  можно считать нахождение изделия на рабочем месте после окончания выполнения операции, управлением – выбор одной из технологических линий для выполнения следующей операции, т. е.
можно считать нахождение изделия на рабочем месте после окончания выполнения операции, управлением – выбор одной из технологических линий для выполнения следующей операции, т. е.  . Алгоритм решения задачи поиска минимального маршрута от пункта А до пункта Б уже подробно рассмотрен. Единственное отличие от решенной ранее задачи в том, что на каждом шаге k показатель эффективности
. Алгоритм решения задачи поиска минимального маршрута от пункта А до пункта Б уже подробно рассмотрен. Единственное отличие от решенной ранее задачи в том, что на каждом шаге k показатель эффективности  должен учитывать и время
должен учитывать и время  , связанное с перемещением изделия на другую линию, и время
, связанное с перемещением изделия на другую линию, и время  на выполнение операции (нахождение на рабочем месте
на выполнение операции (нахождение на рабочем месте  ). Целевая функция – суммарное время сборки изделия.
). Целевая функция – суммарное время сборки изделия.
Перейдем к пошаговому решению.
Шаг k =7. К началу этого шага завершена последняя операция, для любого из двух возможных состояний (изделие находится или на линии 1, или на линии 2) остается только снятие изделия с линии:
 (37)
(37)
Шаг k =6. К началу этого шага завершена пятая операция, для каждого из двух возможных состояний (изделие находится или на линии 1, или на линии 2) возможны 2 варианта: или изделие остается на этой же линии, или перемещается на другую линию. Для каждого из двух состояний необходимо определить условный минимум целевой функции при оптимальном управлении на двух последних шагах:
 (38)
(38)
Шаг k =5. К началу этого шага завершена четвертая операция. Рассуждения аналогичны шагу при k =6:
 (39)
(39)
Дальнейшие шаги выполняем аналогично.
Шаг k =4.
 (40)
(40)
Шаг k =3.
 (41)
(41)
Шаг k =2.
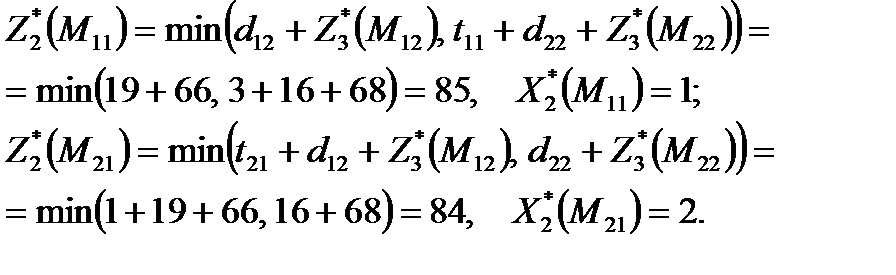 (42)
(42)
Шаг k =1. На первом шаге выбор оптимального управления выполняется для одного возможного начального состояния  . При этом учитываем время
. При этом учитываем время  от момента поступления заготовки на технологические линии до начала выполнения первой операции:
от момента поступления заготовки на технологические линии до начала выполнения первой операции:
 (43)
(43)
Получено минимальное значение времени сборки изделия  . Соответствующий порядок выполнения операций на технологических линиях восстанавливаем по оптимальным управлениям на каждом шаге:
. Соответствующий порядок выполнения операций на технологических линиях восстанавливаем по оптимальным управлениям на каждом шаге:
 (44)
(44)
Т. е. первая и вторая операции должны выполняться на технологической линии 2, затем изделие перемещается на линию 1, где выполняются остальные операции. Для наглядности на рис.18 выделено оптимальное перемещение изделия от одного рабочего места к другому.
| Техн. линия 1
Рабочие места
M11 M12 M13 M14 M15 M16
|
| M21 M22 M23 M24 M25 M26
Рабочие места
Техн. линия 2
|
| Рис.18. Оптимальное решение
|
Сравним полученное значение и время сборки на каждой линии при отсутствии перемещений.
Для технологической линии 1 это время составляет
 (45)
(45)
Для технологической линии 2 это время составляет
 . (46)
. (46)
В данном примере использование комбинированной сборки оказалось эффективным.
6. Построение оптимальной последовательности операций
Постановка задачи
Пусть на оптовую базу прибыло n машин с товаром для разгрузки и m машин для загрузки товаров, направляемых в магазины. Менеджер оформляет документы по операциям разгрузки или загрузки одной машины, а затем переходит к обслуживанию другой машины. Издержки от операций обусловлены простоем транспорта, типом операции (прием или отправка товара). Необходимо спланировать последовательность операций обоих видов таким образом, чтобы суммарные издержки по приему и отправке товаров для всех машин были минимальными.
Алгоритм решения
Из условия следует, что состояние системы определено двумя параметрами: n – количеством принятых и оформленных машин по разгрузке товаров и m – количеством машин, отправляемых с товаром в магазины. Поэтому решение можно искать на плоскости в области допустимых состояний системы (рис.19). По оси абсцисс откладываем число разгруженных машин, а по оси ординат – число загруженных товаром машин. Можно построить на плоскости граф состояний процесса, в котором каждая вершина соответствует состоянию операции приема и отправки товара на оптовой базе. Ребра графа соответствуют выполнению работы по приему или отправке товара на очередной машине. Каждому ребру можно сопоставить издержки, связанные с выполнением операции по разгрузке или загрузке машины. Таким образом поставленная задача свелась к задаче о поиске оптимального маршрута от начального пункта до конечного.

Рис.19. Схема операций на складе
Пример
Пусть  ,
,  , известны затраты по выполнению каждой операции, которые указаны на ребрах графа (рис.19). Состояние
, известны затраты по выполнению каждой операции, которые указаны на ребрах графа (рис.19). Состояние  определяет начало процесса, состояние
определяет начало процесса, состояние  конечное состояние, соответствующее приему и отправке всех машин.
конечное состояние, соответствующее приему и отправке всех машин.
Решение
Решаем данную задачу аналогично задаче об оптимальном маршруте. Процесс управления разбивается на  шагов. Решение предлагается выполнить самостоятельно.
шагов. Решение предлагается выполнить самостоятельно.
В итоге должны получиться следующие результаты. Минимальные издержки  . Оптимальное управление процессом разгрузки и загрузки машин товаром при данных условиях заключается в следующем: на первом и втором шагах следует оформить документы по разгрузке двух машин, на третьем – по загрузке одной машины, далее – снова две машины по разгрузке товара, затем три машины по загрузке и на последнем шаге оформить документы по разгрузке последней машины. При этом минимальные суммарные издержки по приему и отправке товаров для всех машин равны 73. Оптимальное решение выделено двойной линией на рис.20.
. Оптимальное управление процессом разгрузки и загрузки машин товаром при данных условиях заключается в следующем: на первом и втором шагах следует оформить документы по разгрузке двух машин, на третьем – по загрузке одной машины, далее – снова две машины по разгрузке товара, затем три машины по загрузке и на последнем шаге оформить документы по разгрузке последней машины. При этом минимальные суммарные издержки по приему и отправке товаров для всех машин равны 73. Оптимальное решение выделено двойной линией на рис.20.

Рис.20. Оптимальное управление операциями на складе
Другие примеры задач
Принцип оптимальности Беллмана применим в решении многих интересных практических задач на производстве. Опишем общую постановку еще нескольких типов задач.






