

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ВВЕДЕНИЕ
Целью производственной практики является изучение в производственных условиях технологии и оборудования процессов обработки металлов давлением, а также экономики производства с учетом специализации.
Задачи производственной практики:
- закрепление теоретических знаний по дисциплинам «Технология процессов ОМД», «Оборудование цехов ОМД», «Организация производства и экономика предприятий»;
- изучение общего технологического цикла производства продукции на предприятии;
- приобретение производственных и организационных навыков по реализации и контролю технологических процессов обработки металлов давлением, по эксплуатации и ремонту оборудования цехов ОМД;
- изучение форм и методов управления производством;
- сбор материалов для выполнения курсовых проектов по технологии процессов ОМД;
- приобретение навыков практической работы в производственных условиях.
История цеха № 80
Цех №80 основан 2 июля 1969 года.
Основным профилем деятельности цеха является производство конструкционных материалов для атомных станций и проката для химической промышленности и химического машиностроения.
С первых дней образования цеха приоритетным направлением было выбрано качество выпускаемой продукции. С этой целью все технологическое оборудование проектировалось и подбиралось как комплекс взаимосвязанных технологических переделов, обеспечивающих получение качественной продукции. В цехе одними из первых в стране установлены уникальный пресс усилием 6000 т.с., стан холодной прокатки ХПТ-250.
Особенно важным моментом в становлении цеха был пуск вакуумных печей для труб большого диаметра. Эта технологическая линия и на сегодняшний день вызывает восторг и уважение. Освоение новых технологий, оборудования и многообразия выпускаемых номенклатур потребовало привлечения специалистов высокого класса, имеющих многолетний опыт и квалификацию. Для решения поставленных перед цехом задач были приглашены рабочие и инженерно-технические работники Первоуральского новотрубного завода, являвшегося флагманом трубопрокатного производства страны.
|
|
В сентябре 1971 года были отработаны технологические схемы изготовления из сплавов циркония труб большого и малого диаметра.
В 1973 году был установлен универсальный прокатный стан "Дуо-Кварто" чешской фирмы “Skoda". Применение данного стана позволяло на одном виде оборудования производить как горячую, так и холодную прокатку. В этом же году была отработана технология изготовления холоднокатаных листов. Одновременно с листопрокатным производством развивалось производство прутков повышенной точности, проволоки и профильных изделий.
С 1972 года цех начинает выполнять поставленные перед ним производственные задачи и планомерно наращивать объемы выпускаемой продукции. Применение принципа неразрывности высокого качества выпускаемой продукции и планомерного.возрастания объемов производства потребовало разработки, и внедрения высокоэффективных методов контроля, которые были успешно разработаны и внедрены. Процесс внедрения методов не разрушающегося контроля постоянно совершенствуется и в настоящее время представляет комплекс приборов и оборудования для контроля труб и прутков различного диаметра.
Развитие прокатного производства в цехе всегда характеризовалось значительным объемом научно* исследовательских, конструкторских и опытных работ по созданию новых технологических процессов, новых видов проката. Огромную помощь и участие в данном вопросе оказывали и оказывают научные институты Москвы, Санкт-Петербурга, Екатеринбурга, Нижнего Новгорода, Перми, Ижевска.
|
|
В 1984-1985 годах в цехе было значительное обновление оборудования, реконструкция стана "Дуо- Кварто" и пресса усилием 1000 т.с.
За создание и освоение технологии циркониевого производства работники цеха Можаев В.Т., Дедов О.А. и Фоминых Ю.И. были удостоены звания лауреатов государственной премии в области науки и техники.
Сочетание уникального оборудования, квалифицированных специалистов и высокого уровня культуры производства позволяет в настоящее время выпускать продукцию, соответствующую мировым стандартам.
Дислокация цеха: корпус 715, 722, 728
Получение циркония.
Получение циркония реакторного качества требует его глубокой очистки от примесей, прежде всего от гафния, содержание которого колеблется от 1 до 3 %. В процессе восстановления из руд, гафний восстанавливается вместе с цирконием.
Метод Крола.
· очистка тетрахлорида циркония возгонкой;
· восстановление паров тетрахлорида циркония расплавленным магнием;
· вакуумная дистилляция.
При вакуумной дистилляции происходит отгонка избыточного магния и хлорида магния с получением губчатого циркония реакторной чистоты, если циркониевые соединения были предварительно очищены от гафния до его содержания 0,01 — 0,015 %.
Электролиз расплавленных солей.
Электролизом расплавленных солей циркония можно получить металл реакторной чистоты по себестоимости сравнимый или более дешевый, чем магнийтермический. Электролитом является смесь солей — K2ZrF6, KCl и KF. Процесс ведется в герметичных электролизерах, в среде очищенного инертного газа.
Плавка и отливка слитков.
Металлический цирконий — губка, иодидные прутки или порошок — может быть переведен в компактный материал плавкой. Как правило для плавки используют вакуумную дуговую печь (рис.1). Так как цирконий является весьма агрессивным материалом, то плавка его и сплавов на его основе без загрязнения металла кислородом, азотом или материалом тигля является очень трудной задачей. Плавку циркониевых сплавов надо вести в атмосфере инертного газа или в вакууме. Выбор подходящих материалов для изготовления тигля представляет серьезную проблему. Для этой цели могут быть использованы графит или охлаждаемая медная изложница. При использовании графита цирконий насыщается углеродом до 0,08—0,3%, что недопустимо снижает его сопротивление коррозии. Для обычных технических целей цирконий, выплавленный индукционным методом в графитовом тигле, вполне пригоден.
|
|
В тех случаях, когда необходимо получить высокочистый металл, применяется дуговая плавка циркония с расходуемым электродом, которая имеет много преимуществ и является в настоящее время наиболее распространенной.

Рис.1.
Вакуумная дуговая печь.
1 — корпус; 2 — охлаждаемый шток; 3 — расходуемый электрод; 4 — капли жидкого метала; 5 — жидкий металл; 6 — медная изложница; 7 — слиток; 8 — затравка
Расходуемый электрод 3 закрепляют на водоохлаждаемом штоке 2 и помещают в корпус печи 1 и далее в медную водоохлаждаемую изложницу 6. Из корпуса печи откачивают воздух до остаточного давления 0,00133 кПа. При подаче напряжения между расходуемым электродом 3 (катодом) и затравкой 8 (анодом) возникает дуга. Выделяющаяся теплота расплавляет конец электрода. Капли жидкого металла 4, проходя зону дугового разряда дегазируются, заполняют изложницу и затвердевают, образуя слиток 7. Дуга горит между электродом и жидким металлом 5 в верхней части слитка на протяжении всей плавки. Охлаждение слитка и разогрев жидкого металла создают условия для направленного затвердевания слитка. Следовательно, неметаллические включения сосредоточиваются в верхней части слитка, усадочная раковина мала. Слиток характеризуется высокой равномерностью химического состава, повышенными механическими свойствами.
Брикеты для электродов прессуются при давлении 580 — 780 МПа, и после этого свариваются друг с другом. Часто электроды подвергаются дополнительному спеканию при температуре 1000 — 1100 0С. Сила тока, проходимая через электрод составляет 10000 — 25 000 А. Для получения чистого металла используют двойной переплав.
Метод позволяет получать слитки диаметром до 500 — 600 мм, весом до 5 тонн.
Для получения слитков используют так же и электронно-лучевую плавку.
После получения слитки подвергаются ультразвуковому контролю на предмет раковин, трещин и т.д.
Ковка слитков.
При обработке циркониевых сплавов в горячем состоянии необходимо предотвратить его насыщение газами из атмосферы. Нагрев циркония на воздухе приводит к насыщению поверхности кислородом и азотом, затем эти примеси диффундируют в металл. Это особо опасно для небольших по сечению слитков и сказывается в виде снижения вязкости металла и его коррозионной стойкости.
|
|
Слитки могут нагреваться в индукторе, муфельных печах (в окислительной атмосфере). Нагрев в солевой, свинцовой ванне, в атмосфере инертного газа уменьшает образование окисленного слоя. Нельзя нагревать слитки циркония в атмосфере водорода, так как наличие всего 0,04% водорода приводит к резкому снижению пластичности при горячей обработке. Желателен быстрый нагрев, особенно для температур свыше 800 °С, так как при этих условиях скорость газовой абсорбции быстро увеличивается.
Горячая обработка (ковка) слитков обычно ведется на прессах или молотах. Обработка циркониевых сплавов не вызывает затруднений, но начальные деформации должны быть небольшими до тех пор, пока не будет разрушена литая структура. После этого деформации могут быть больше, и ковка продолжается вплоть до температур 600 — 550 °С. При ковке желательно избегать многократных нагревов, чтобы предотвратить газонасыщение, но подогревы при ковке слитков диаметром 300 — 500 мм необходимы для получения прутков требуемого размера. Ковка слитков осуществляется, когда цирконий находится в a+b или b–фазе, т.е. при температуре больше 800 0С.
Рис.2.
Ковка слитков.
Прошивка
Прошивка является эффективным способом получения полой заготовки с точки зрения не только уменьшения количества стружки, но и измельчения структуры вблизи прошитого отверстия, что благоприятно сказывается в дальнейшем на качестве внутренней поверхности выдавленной трубы. Качество и чистота обработки поверхности заготовок, отсутствие разностенности — необходимое условие для получения высококачественных канальных труб.
Другим способом получения полой заготовки является сверление прутков.

Рис.3.
Прошивка прутка.
1 — контейнер; 2 — прошивная игла; 3 — наконечник; 4 — отходы металла
Прокатка труб
Следующей технологической операцией при производстве тонкостенных труб является их обработка на станах холодной прокатки. Не останавливаясь на конструкционных особенностях этих станов, отметим, что это станы валкового типа («Рокрайт», ХПТ т. п.) с подвижными и неподвижными клетями. На этом оборудовании за один — два перехода из толстостенных труб получают трубы с диаметром, примерно только вдвое превышающим диаметр готовой трубы. При прокатке на станах ХПТ (холодная прокатка труб) степень деформации за переход обычно составляет 40—70% в зависимости от состава и состояния циркониевого сплава и размеров исходной трубы. (рис.5).
|
|

Прокатка трубы на стане ХПТ
Рис.5
I — начало рабочего хода; II — конец рабочего хода. 1 — калибры; 2 — оправка; 3 — труба
Прокатка труб на станах ХПТ неизбежно связана с неравномерностью деформации по сечению и длине трубы, которая зависит в основном от формы (геометрии) калибров, степени деформации за переход и величины подачи. Главным условием качественной прокатки является установление такого режима деформации, который обеспечил бы получение единообразия геометрии и текстуры по сечению в стенке труб.
Для снятия наклепа (деформационного упрочнения) и повышения вязкости трубы перед последующей прокаткой подвергают промежуточному отжигу, который проводят в вакууме с остаточным давлением не более 0,0133 Па, чтобы исключить поглощение сплавом азота и кислорода, ухудшающих механические и антикоррозионные свойства сплавов. Температура отжига зависит от состава сплава и степени его холодной деформации, но для промышленных относительно малолегированных сплавов, какими являются циркалой и бинарные сплавы с 1 и 2,5 % N5, она обычно составляет 580-700 0С. Длительность отжига выбирается с учетом массы загрузки, типа печи и составляет 1—2,5 ч.
Прокатка труб на конечный размер является одной из важнейших технологических операций, определяющих качество получаемых канальных труб. Предыдущие операции холодной обработки имели целью уменьшить размеры труб, приблизить их к размерам готовой трубы, улучшить качество поверхности и точность геометрических размеров по сравнению с исходной выдавленной трубой, а также заложить основы требуемой текстуры. Заключительная операция холодной прокатки и ее деформационный процесс формируют и определяют качество готовых изделий.
Подавляющее большинство стран и фирм, производящих циркониевые канальные трубы, используют для получения труб готового размера прокатку на пилигриммовых станах или на станах роликового типа — ХПТР. При прокатке труб на стане ХПТР основная деформация идет по стенке трубы (до 60 %) при сравнительно незначительном изменении ее среднего диаметра. При такой прокатке отношение деформаций по стенке и диаметру (показатель Q) достигает значения 4 — 5. Степень деформации при конечной прокатке выбирают с учетом требуемых свойств готовых труб, которые зависят не только от степени деформации, величины Q, но и от режима термообработки.
Существует определенная зависимость между деформацией трубы и ее текстурой. Для предотвращения гидридного растрескивания каналов в процессе эксплуатации необходимо иметь тангенциальную ориентацию гидридов. Необходимым условием для этого является соотношение между деформацией трубы по диаметру и по толщине стенки. Деформация по толщине стенки должна быть больше, чем по диаметру, а a-зерна должны быть ориентированы так, что бы нормаль к плоскости базиса была близка к радиальному направлению. Для благоприятной тангенциальной ориентации гидридов величина Q должна быть больше трех.
Для обеспечения прямолинейности готовых труб на специальных станках проводится операция их правки. Изгиб трубы на длине 500 мм не должен превышать 0,5 мм.
Заключительной операцией является отделка поверхности труб. Основной целью является повышение коррозионных свойств, а так же корректировка и доводка размеров. Эта операция включает в себя травление в кислотном растворе и различного рода обработку поверхности (шлифовка, полировка, электрополировка, струйная обработка и т.д.).
Зарубежные и отечественные технические условия (спецификации) предусматривают обязательный контроль и испытания труб по многим параметрам. Предусмотрены и разработаны процедуры разрушающего (выборного) и неразрушающего контроля. Основные параметры контроля показаны на рис.6.
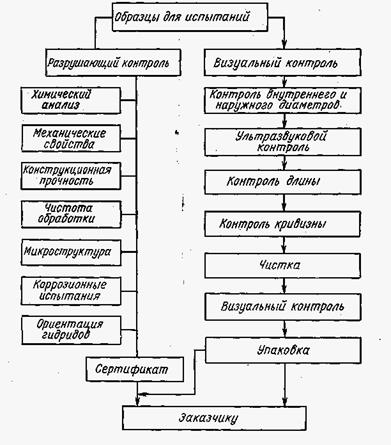
Рис.6.
Операции контроля и испытания готовых труб.
Каналы ядерных реакторов работают в очень тяжёлых условиях. Поэтому они весьма чувствительны даже к небольшим дефектам, внешним воздействиям и различного рода напряжениям.
Высокие требования, предъявляемые к циркониевым каналам, удовлетворяются как строгим соблюдением технологических режимов их производства, так и тщательным их контролем.
Теоретически обоснованные представления о влиянии технологии изготовления циркониевых труб на весь комплекс их свойств отсутствуют, как нет и таких методов испытания труб, которые могли бы в полной мере воспроизвести напряжения и деформации каналов в условиях работы реактора. Тем не менее, опыт эксплуатации циркониевых каналов позволил выработать определенную инженерную систему обеспечения качества канальных труб, которая включает и учитывает:
1) требования спецификаций и технических условий на трубы;
2) обеспечение качества материалов, полуфабрикатов;
3) соблюдение технологического процесса производства труб и его контроль;
4) контроль готовой продукции и анализ результатов контроля;
5) дополнительные лабораторные исследования качества и свойств готовой продукции.
Процесс включает следующие основные технологические переделы: получение металлического циркония; плавку и отливку слитков; изготовление трубных заготовок из слитков методами горячей деформации и механической обработки; горячее выдавливание толстостенных труб; производство труб методами холодной деформации до конечного размера в сочетании с различными промежуточными операциями.
Принципиальная схема производства труб показана на рисунке ниже, хотя надо иметь в виду, что на разных заводах многие технологические операции могут выполняться по-разному в зависимости от способа получения циркония и его качества, от состава сплава и способа переплавки, от принятой деформационной схемы и термической обработки изделий и т.д.
Цирконий реакторной чистоты
Получают различными способами — магниетермическим восстановлением, применяемым в большинстве стран, иодидным рафинированием и электролизом расплавленных солей. Последний способ применяется в основном лишь в России. Требования к составу циркония различного происхождения значительно отличаются. Химический состав слитков циркониевых сплавов, идущих на изготовление канальных труб, должен удовлетворять требованиям, представленным в таблице ниже. Наиболее строго контролируют легирующие элементы Nb, Sn, Fe, Cr, Ni и примеси N, H, С, O, Si, оказывающие наибольшее влияние на механические и коррозионные свойства изделий. При горячей обработке циркониевых сплавов химический состав слитков не оказывает заметного влияния на технологический процесс и обрабатываемость изделий. Но при холодной обработке сплавов влияние примесей весьма заметно, поскольку многие из них существенно повышают твердость сплавов. Это вызывает необходимость увеличения промежуточных отжигов на переделах. В соответствии с установленными требованиями, твердость слитков из сплавов циркалой ограничивается значением 2000 МПа по Бринеллю, а сплава с 1,0 % ниобия — 1800 МПа. Помимо этого, методом ультразвуковой дефектоскопии контролируют сплошность слитков.
Кованые заготовки после механической обработки также подвергают ультразвуковому контролю на отсутствие пор, раковин, включений, ликвационных неоднородностей и других дефектов. Кроме того, в отдельных случаях контролируют коррозионную стойкость заготовок.
Соответствующие требования предъявляются к прессованным трубам: контролируют механические свойства, равномерность химического состава по длине и сечению труб, качество поверхности и разностенность. Хорошо отработанный и стабилизированный технологический режим позволяет осуществлять этот контроль не постоянно, а периодически.
На всех стадиях прокатки труб тщательно контролируют состояние поверхности. При прокатке на конечный размер контролируют скорость и число ходов клети, чистоту и состав смазки, геометрические размеры труб, чистоту их поверхностей.
Высокие требования, предъявляемые к трубам для каналов, регламентируются соответствующими техническими условиями, спецификациями стран-изготовителей труб, указанных на карте промышленных предприятий. В требованиях спецификаций разных стран есть много общего в методах контроля и контролируемых факторах, хотя они имеют и свои особенности, определяемые назначением труб и способом их производства.
Состояние наружной поверхности контролируют визуально в сравнении с эталонами. Жесткие требования предъявляют к внутреннему диаметру труб: допустимые отклонения внутреннего диаметра труб не должны превышать 0,06-0,1 мм, а по толщине стенки ±10 % толщины.
В некоторых спецификациях оговаривается допустимая овальность труб, определяемая как разность максимального и минимального диаметров трубы в данном сечении. Конкретное значение допустимой овальности зависит от диаметра и толщины стенки и устанавливается соглашением заказчика и поставщика труб. Обычно овальность не превышает 0,08-0,10 мм и обеспечивается технологией изготовления.
Прямолинейность труб характеризуется стрелой прогиба, которую контролируют с помощью индикатора часового типа. По общепринятым нормам стрела прогиба не должна превышать 1 мм на длине 1000 мм.
Большинство параметров труб контролируют методами неразрушающего контроля с использованием в основном высокопроизводительных автоматизированных установок с записью на ленту результатов контроля. Однако целый ряд важных параметров контролируют с использованием метода разрушающего контроля, который часто носит выборочный характер, по несколько образцов от каждой партии.
Обязательным является контроль механических свойств. Методы и температура испытаний, определяемые свойства и допустимые значения их в разных спецификациях различны, что определяется выставленными требованиями в соответствии с конструктивными особенностями твэлов и условиями их эксплуатации.
Механические испытания кольцевых образцов дают представления об анизотропии свойств каналов, необходимые для расчета устойчивости каналов против сплющивания при эксплуатации твэлов. Отдельными спецификациями на канальные трубы предусмотрены испытания труб до разрушения внутренним давлением при соотношении напряжений в тангенциальном и осевом направлениях 2:1, что близко к реальным условиям эксплуатации каналов. Эти испытания позволяют определить удлинение и прочность труб в тангенциальном направлении, а также дополнительно оценить качества канала и точность соблюдения режимов и параметров техпроцессов изготовления труб.
Для подтверждения отсутствия загрязнения в процессе изготовления производится контроль готовых труб на содержание азота, водорода и углерода. Коррозионная стойкость труб при контрольных испытаниях в паре при температуре 400 °С характеризуется образованием на поверхности сплошной темной оксидной пленки. При этом максимальное увеличение массы образцов не должно превышать 22 мг/дм2 для сплавов циркалой и с 1 % Nb и 35 мг/дм2 — для сплава с 2,5 % Nb при 72-часовом испытании. При неудовлетворительных результатах допускаются более длительные испытания с соответствуюидам требованием по увеличению массы образцов.
Микроструктуру труб контролируют с целью определения величины зерна, которая обычно в канальных циркониевых трубах не превышает 10 мкм.
Рядом спецификаций и технических условий на трубы предусмотрены требования по коэффициенту ориентации гидридов Fn. Эта характеристика определяет стабильность процесса и текстуры труб. Численное значение Fn контролируется отношением общей длины радиально ориентированных по отношению к стенке гидридов и общей длины всех гидридов, наблюдаемых в поперечном сечении трубы, наводороженной до 0,01-0,02 %. К радиально ориентированным относятся гидриды, находящиеся внутри угла, образованного нормалью к поверхности трубы и линией под углом 45° к этой нормали, когда рассматривается поперечное сечение трубы. Регламентированное значение коэффициента Fn разными спецификациями ограничивается пределами 0,2-0,35.
Иногда предусматривают контроль деформационной способности канальных труб испытанием образцов внутренним давлением при температуре 400 °С и давлении 150 МПа в течение около 200 ч. Этот вид испытания наряду с определением сопротивления деформации труб по диаметру, как и гидрирование, позволяет оценить стабильность процесса изготовления труб.
Перечисленный выше большой перечень контролируемых параметров все же не гарантирует в полной мере надежность и работоспособность каналов. Поэтому проводят дополнительные испытания, в частности, на ползучесть, длительную прочность, усталость и др.
Следует, однако, еще раз подчеркнуть, что наиболее надежным путем получения твэльных труб высокого и стабильного качества является оптимизация и стабилизация технологического процесса производства труб с учетом опыта их эксплуатации в различных реакторах.
ЗАКЛЮЧЕНИЕ
В ходе производственной практики приобретены навыки, необходимые для работы на предприятии, рассмотрены все варианты технологических схем получения труб из циркония, изучено оборудование цеха, его характеристики и основы работы. Закреплены и использованы теоретические знания, полученные в ходе обучения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Технологическая документация цеха №80.
2. Официальный сайт ОАО ЧМЗ http://www.chmz.net
ВВЕДЕНИЕ
Целью производственной практики является изучение в производственных условиях технологии и оборудования процессов обработки металлов давлением, а также экономики производства с учетом специализации.
Задачи производственной практики:
- закрепление теоретических знаний по дисциплинам «Технология процессов ОМД», «Оборудование цехов ОМД», «Организация производства и экономика предприятий»;
- изучение общего технологического цикла производства продукции на предприятии;
- приобретение производственных и организационных навыков по реализации и контролю технологических процессов обработки металлов давлением, по эксплуатации и ремонту оборудования цехов ОМД;
- изучение форм и методов управления производством;
- сбор материалов для выполнения курсовых проектов по технологии процессов ОМД;
- приобретение навыков практической работы в производственных условиях.
История цеха № 80
Цех №80 основан 2 июля 1969 года.
Основным профилем деятельности цеха является производство конструкционных материалов для атомных станций и проката для химической промышленности и химического машиностроения.
С первых дней образования цеха приоритетным направлением было выбрано качество выпускаемой продукции. С этой целью все технологическое оборудование проектировалось и подбиралось как комплекс взаимосвязанных технологических переделов, обеспечивающих получение качественной продукции. В цехе одними из первых в стране установлены уникальный пресс усилием 6000 т.с., стан холодной прокатки ХПТ-250.
Особенно важным моментом в становлении цеха был пуск вакуумных печей для труб большого диаметра. Эта технологическая линия и на сегодняшний день вызывает восторг и уважение. Освоение новых технологий, оборудования и многообразия выпускаемых номенклатур потребовало привлечения специалистов высокого класса, имеющих многолетний опыт и квалификацию. Для решения поставленных перед цехом задач были приглашены рабочие и инженерно-технические работники Первоуральского новотрубного завода, являвшегося флагманом трубопрокатного производства страны.
В сентябре 1971 года были отработаны технологические схемы изготовления из сплавов циркония труб большого и малого диаметра.
В 1973 году был установлен универсальный прокатный стан "Дуо-Кварто" чешской фирмы “Skoda". Применение данного стана позволяло на одном виде оборудования производить как горячую, так и холодную прокатку. В этом же году была отработана технология изготовления холоднокатаных листов. Одновременно с листопрокатным производством развивалось производство прутков повышенной точности, проволоки и профильных изделий.
С 1972 года цех начинает выполнять поставленные перед ним производственные задачи и планомерно наращивать объемы выпускаемой продукции. Применение принципа неразрывности высокого качества выпускаемой продукции и планомерного.возрастания объемов производства потребовало разработки, и внедрения высокоэффективных методов контроля, которые были успешно разработаны и внедрены. Процесс внедрения методов не разрушающегося контроля постоянно совершенствуется и в настоящее время представляет комплекс приборов и оборудования для контроля труб и прутков различного диаметра.
Развитие прокатного производства в цехе всегда характеризовалось значительным объемом научно* исследовательских, конструкторских и опытных работ по созданию новых технологических процессов, новых видов проката. Огромную помощь и участие в данном вопросе оказывали и оказывают научные институты Москвы, Санкт-Петербурга, Екатеринбурга, Нижнего Новгорода, Перми, Ижевска.
В 1984-1985 годах в цехе было значительное обновление оборудования, реконструкция стана "Дуо- Кварто" и пресса усилием 1000 т.с.
За создание и освоение технологии циркониевого производства работники цеха Можаев В.Т., Дедов О.А. и Фоминых Ю.И. были удостоены звания лауреатов государственной премии в области науки и техники.
Сочетание уникального оборудования, квалифицированных специалистов и высокого уровня культуры производства позволяет в настоящее время выпускать продукцию, соответствующую мировым стандартам.
Дислокация цеха: корпус 715, 722, 728
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КАНАЛЬНЫХ ТРУБ ЭНЕРГЕТИЧЕСКИХ РЕАКТОРОВ
Выбор технологического процесса изготовления канальных труб, включающего выплавку металла, получение трубной заготовки, получение полой гильзы и передел холодной деформации определяются высокими техническими требованиями, которые предъявляются к конструкционному материалу и к каналам.
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!