

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Топ:
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Сочетанием полей допусков валов и отверстий может быть получено большое число посадок. Различают посадки в системе отверстия и в системе вала (см. рис. 4.9.).
|
|
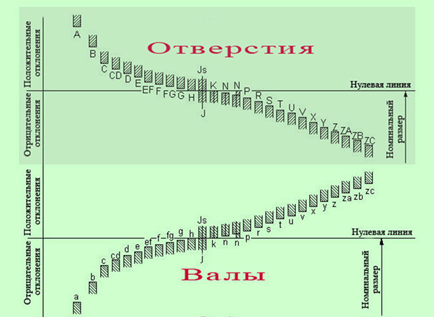
Рис. 4.9. Системы посадок
Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получают соединением различных по размеру валов с одним основным отверстием (рис. 4.9,а), поле допуска которого (для данного квалитета и интервала размеров) постоянно для всей совокупности посадок. Поле допуска основного отверстия расположено неизменно относительно нулевой линии так, что его нижнее отклонение ЕІ = 0 (оно является основным отклонением Н), а верхнее отклонение ЕЅ со знаком + “плюс” численно равно допуску основного отверстия. Поля допусков валов в посадках с зазором расположены ниже нулевой линии (под полем допуска основного отверстия), а в посадках с натягом — выше поля допуска основного отверстия (рис. 4.9,б). В переходных посадках поля допусков валов частично или полностью перекрывают поле допуска основного отверстия.
Посадки в системе вала - посадки, в которых различные зазоры и натяги получают соединением различных по размеру отверстий с одним основным валом (рис. 4.9,б), поле допуска которого (для данного квалитета и интервала размеров) постоянно для всей совокупности посадок. Поле допуска основного вала расположено неизменно относительно нулевой линии так, что его верхнее отклонение еѕ = 0, а нижнее отклонение еі со знаком - “минус” численно равно допуску основного вала. Поля допусков отверстий в посадках с зазором расположены выше поля допуска основного вала, а в посадках с натягом — ниже поля допуска основного вала.
Система отверстия характеризуется более простой технологией изготовления изделий по сравнению с системой вала, а поэтому она получила преимущественное применение. По системе вала соединяют подшипники качения с отверстиями втулок или корпусов изделий, а также поршневой палец с поршнем и шатуном и т. п.
|
|
В отдельных случаях для получения соединений с очень большими зазорами используют комбинированные посадки - посадки, образованные полями допусков отверстий из системы вала и полями допусков валов из системы отверстия.
Для номинальных размеров менее 1 и св. 3150 мм, а также для 9—12-го квалитетов при номинальных размерах 1—3150 мм посадки образуются сочетанием полей допусков отверстий и валов одинакового квалитета точности, например, Н6/р6; Н7/е7; Е8/h8; Н9/е9 и В11/h1. В 6-м и 7-м квалитетах при номинальных размерах 1—3150 мм по технологическим соображениям поле допуска отверстия рекомендуется выбирать на один квалитет грубее, чем поле допуска вала, например, Н7/k6; Е8/h7.
Кроме посадок, указанных в таблицах, в технически обоснованных случаях допускаются к применению и другие посадки, образованные из полей допусков ЕСДП. Посадка должна относиться к системе отверстия или системе вала, а при неодинаковых допусках отверстия и вала больший допуск должно иметь отверстие. Допуски отверстия и вала могут различаться не более чем на два квалитета.
Выбор и назначение допусков и посадок осуществляют на основе расчетов необходимых зазоров или натягов с учетом опыта эксплуатации подобных соединений.
Система ИСО содержит 27 обозначений полей допусков для отверстия, столько же — для валов. Путем сочетания разноименных полей допусков можно получить свыше 700 различных посадок, в которых отверстие и вал будут обозначаться не только одинаковыми, но и разными буквами. Однако одновременное применение всех возможных полей допусков неэкономично, так как это затруднило бы унификацию изделий, размерных инструментов и калибров. Для практического применения рекомендуется ограниченное число предпочтительных посадок (27 посадок в интервалах размеров от 1 до 500 мм).
|
|
Ниже в табл. 4.1 приводится обозначение полей допусков по группам. Сопоставляя каждую пару одинаковых по значению букв и читая эти ряды слева направо, можно получить 11 посадок с последовательно уменьшающимися зазорами до нулевого, далее 4 переходные посадки и 12 посадок с увеличивающимся натягом. Указанные поля допусков определенным образом сгруппированы по квалитетам.
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа — номера квалитета, например: поля допусков валов h6; d10; s7; поля допусков отверстий Н6, D10, S7.
Табл. 1
Группы полей допусков

Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала, например: H8/f7; H8—f7.
Все поля допусков для отверстий и валов обозначаются буквами латинского алфавита: для отверстий (I) — прописными (А, В, С, В и т. д.) и для валов (II) — строчными (а, b, с, d и т. д.). Ряд полей допусков обозначаются двумя буквами, а буквы О, W, Q и L не используются.
Разберем теперь сущность некоторых понятий. Допустим, что для какой-нибудь детали задан основной расчетный размер 25 мм. Это номинальный размер. В результате неточностей обработки действительный размер детали может оказаться больше или меньше номинального. Однако действительный размер должен колебаться только в известных пределах. Пусть, например, наибольший предельный размер равен 25,028 мм, а наименьший предельный размер — 24,728 мм. Значит, допуск размера, характеризующий требуемую точность обработки детали, равен 25,028 — 24,728 = 0,300 мм.
Как уже указывалось, на чертежах обозначают не предельные размеры, а номинальный размер и допускаемые отклонения — верхнее и нижнее. Для рассматриваемой детали верхнее предельное отклонение будет равно: 25,028 — 25 = 0,028 мм; нижнее предельное отклонение: 24,728 — 25 = 0,272 мм. Размер детали, проставляемый на чертеже, —  Верхнее предельное отклонение размера пишется над нижним. Значения отклонений записываются более мелким шрифтом, чем номинальный размер. Знаки «плюс» и «минус» показывают, какое действие нужно произвести, чтобы подсчитать наибольший и наименьший предельные размеры. Если нижнее и верхнее предельные отклонения равны, то их записывают так:
Верхнее предельное отклонение размера пишется над нижним. Значения отклонений записываются более мелким шрифтом, чем номинальный размер. Знаки «плюс» и «минус» показывают, какое действие нужно произвести, чтобы подсчитать наибольший и наименьший предельные размеры. Если нижнее и верхнее предельные отклонения равны, то их записывают так:  . В этом случае размер шрифта у номинального размера и у равных абсолютных величин отклонений одинаковый. Если одно из отклонений равно нулю, то его совсем не указывают. В этом случае плюсовое отклонение наносят на место верхнего, а минусовое — на место нижнего предельного отклонения
. В этом случае размер шрифта у номинального размера и у равных абсолютных величин отклонений одинаковый. Если одно из отклонений равно нулю, то его совсем не указывают. В этом случае плюсовое отклонение наносят на место верхнего, а минусовое — на место нижнего предельного отклонения
|
|
|
|
|

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!