Сварка.
Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их локальном нагреве или пластическом деформировании.
Сварное соединение, характеризуется непрерывной структурной связью и монолитностью строения, достигаемое за счет образования атомно-молекулярных связей между элементарными частицами сопрягаемых деталей. Для того чтобы произошла сварка, нужно сблизить соединяемые элементы на расстояние порядка величины атомного радиуса (0,00000001 см) или разрушить атомное строение.
При сварке плавлением под сварным соединением понимают участок, включающий собственно шов-1, металл зоны термического влияния-2 и основной металл-3. Шов является литым сплавом основного или за счет расплавления основного и дополнительного металла, а зона термического влияния представляет участок основного металла с изменёнными в результате сварки свойствами и нетронутый основной металл. рисунок 1.
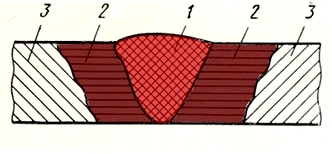
Рис. 1Сварное соединение.
При сварке плавлением металл в зоне сварки доводится до жидкого состояния. Локальное расплавление основного металла осуществляется по кромкам соединяемых элементов. Рисунок 2
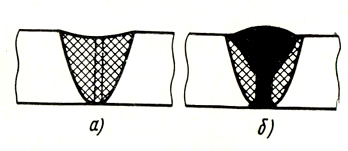
Рисунок. 2 Стыковое сварное соединение а) с расплавлением основного металла б) с расплавлением дополнительного металла.
В практике преимущественное применение находит второй вариант. Металл расплавляют, путем ввода внешней энергии, и затем происходит сближение атомов металла сварочной ванны и основного металла до расстояния, при котором возникают атомно - молекулярные связи
По мере удаления источника нагрева жидкий металл остывает и происходит его затвердение – кристаллизация, представляющие собой элементарные кристаллические ячейки. В дальнейшем увеличивается количество центров кристаллизации при одновременном росте ранее образовавшихся кристаллов, однако температура при этом меняться не будет. Это объясняется тем что, при образовании центров кристаллизации и росте зерна выделяется энергия, которая компенсирует отвод тепла из системы в окружающую среду. После затвердевания металла наблюдается плавное понижение температуры до окружающей среды. Металлы, которые надо сварить их предварительно нагревают, как мы уже поняли. Для этого имеется очень много способов. От примитивного, с помощью трения, более технологически прогрессивным концентрированным источником.
Лазерный луч.
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру.
Температура - физическая величина, характеризующая среднюю кинетическую энергию частиц макроскопической системы, находящейся в состоянии термодинамического равновесия.
Устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля - лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется ее высокой концентрацией и возможностью передачи на значительное расстояние".
Квантовые генераторы оптического диапазона позволяют получать интенсивные и остронаправленные пучки света и концентрировать энергию на очень малые площадки, равные тысячным долям миллиметра. Созданное на этом принципе технологическое оборудование позволяет обрабатывать различные материалы, производить сварку и т. п.
Для более детального изучения, нужно разобраться в процессах поглощения и излучения атомами фотона света. Атом может находиться в различных энергетических состояниях с энергиями E 1, E 2. В теории Бора эти состояния довольно таки стабильны. На самом деле стабильным состоянием, в котором атом в отсутствие внешних возмущений может находиться очень долго, является только состояние с наименьшей энергией. Это состояние называют основным. Все другие состояния нестабильны. В возбужденном состоянии, атом может пребывать лишь очень короткое время, порядка 10–8 с, после этого он самопроизвольно переходит на нижний уровень, испуская квант света, частоту которого можно определить по второму постулату Бора. Излучение, испускаемое при самопроизвольном переходе атома из одного состояния в другое, называют спонтанным. На некоторых энергетических уровнях атом может пребывать значительно большее время, порядка 10–3 с. Такие уровни называются метастабильными.
Переход атома в более высокое энергетическое состояние может происходить при резонансном поглощении фотона, энергия которого равна разности энергий атома в конечном и начальном состояниях.
Переходы между энергетическими уровнями атома не обязательно связаны с поглощением или испусканием фотонов. Атом может приобрести или отдать часть своей энергии и перейти в другое квантовое состояние в результате взаимодействия с другими атомами или столкновений с электронами. Такие переходы называются безызлучательными.
В 1916 году А. Эйнштейн предсказал, что переход электрона в атоме с верхнего энергетического уровня на нижний может происходить под влиянием внешнего электромагнитного поля, частота которого равна собственной частоте перехода. Возникающее при этом излучение называют вынужденным
или индуцированным. Вынужденное излучение обладает удивительным свойством. Оно резко отличается от спонтанного излучения. В результате взаимодействия возбужденного атома с фотоном атом испускает еще один фотон той же самой частоты, распространяющийся в том же направлении. На языке волновой теории это означает, что атом излучает электромагнитную волну, у которой частота, фаза, поляризация и направление распространения точно такие же, как и у первоначальной волны. В результате вынужденного испускания фотонов амплитуда волны, распространяющейся в среде, возрастает. С точки зрения квантовой теории, в результате взаимодействия возбужденного атома с фотоном, частота которого равна частоте перехода, появляются два совершенно одинаковых фотона-близнеца.
Именно индуцированное излучение является физической основой работы лазеров.
На рисунке 3 схематически представлены возможные механизмы переходов между двумя энергетическими состояниями атома с поглощением или испусканием кванта света.
|
| Рисунок 3. Условное изображение процессов (a) поглощения, (b) спонтанного испускания и (c) индуцированного испускания кванта
|
Рассмотрим слой прозрачного вещества, атомы которого могут находиться в состояниях с энергиями E 1 и Е2, где E 2 > E 1. Пусть в этом слое распространяется излучение резонансной частоты перехода ν = Δ E / h. Согласно распределению Больцмана, при термодинамическом равновесии большее количество атомов вещества будет находиться в нижнем энергетическом состоянии. Некоторая часть атомов будет находиться и в верхнем энергетическом состоянии, получая необходимую энергию при столкновениях с другими атомами. Обозначим населенности нижнего и верхнего уровней соответственно через n 1 и n 2 < n 1. При распространении резонансного излучения в такой среде будут происходить все три процесса, изображенные на рисунке 3. Эйнштейн показал, что процесс (a) поглощения фотона невозбужденным атомом и процесс (c) индуцированного испускания кванта возбужденным атомом имеют одинаковые вероятности. Так как n 2 < n 1 поглощение фотонов будет происходить чаще, чем индуцированное испускание. В результате прошедшее через слой вещества излучение будет ослабляться. Излучение, возникающее в результате спонтанных переходов, некогерентное, распространяется во всевозможных направлениях и не дает вклада в проходящую волну.
Чтобы проходящая через слой вещества волна усиливалась, нужно искусственно создать условия, при которых n 2 > n 1, т. е. создать инверснуюнаселенностьуровней. Такая среда является термодинамически неравновесной. Идея использования неравновесных сред для получения оптического усиления впервые была высказана В. А. Фабрикантом в 1940 году.
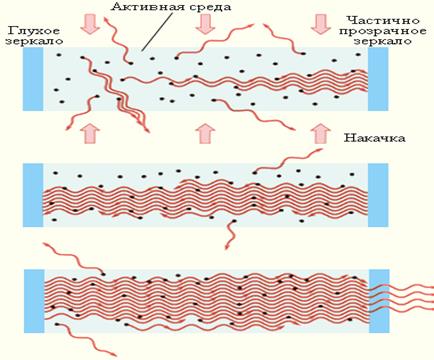
Среда, в которой создана инверсная населенность уровней, называется активной. Она может служить резонансным усилителем светового сигнала. Для того чтобы возникала генерация света, необходимо использовать обратнуюсвязь. Для этого активную среду нужно расположить между двумя высококачественными зеркалами, отражающими свет строго назад так, чтобы он многократно прошел через активную среду, вызывая лавинообразный процесс индуцированной эмиссии когерентных фотонов. При этом в среде должна поддерживаться инверсная населенность уровней. Этот процесс в лазерной физике принято называть накачкой рисунок 4.

Рисунок 4 Схема лазерной установки.
Начало лавинообразному процессу в такой системе при определенных условиях может положить случайный спонтанный акт, при котором возникает излучение, направленное вдоль оси системы. Через некоторое время в такой системе возникает стационарный режим генерации. Это и есть лазер. Лазерное излучение выводится наружу через одно из зеркал, обладающее частичной прозрачностью. На рисунке 5 схематически представлено развитие лавинообразного процесса в лазере.
|
| Рисунок 5 Развитие лавинообразного процесса генерации в лазере.
|
Существуют различные способы получения среды с инверсной населенностью уровней. В рубиновом лазере используется оптическая накачка, атомы возбуждаются за счет поглощения света. Но для этого недостаточно только двух уровней. Каким бы мощным не был свет лампы–накачки, число возбужденных атомов не будет больше числа невозбужденных. В рубиновом лазере накачка производится через выше расположенный третий уровень рисунок 6.
|
| Рисунок 6 Трехуровневая схема оптической накачки. Указаны «времена жизни» уровней E 2 и E 3. Уровень E 2 – метастабильный. Переход между уровнями E 3 и E 2безызлучательный. Лазерный переход осуществляется между уровнями E 2 и E 1. В кристалле рубина уровни E 1, E 2 и E 3принадлежат примесным атомам хрома.
|
После вспышки мощной лампы, расположенной рядом с рубиновым стержнем, многие атомы хрома, входящего в виде примеси в кристалл рубина, переходят в состояние с энергией E 3, а через промежуток τ ≈ 10–8 с они переходят в состояние с энергией E 2. Перенаселенность возбужденного уровня E 2 по сравнению с невозбужденным уровнем E 1 возникает из-за относительно большого времени жизни уровня E 2.
Лазер на рубине работает в импульсном режиме на длине волны 694 нм (темно-вишневый свет), мощность излучения может достигать 106–109 Вт в импульсе. Исторически это был первый действующий лазер, построенный американским физиком Т. Майманом в 1960 г.
Пайка
Образование соединения с межатомными связями в результате нагрева соединяемых металлов называется пайкой (ниже температуры их плавления), смачивания их расплавленным припоем, затекания припоя в зазор и последующей его кристаллизации.

Рисунок. Пайка кузова автомобиля медным припоем.
Образование непрерывной межатомной связи при пайке происходит в процессе смачивания припоем поверхности соединяемых деталей. Смачивание и связь твердого тела с жидкостью обусловлены электростатическими силами Ван-дер-Ваальса и силами химического взаимодействия.
Адгезию и когезию между твердым и жидким веществами обычно принято называть смачиванием. Различают три типа смачивания: 1) физическое (или обратимое); 2) хемоадсорбционное; 3) химическое смачивание, при котором имеет место растворение одного вещества в другом, взаимное растворение или химическая реакция. Для осуществления химического смачивания при пайке необходим нагрев деталей и припоя, а также активация в специальных средах при обработке поверхности флюсом.
Поверхность деталей, полученных после заготовительных операций, особенно после операций, связанных с формообразованием, имеет на себе следы различных загрязнений: масло, краски, окалина, окисные пленки. Подобные загрязнения поверхности соединяемых деталей влекут за собой загрязнение и снижение качества металла шва, неудовлетворительное формирование шва при сварке плавлением, снижение устойчивости процесса и появление прожогов и выплесков при контактной сварке, плохое растекание припоев и различные дефекты соединений при пайке.
Поэтому для получения качественного сварного или паяного соединения необходимо провести перед сваркой или пайкой специальную подготовку поверхности деталей, входящих в узлы, или мест соединений. Особенно это существенно при таких способах соединения, при которых исключена возможность проведения интенсивной металлургической обработки металла ванны, т. е. при точечной и роликовой сварке, сварка плавлением в защитных газах, без флюсовой пайке и т. п. Такая подготовка в основном заключается в очистке детали от загрязнений, удалении окалины и поверхностных окисных пленок. Паяемые поверхности должны быть очищены от загрязнений и окислов. Детали очищают от жиров и масел путем их подогрева в различных щелочных растворах. Под действием щелочей жиры переходят в раствор. Оставшиеся жировые пленки могут быть удалены бензином, четыреххлористым углеродом и т. д. Образовавшуюся в процессе термообработки на поверхностях детали окалину, удаляют травлением или путем обдувки поверхности дробью.
Травление проводят в растворе серной или соляной кислоты с последующим погружением в щелочь и промывкой. Травление не только удаляет окисные пленки, но и способствует созданию микрорельефа поверхности, который благоприятен в отношении процесса пайки.
Перед пайкой для улучшения смачиваемости поверхностей и растекаемости припоя на них наносят тонкие металлические слои. Слои можно наносить гальваническим методом. При этом они защищают поверхность от внешних воздействий. После растекания по ним припоя слои становятся ненужными. В процессе пайки они могут растворяться и удаляться. Если необходимо сохранить покрытие в течение всего процесса пайки, например при соединении титановых деталей, то это следует учитывать при выборе припоя, флюса и при разработке всех технологических операций.
Я бы советовал повесить прибор для контроля качества. Качество сварного шва напрямую влияет на надежность всего элемента, особенно это важно для деталей испытывающих повышенные или несущие нагрузки. Поэтому, для контроля качества, после основных работ проводится проверка с целью выявить дефекты.
Ультразвуковой метод контроля. Ультразвуковая дефектоскопия дает возможность зафиксировать отклонения, образующиеся при отражении волн от границ сред с различными свойствами. Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу изъяна достаточно просто. Ультразвуковой дефектоскоп считают наиболее удобным для использования. Это обусловлено возможностью определить изъян, как на поверхности, так и в глубине металла. Также, метод не имеет таких строгих ограничений, как магнитный. Есть ряд металлов с крупным зерном, например чугун, которые не поддаются ультразвуковому исследованию, но для всех других сплавов можно без труда вести контроль качества сварочных работ. Есть еще один недостаток – сложность расшифровки полученных данных. Увы, дефектоскопы дают пользователю очень специфические данные, которые следует расшифровать. Без предварительной подготовки сделать это практически невозможно, поэтому для работ нужен обученный специалист.
Лазерная сварка.
Одним из самых распространенных в настоящее время является газовый лазер на смеси гелия и неона. Общее давление в смеси составляет порядка 102 Па при соотношении компонент He и Ne примерно 10: 1. Активным газом, на котором в непрерывном режиме возникает генерация на длине волны 632,8 нм (ярко-красный свет), является неон. Гелий – буферный газ, он участвует в механизме создания инверсной населенности одного из верхних уровней неона. Излучение He–Ne лазера обладает исключительной, непревзойденной монохроматичностью. Расчеты показывают, что спектральная ширина линии генерации He–Ne лазера составляет примерно Δν ≈ 5·10–4 Гц. Это фантастически малая величина. Время когерентности такого излучения оказывается порядка τ ≈ 1 / Δν ≈ 2·103 с, а длина когерентности c τ ≈ 6·1011 м, т. е. больше диаметра земной орбиты!
На практике многие технические причины мешают реализовать столь узкую спектральную линию He–Ne лазера. Путем тщательной стабилизации всех параметров лазерной установки удается достичь относительной ширины Δν / ν порядка 10–14–10–15, что примерно на 3–4 порядка хуже теоретического предела. Но и реально достигнутая монохроматичность излучения He–Ne лазера делает этот прибор совершенно незаменимым при решении многих научных и технических задач. Первый гелий-неоновый лазер был создан в 1961 году. На рисунке 7 представлена упрощенная схема уровней гелия и неона и механизм создания инверсной населенности лазерного перехода.

|
| Рисунок 7 Механизм накачки He–Ne лазера. Прямыми стрелками изображены спонтанные переходы в атомах неона.
|
Накачка лазерного перехода E 4 → E 3 в неоне осуществляется следующим образом. В высоковольтном электрическом разряде вследствие соударений с электронами значительная часть атомов гелия переходит в верхнее метастабильное состояния E 2. Возбужденные атомы гелия неупруго сталкиваются с атомами неона, находящимися в основном состоянии, и передают им свою энергию. Уровень E 4 неона расположен на 0,05 эВ выше метастабильного уровня E 2 гелия. Недостаток энергии компенсируется за счет кинетической энергии соударяющихся атомов. На уровне E 4 неона возникает инверсная населенность по отношению к уровню E 3, который сильно обедняется за счет спонтанных переходов на ниже расположенные уровни. При достаточно высоком уровне накачки в смеси гелия и неона начинается лавинообразный процесс размножения идентичных когерентных фотонов. Если смесь газов помещена между высокоотражающими зеркалами, то возникает лазерная генерация. На рисунке 8 изображена схема гелий-неонового лазера.
Современные высокостабильные гелий-неоновые лазеры производятся в моноблочном исполнении. Для этого используется стеклообразное вещество – ситалл, обладающий практически нулевым температурным коэффициентом расширения. В куске ситалла в форме прямоугольного параллелепипеда просверливается канал, к торцам которого на оптическом контакте приклеиваются лазерные зеркала. Ге́лий-нео́новый ла́зер.— лазер, активной средой которого является смесь гелия и неона. Гелий-неоновые лазеры часто используются в лабораторных опытах и оптике. Имеет рабочую длину волны 632,8 нм, расположенную в красной части видимого спектра.

Рисунок 8 Гелий-неоновый лазер.
Рабочим телом гелий-неонового лазера служит смесь гелия и неона в пропорции 5:1, находящаяся в стеклянной колбе под низким давлением (обычно около 300 Па). Энергия накачки подаётся от двух электрических разрядников с напряжением около 1000 вольт, расположенных в торцах колбы. Резонатор такого лазера обычно состоит из двух зеркал — полностью непрозрачного с одной стороны колбы и второго, пропускающего через себя около 1 % падающего излучения на выходной стороне устройства. Гелий-неоновые лазеры компактны, типичный размер резонатора — от 15 см до 0,5 м, их выходная мощность варьируется от 1 до 20 мВт.
В газовых лазерах в качестве активного тела применяется так же смесь газов, обычно углекислого газа, азота и гелия. В лазерах с продольной прокачкой газа смесь газов, поступающих из баллонов, прокачивается с помощью насоса через газоразрядную трубку. Электрический разряд между электродами, подключенными к источнику питания, используется для энергетического возбуждения газа. По торцам трубки размещены отражающее и полупрозрачное зеркала.
Более компактными и мощными являются лазеры с поперечной прокачкой газа. Их общая мощность может достигать 20 кВт и выше рисунок 9.

Рисунок 9. Схемы лазеров с продольной и поперечной прокачкой газа
Весьма эффективны щелевые CO2-лазеры. Они имеют еще меньшие габариты, а мощность их излучения обычно составляет 600–8000 Вт. Режим излучения – от непрерывного до частотно-импульсного.
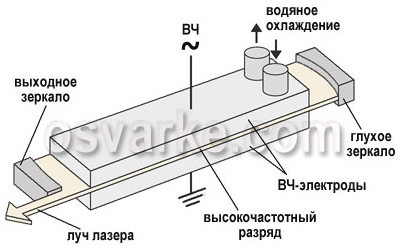
Рисунок. Схема щелевого лазера.
В щелевом лазере применяется поперечная высокочастотная накачка активной среды (с частотой от десятков МГц до нескольких ГГц). Благодаря такой накачке увеличивается устойчивость и однородность горения разряда. Щель между электродами составляет 1–5 мм, что способствует эффективному
отводу тепла от активной среды.
Наиболее мощные лазеры – газодинамические (100–150 кВт и выше). Газ, нагретый до температуры 1000–3000 К, протекает со сверхзвуковой скоростью через сопло Лаваля (суженный посередине канал), в результате чего он адиабатически расширяется и охлаждается в зоне оптического резонатора. При охлаждении возбужденных молекул углекислого газа происходит испускание когерентного излучения. Накачка лазера может осуществляться вспомогательным лазером или другим мощным источником энергии.
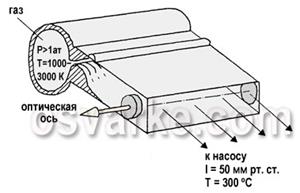
Рисунок. Схема газодинамического лазера
Длина волны излучения углекислотных лазеров составляет 9,4 или 10,6 мкм.
Твердотельные лазеры плохо обрабатывают неметаллы, поскольку ряд таких материалов полностью или частично прозрачен для излучения с длиной волны около 1 мкм, например, оргстекло. Лазерный луч более чувствителен к неровной поверхности обрабатываемого материала. Однако при раскрое алюминиевых сплавов, меди и латуни твердотельные лазеры имеют преимущество по сравнению с углекислотными, поскольку поглощение излучения поверхностью этих металлов значительно выше на длине волны твердотельного лазера.
Углекислотные лазеры более универсальны и применяются для обработки почти любых металлов и неметаллов. Кроме того, у них очень низкая расходимость луча, что дает возможность разместить источник излучения далеко от зоны обработки без потери качества луча.






