Материалы и методы исследования
Для проведения эксперимента была выбрана сталь 09Г2С, образцы имели толщину 12 мм. Сталь является конструкционной, низколегированной, имеет высокую механическую прочность. В процессе сварки сталь подвергается перегреву и не закалочной структуре, это ведет к тому, что пластические свойства сталь сохраняет.
Механические свойства и химический состав представлены в таблице 2.1 и таблице 2.2, соответственно.
Таблица 2.1 - Химический состав в % материала 09Г2С
| C
| Si
| Mn
| Ni
| S
| P
| Cr
| N
| Cu
| As
|
| до 0,12
| 0,5 – 0,8
| 1,4 – 1,6
| до 0,3
| до 0,04
| до 0,035
| до 0,3
| до 0,008
| до 0,3
| до 0,08
|
Таблица 2.2 – Механические свойства материала 09Г2С
| Сортамент
| Размер
| Напр.
| σв
| σT
| ψ5
| y
| KCU
|
| -
| мм
| -
| МПа
| МПа
| %
| %
| кДж / м2
|
| Лист, ГОСТ 5520-79
|
| | 430-490
| 265-345
|
| | 590-640
|
Химический состав и механические свойства по ГОСТ 19281-89.
Сталь марки 09Г2С имеет ряд свойств:
1. Пластичность
2. Свариваемость без ограничений
3. Прокаливаемость
4. Устойчивость к образованию трещин
5. Устойчивость к отпускной хрупкости
6. Отсутствие перегрева
7. Высокий предел выносливости (особенно после получения двухфазовой ферритно-мартенситной структуры)
Благодаря положительным свойствам, сталь применяют в химической, нефтяной, строительной, судостроительной отрасли. Устойчивость свойств материала в широком температурном диапазоне позволяет применять конструкции, детали из данной марки стали при температурах от -70 до +450 С. Также устойчивость к низким температурам позволяет применять трубы из стали 09Г2С на севере страны.
Данная марка стали широко используется в сварных конструкциях. Сварка стали 09Г2С может производиться как без подогрева, так и с подогревом до 100-200 ºС. Сталь имеет малое количество углерода, что делает сварку довольно простой, при этом сталь не закаливается и не перегревается в процессе сварки. Поэтому не происходит увеличение зернистости и не снижается пластичность металла. Также эта сталь не склонна к отпускной хрупкости, а вязкость после отпуска не снижается. Для сварки 09Г2С можно применять любые электроды, которые предназначены для сварки низколегированных и малоуглеродистых сталей.
Выбор электродов
В данной работе использовались электроды с основным покрытием марки LB 52U. Электроды данной марки позволяют качественные и долговечные швы, как при постоянном, так и переменном токе.
Ряд преимуществ электродов LB 52U:
1. Высокая плотность соединения.
2. Пониженная степень содержания водорода в металле.
3. Значительная глубина проплавления обрабатываемого металла.
4. Незначительное разбрызгивание металла.
5. Высокая пластичность сварного соединения, шва.
6. Стойкость к абразивным трещинам.
7. Отличная ударная вязкость.
8. Достаточно легко удаляется шлаковая корка.
Такой вид электродов используется в газовой и нефтяной промышленности. Высокая эластичность сварного шва позволяет электродам этой марки производить сварочные работы в различных климатических условиях на любых участках магистральных трубопроводах.
Для LB 52U характерно пониженное содержание водорода, в связи с этим улучшается качество сварочного шва. Химический состав электродов представлен в таблице 2.3.
Таблица 2.3 – Химический состав в %, электродов марки LB 52U
| Диаметр электрода,d, мм.
| C
| Si
| Mn
| P
| S
| Ni*
| Cr*
| Mo*
| V*
|
| 2,6
| 0,06
| 0,52
| 1,00
| 0,011
| 0,005
| 0,01
| 0,03
| 0,01
| следы
|
| 3,2
| 0,06
| 0,51
| 1,02
| 0,011
| 0,006
| 0,01
| 0,02
| 0,01
| следы
|
| 4,0
| 0,06
| 0,49
| 1,02
| 0,013
| 0,004
| 0,01
| 0,03
| 0,01
| следы
|
Электроды LB 52U применяются в случаях, когда необходимо повысить прочность обратной стороны сварочного шва. Электрод данного типа является незаменимым, когда сварка швов возможна только с одной стороны.
Выбор оборудования
При проведении экспериментальных исследований постоянным током обратной полярности применяли выпрямитель сварочный многопостовой ВКСМ – 1000. Для сварки постоянным модулированным током в сварочную цепь совместно с выпрямителем подключали модулятор, структурная схема установки представлена на рисунке 2.2.

Рисунок 2.2 – Структурная схема для сварки постоянным модулированным током обратной полярности
В ее состав входит: выпрямитель сварочный многопостовой ВКСМ-1000 и 2 единицы токоограничительного резистора.
Регулируемыми параметрами являются: ток импульса; ток паузы; длительность импульса тока 𝜏имп; длительность паузы тока 𝜏пауз; длительность дополнительного импульса тока 𝜏доп.имп; длительность дополнительной паузы тока 𝜏доп.пауз.
2.4 Методика подготовки шлифов
Изготовление шлифов для исследования микротвёрдости состоит из нескольких этапов.
Окончательная поверхность шлифа должна быть плоской и блестящей (зеркальной), без видимых дефектов (царапин, задиров). По неправильно выполненному шлифу будет невозможно судить о реальной структуре металла, она будет искажена. По этой причине приготовление шлифов разделяется на этапы, которые выполняются в чёткой последовательности и никак иначе [11].
Первый этап. Отрезка и заторцовка шлифа. Отрезка образца производилась на отрезном станке MECATOME T260 (рис. 2.3). Тиски станка позволяют закреплять образцы в горизонтальном и вертикальном положениях. Станок имеет две скорости резки: 3200 и 3800 об/мин.

Рисунок 2.3 – Отрезной станок Mecatome T260
Далее исследуемую поверхность образца заторцовывали на плоскость на наждачном круге. Отрезку и заторцовку образца обязательно необходимо вести с охлаждением водой, иначе он нагреется, что приведёт к искажению структуры металла.
Второй этап. Шлифование образца. После заторцовки производим шлифование образца на плотной бумаге с применением алмазных паст (ГОСТ 25593) разных номеров (зернистость красной пасты 60/40, голубой пасты 28/20 и зеленой пасты 10/7).
Шлифование выполняется вручную следующим образом. Начинаем шлифование на пасте с более крупными абразивными частицами и заканчиваем пастой с более мелкими частицами. Прижимаем образец заторцованной поверхностью к бумаге с пастой, водим в одном направлении пока все риски не будут соответствовать направлению шлифования. Затем шлифуем на пасте с более мелкими частицами абразива в перпендикулярном направлении к тем рискам, которые у нас получились на предыдущей пасте пока они не исчезнут. Если не соблюдать данную последовательность шлифования останутся риски, которые не выводятся при полировании и затрудняют дальнейший анализ микроструктуры образца. При переходе на следующий номер пасты необходимо полностью удалить остатки старой пасты предыдущего номера (промыть, вытереть тканью со спиртом и протереть сухой ветошью).
Важным в процессе изготовления шлифа является то, чтобы заторцованная и отшлифованная поверхность получилась идеально плоской, края не должны быть завалены. Для достижения такого результата при изготовлении образец зажимали в струбцину, имеющую ту же твердость, что и шлиф. После окончания шлифования образец промывали водой для удаления частиц абразивного материала, затем полировали.
Третий этап. Полирование выполнялось на плоском круге, который вращался с помощью двигателя. Круг покрыт сукном, которое в процессе полирования нужно смачивать водой с мельчайшим порошком, пастой ГОИ, для лучшего выведения царапин и ускорения процесса, но переусердствовать с пастой не нужно, так как излишки частиц могут создать новые царапины. В процессе полирования образец прижимается к кругу равномерно всей плоскостью. Во время полирования образец нужно постоянно поворачивать. Прекращается полирование после того как выведены все оставшиеся риски и поверхность образца имеет зеркальный блеск [12].
Травление шлифа
Травление выполняли следующим образом. Полностью подготовленный образец определённое время выдерживали в специальном растворе - «травитель», затем шлиф промывали сначала водой, а затем спиртом и сушили. В результате травления на поверхности микрошлифа образовывались выступы и впадины, характеризующие микроструктуру сплава. В нетравленом виде полированный шлиф под микроскопом имеет вид светлого круга.
Для анализа эвтектических карбидов использовали травитель следующего химического состава: 20 мл. HCl; 1 мг. CuCl2; 15 мл. H2O; 65 мл. C2H6O. Травление проводили при температуре 20 °С, время травления 10 с.
Микроструктуру наплавленных покрытий исследовали с помощью оптического микроскопа Olyimpus GX51 (рис. 2.4), снабженного анализатором изображений SIAMS 700.

Рисунок 2.4 – Микроскоп Olympus GX51
Измерение микротвердости
Для испытания металлов на микротвердость методом вдавливания в качестве наконечника применяются алмазные пирамиды. Наиболее распространена пирамида с квадратным основанием и углом при вершине между противолежащими гранями в 136ᵒ. На рисунке 2.5 изображен наконечник данного типа. При испытании однородного материала с помощью такого наконечника значения твердости почти не зависят от применяемой нагрузки в интервале от 1 г. до 1 кг.

Рисунок 2.5 – Стандартный пирамидальный наконечник.
Размеры полученного в в вдавливания наконечника, при нагрузки за счет деформации Поэтому отпечаток при нагрузке и отпечаток при нагрузке. при с конуса, или пирамиды, отпечаток снятия и наконечника, т.е. отпечаток [13].
Хорошо алмазные наконечников иметь ребра, не иметь грани быть тщательно в уменьшения трения алмазом и материалом [13].
Алмаз получать удовлетворяющую этим Таким обеспечивается возможное подобие при отпечатков под нагрузками.
Приборы для определения твердости микроскопических элементов структуры отличаются тем, что нагрузка под действием которой происходит вдавливание, измеряется всего лишь граммами или десятками граммов. Размеры отпечатков при этом колеблются от нескольких микронов до десятков микронов и требуют для своего замера микроскоп, составляющий существенную часть прибора. Применение малых нагрузок позволяет получать неповрежденные даже на хрупких или составляющих [13].
Процесс микротвердости с образца на стол HV-1000 2.6). при добиться плоскости на будут дорожки, по с стола. При не параллельности возникает погрешность в По измерениям наблюдать зависимость.
Модификация оснащена револьверной на могут быть одновременно один и два Цикл нагрузки запускается клавишей, в твердомера. к измерения диагоналей с микрометрической после приложения и к цикла нагрузки оператором [14].

Рисунок 2.6 – Стационарные микротвердомеры
Измерительная микроскопа производить диагоналей в мкм, измеренных в твёрдости осуществляется по которые в прибора (для HV-1000) [14].
После настраивались (F = 500 г. с алмазная действует на образца, t = 10 с. – вдавливания пирамиды, HV – проводятся по Виккирса) Следующим исследования проставление уколов. проставлялись в с 200 мкм. проводились по линии (1) как на (рисунок 2.7).

Рисунок 2.7 – Схема замера микротвердости по линии 1
Экспериментальная часть
С целью определения влияния рода тока и его модуляции на микроструктуру металла шва были проведены экспериментальные исследования. Для этого производили наплавку валиков электродами с покрытием марки LB–52U типа Э50А диаметром 3,2 мм в нижнем положении на пластину из стали 09Г2С толщиной 12 мм. Перед наплавкой, поверхность пластины зачищали до металлического блеска универсальной угловой шлифовальной машинкой УШМ–125. Питание сварочной цепи осуществляли постоянным и модулированным током обратной полярности. Список оборудования, использованного при эксперименте, приведен в разделе 2.3.Температура пластины перед наплавкой каждого из валиков составляла 25°C, чтобы избежать термического влияния на ранее наплавленный металл.
На рисунке 3.1 и 3.2 приведены осциллограммы тока в сварочной цепи для каждого из экспериментов, по которым были определены фактические параметры режимов наплавки валиков (таблица 3.1).

Рисунок 3.1 – Осциллограмма постоянного тока обратной полярности (μt =500 мс/дел; μi = 20А/дел; Iсв = 116 А)

Рисунок 3.2– Осциллограмма униполярного модулированного тока(μt = 500 мс/дел; μi = 50 А/дел; Iсв = 128 А)
Таблица 3.1 – Параметры режимов наплавки валиков
| №
| Род и форма тока
| Параметры сварочного тока
| dэл, мм
| Марка
электрода
|
|
| Постоянный обратной полярности
| Iсв=116 А
| 3,2
| LB-52U
|
|
| Постоянный модулированный
| Iсв=138 А
|
На рисунке 3.3 представлена пластина с наплавленными валиками.
Каждый полученный валик был клеймен согласно очередности наплавления и соответствующего рода тока 1 и 2.
После проведения наплавки на пластину, полученные валики подвергали визуальному осмотру, по результатам которого видимых дефектов обнаружено не было. С целью анализа влияния рода тока на свойства металла шва, исследовали его макро- и микроструктуру (рис.3.4).
Анализ микроструктуры сварных соединений показал, что применение униполярного модулированного тока способствует получению мелкозернистой структуры металла шва (рисунок 3.4, б) по сравнению со структурой, полученной в шве при сварке на постоянном токе обратной полярности (рисунок 3.4, а).

1 – униполярный модулированный ток; 2 – постоянный ток обратной полярности
Рисунок 3.3 – Пластина с наплавленными валиками

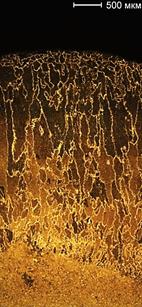
а) б)
а) постоянный ток обратной полярности; б) униполярный модулированный ток;
Рисунок 3.4 – Микроструктура металла швов
Кроме того, применение модулированного тока также оказывает влияние на строение околошовной зоны.
В частности уменьшается протяженность участка перегрева с крупным зерном, ко шву примыкает участок со структурой металла в нормализованном состоянии.
Микротвердость на шлифах определяли с помощью прибора HV-1000 при нагрузке 500 гр. с шагом по глубине 200 мкм (ГОСТ 9450-76). Было произведено по 120 замеров на каждом образце в виде дорожек. Схема замера микротвердости, использованная при эксперименте, указано в пункте 2.6. Для сопоставления данных были построены графики диаграмм микротвердости наплавленного металла при разных сварочных токах (рисунок 3.5 и 3.6). Отличия микротвердости наплавленного металла в этих образцах не большая.
 Рисунок 3.5 –Микротвердость образца на постоянном токе обратной полярности
Рисунок 3.5 –Микротвердость образца на постоянном токе обратной полярности
На рисунке 3.7 изображена гистограмма, отображающая рост зерна при сварке постоянным током и униполярным модулированным током.
Анализ гистограммы свидетельствует об уменьшении среднего размера
зерна при использовании модуляции сварочного тока.
Очевидно, что при сварке модулированным током размер зерна меньше, что благоприятно сказывается на механических свойствах сварного шва.

Рисунок 3.6 – Микротвердость образца на униполярном модулированном токе

1 – образец, сваренный постоянным током обратной полярности; 2 – образец, сваренный постоянным модулированным током
Рисунке 3.7– Анализ размера зерен образцов
На основе полученных результатов делаем вывод о целесообразности применения модулированного тока при ручной дуговой сварке в виду улучшения структуры сварного шва, уменьшения зоны термического влияния и, как следствие, повышение механических свойств сварного шва.






