Погрешности базирования
В процессе обработки заготовки возникают отклонения действительных размеров от заданных чертежом. Эти отклонения называются погрешностью обработки. Эта погрешность складывается из первичных погрешностей, которые образуются из погрешностей установки заготовки, настройки станка и самой обработки
Погрешность установки заготовки eу возникает при установке заготовки непосредственно на станке или в приспособлении и складывается из погрешностей базирования eб и погрешности закрепления eз.
Погрешность закрепления eз возникает под действием сил зажима, за счёт контактных деформаций заготовки и упругих деформаций приспособления. При работе на предварительно настроенных станках режущий инструмент, а также упоры и копиры устанавливают на размер от установочных поверхностей приспособления до приложения нагрузки, поэтому деформация установочных поверхностей приводит к погрешностям закрепления. Погрешности закрепления определяют расчетным и опытным путем для каждого конкретного способа закрепления заготовок (значения их приводят в справочных таблицах).
Погрешностью базирования eб называется разность предельных расстояний от измерительной базы заготовки до установленного на размер инструмента. Она возникает в результате установки заготовки в приспособление по технологическим базам, не совпадающим с измерительными базами и определяется для конкретного размера при данной схеме установки. Поэтому величине e б в расчетах присваивают индекс соответствующего размера.
Для приближенного определения допустимой погрешности базирования можно пользоваться формулой
 .
.
Действительная погрешность базирования должна быть всегда меньше допустимой:

Дополнительная информация (???)
1. Черновая база всегда должна использоваться для обработки установочных баз. Черновыми установочными базами могут служить поверхности, относительно которых при первой операции обрабатываются чистовые базы.
2. В качестве черновых баз у заготовок, следует принимать поверхности с наименьшими припусками. Не следует принимать за черновые базы поверхности разъема, а также неровные поверхности со следами от прибылей, литников и другими дефектами.
3. Чистовые установочные базы следует выбирать так, чтобы они совпадали с конструкторскими - принцип совмещения баз. Это исключает погрешности базирования. Чистовые базовые поверхности должны иметь наибольшую точность формы и размеров и малую шероховатость.
4. Установочные базы должны обладать наибольшей устойчивостью при базировании и обеспечивать наименьшие деформации заготовки от зажатия и воздействия силы резания.
5. При выборе чистовых баз необходимо стремиться к тому, чтобы обработку поверхностей на всех операциях (установах) осуществлять с использованием одних и тех же установочных баз. Это требование называется принципом постоянства баз.
Основные виды баз. Правила шести точек.
Виды баз
Установочная поверхность или установочная база - это поверхность детали, лишающая её трех степеней свободы. Координатную поверхность детали определяющую ее положение при помощи двух координат или опорных точек, лишающих деталь двух степеней свободы называют направляющей поверхностью.
Поверхность детали определяющая ее положение при помощи одной координаты или опорной точки лишающая деталь одной степени свободы называют опорной поверхностью.
В технологии машиностроения по характеру применения различают следующие виды баз:
- конструкторские;
- сборочные;
- измерительные;
- технологические.
Конструкторские базы - это совокупность поверхностей, линий или точек детали по отношению к которым ориентируются (по расчетам) другие детали изделия, т.е. при помощи конструкторских баз определяют положение детали в изделии по чертежу (оси симметрии, биссектрисы углов и т.п.).
Сборочная база - это совокупность поверхностей, линий или точек относительно которых, фактически ориентируются другие детали изделия.
Измерительной базой называют совокупность поверхностей, линий или точек от которых производится отсчет размеров детали или производится контроль взаимного расположения ее поверхностей.
Технологическая база - это совокупность поверхностей, линий относительно которых располагают деталь на конкретной технологической операции.
Существуют так же настроечные поверхности относительно, которых ориентируются обрабатываемые поверхности.
Правила выбора баз
1. Для деталей обрабатываемых не полностью за черновую базу принимают поверхность, которая в готовой детали остается не обработанной.
2. Для деталей обрабатываемых полностью черновой базой должна быть поверхность, имеющая наименьший припуск.
3. Черновая база никогда не используется дважды. Она нужна только для получения чистовых баз.
4. В качестве чистовых баз нужно использовать в первую очередь конструкторские базы.
5.Следует обрабатывать максимальное количество поверхностей детали, используя одни и те же базы.
6. Необходимо совмещать установочную и измерительную базы.
1. В качестве установочной и направляющей поверхности детали должны быть выбраны поверхности, имеющие наибольшие размеры.
Правило шести точек.

Задание трех координат в плоскости XOY с координатной плоскостью XOY определяет расстояние трех точек этой плоскости детали до плоскости XOY. Одновременно мы лишаем деталь трех степеней свободы (перемещения вдоль оси OZ и вращения вокруг осей OY и ОХ). Две координаты определяющие положение детали (расстояние двух точек поверхности детали XOZ относительно координатной плоскости XOZ) лишают деталь возможности перемещаться в направлении оси OY и вращаться относительно оси OZ (еще две степени свободы). Шестая координата определяет положение детали относительно координатной плоскости YOZ, тем самым лишая последней, степени свободы (рис. 1.1).
Детали соединяются путем приведения в соприкосновение их поверхностей, совмещения их осей или того и другого одновременно. Соединение деталей можно рассматривать как совмещение координатной системы поверхностей присоединяемой детали с выбранной координатной системой детали. То есть если в рассмотренной схеме выбранные координатные оси X,Y,Z рассматривать принадлежащими одной из деталей, к которой присоединяется другая, то шесть координат определявших положение детали превращаются в шесть, опорных точек.
Следовательно, для определения положения детали, рассматриваемой как абсолютно твердое тело относительно другой детали необходимо и достаточно иметь шесть опорных точек. Для размещения шести опорных точек необходимо три поверхности.
Выбор зажимных элементов.
Основное назначение зажимных устройств приспособлений – обеспечение надежного контакта заготовки с установочными элементами, предупреждение ее смещения и вибраций в процессе обработки. Введением дополнительных зажимных устройств увеличивают жесткость технологической системы, что повышает точность и производительность обработки. В данном случае зажимным устройством являются губки.
Требования, предъявляемые к зажимным устройствам:
1. Зажимные устройства должны быть надежными в работе, просты по конструкции и удобны в обслуживании.
2. Зажимные устройства не должны деформировать закрепляемые заготовки и портить их поверхности.
3. Закрепление и открепление заготовок должно быть с минимальной затратой сил и времени.
4. Зажимные устройства должны обеспечивать равномерный зажим заготовок, особенно в многоместных приспособлениях.
5. Зажимные устройства не должны сдвигать заготовку при ее закреплении и по возможности воспринимать силы резания.
Описание приспособления.
Данное приспособление относится:
1. По целевому назначению – к станочному;
2. По степени специализации – к специализированному;
3. По количеству одновременно устанавливаемых заготовок – к одноместному.
Специальные приспособления применяются в производствах, где по условиям работы станки на значительное время закрепляют за определенной операцией.
Закрепление заготовки необходимо для надежного контакта заготовки с установочными элементами приспособления, для предотвращения смещения заготовки под действием внешних сил, для увеличения жесткости технологической системы и устранения вибраций.
К столу станка приспособление крепится при помощи 2 станочных болтов, для чего предусмотрены специальные отверстия.
Установка детали производится на поверхность плиты и расположенные с ней в одной плоскости стойки. Это установочная база. Направляющей базой служит боковая поверхность детали, упирающаяся в стенку приспособления.
К установочным элементам предъявляются следующие требования:
· число и расположение установочных элементов должно обеспечивать необходимую ориентацию заготовки согласно принятой в технологическом процессе схеме базирования, а также достаточную ее устойчивость;
· при использовании черновых баз с шероховатостью до 3-го класса установочные элементы целесообразно выполнять с ограниченной опорной поверхностью в целях уменьшения влияния погрешностей этих баз на устойчивость заготовки;
· установочные элементы не должны повреждать технологические базы, что особенно важно при установке заготовок на окончательно обработанные поверхности;
· установочные элементы по возможности должны быть жестко зафиксированы. Для повышения жесткости крепления целесообразно улучшать качество сопряжения установочных элементов с корпусом приспособления, применяя шлифование, а в отдельных случаях шабрение или притирку поверхностей стыка;
· для повышения износостойкости опоры выполняют из сталей 45 или 20 (20Х) и подвергают термической обработке для получения твердости HRC 58…62. Несущие поверхности опор целесообразно шлифовать, доводя шероховатость их поверхности до 8-го класса;
Вопрос 9
Установочными элементами в приспособлениях называются детали и механизмы, обеспечивающие правильное и однообразное расположение обрабатываемых заготовок относительно инструмента. Положение детали в приспособлении определяется опорами, на которые заготовка устанавливается, а затем прижимается при ее закреплении. Опорами могут служить установочные штыри, пластины, призмы, пальцы и другие детали. Опорные призмы, особенности конструкций, область применения.
При базировании заготовок по цилиндрической поверхности используется установка заготовки на призму.
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом.
В приспособлениях используют призмы с углами a, равными 60°, 90° и 120°. Наибольшее распространение получили призмы с a=90°. Призмы с a=120° применяют, когда заготовка не имеет полной цилиндрической поверхности и по небольшой дуге окружности нужно определить положение оси детали. Заготовка, помещенная на таких призмах, имеет небольшую устойчивость. Призмы с углом a=60° применяют для повышения устойчивости в том случае, когда имеются значительные силы резания, действующие параллельно оси призмы.
Призмы крепятся к корпусу 2 штифтами и 2 винтами, такое крепление необходимо для обеспечения точности установки призмы по отношению к корпусу приспособления.. Установочные пальцы служат для быстрого и удобного фиксирования и компоновки деталей и монтажных элементов.
Виды установочных пальцев:
-пальцы установочные с упором;
-пальцы установочные цилиндрические срезанные;
-пальцы установочные цилиндрические сменные;
-пальцы установочные цилиндрические высокие;-пальцы установочные с головкой к плитам. 1 – заготовка; 2 – закаленные пластины; 3 – корпус призмы;
4 – основание. 

Используют для установки по наружным цилиндрическим поверхностям. Их преимущество в том, что заготовки большого диапазона диаметров находятся всегда в биссекторной плоскости призмы.
Цельная призма (рис. 2.5, а) применяется для заготовок с диаметром до 100 мм. ГОСТ – 12195-66.
Призма с закаленными пластинами (рис. 2.5, б) - применяется при Æ > 100мм. Призму изготавливают литой или сварной, оснащенной закаленными пластинами на рабочих поверхностях. ГОСТ – 12197-66.
Материал цельной призмы: сталь 20Х, HRC 55…60;
Материал сварной призмы: сталь Ст3-Ст5.
Материал литой призмы: чугун СЧ 18.
Материал пластин: сталь 20, сталь 20Х, HRC 55…60;
При установке необработанных заготовок используют призмы ножевые с узкими рабочими плоскостями для уменьшения точек контакта.
Пальцы
Служат для установки призматических или иных заготовок, имеющих плоские поверхности, по отверстиям имеющимся в этих полуфабрикатах.

Рис 2.6 Пальцы
1 – заготовка; 2 – пальцы; 3 – штырь опорный;
4 – корпус приспособлений.
Пальцы устанавливаются в корпусе приспособления с натягом, обычно используется 2 пальца. При этом поверхность одного из пальцев выполняют срезанной для удобства установки и снятия. ГОСТ – 12209-66, ГОСТ – 12210-66.
Материал пальцев: сталь У8А, HRC 55…60
Æ пальцев до 50мм.
Вопрос 10
1. Зажим не должен вызывать смещение заготовки, нарушая её положение, достигнутое базированием.
2. Зажим не должен деформировать заготовку, портить её поверхности.
3. Закрепление и открепление заготовок должно производиться с минимальной затратой сил и времени. При использовании ручных зажимных устройств усилие руки не должно превышать 150Н.
4. Зажимные устройства по возможности не должны воспринимать силы резания.
5. Зажимные устройства должны быть надежными в работе, простыми по конструкции и удобны в обслуживании.
Выполнение данных требований связано с правильным определением величины, направления и места положения сил зажима.
При выборе направления действия силы необходимо учитывать следующие правила:
1. Для обеспечения контакта заготовки с опорным элементом и устранения возможного ее сдвига зажимное усилие следует направлять перпендикулярно к поверхности опорного элемента.
2. При базировании по нескольким базовым поверхностям сила зажима должна быть направлена на тот установочный элемент, с которым заготовка имеет наибольшую площадь контакта;
3. Направление силы зажима должно совпадать с направлением веса заготовки и с направлением силы резания (рис.4.1).
 Рис. 4.1.
Рис. 4.1.
При выборе места приложения силы зажима необходимо учитывать следующие правила:
1. Для того, чтобы сила зажима не сдвигала и не опрокидывала заготовку необходимо, чтобы точка приложения силы проектировалась на установочный элемент или в многоугольник, образованный линиями, соединяющими установочные элементы (рис.4.2) – лежала на участке поверхности заготовки, параллельной поверхности установочного элемента воспринимавшего нагрузку (рис.4.3).

Рис.4.2

Рис.4.3
2. Сила зажима с реакциями опор не должна создавать изгибающих моментов, деформирующих заготовку (рис.4.4).

Рис.4.4
3. Точка приложения силы зажима должна находиться по возможности ближе к месту обработки.

Рис.4.5.
сновное назначение зажимных устройств состоит в обеспечении надежного контакта заготовки с установочными элементами и предупреждении ее смещения и вибраций в процессе обработки.
Зажимные устройства используются также для обеспечения правильной установки и центрирования заготовки. В этом случае выполняют функцию установочно-зажимных элементов. К ним относятся самоцентрирующие патроны, цанговые зажимы и др. устройства.  Заготовка может не закрепляться, если
Заготовка может не закрепляться, если
1) обрабатывается тяжелая деталь (устойчивая), по сравнению с весом которой силы резания незначительны.
2) сила, возникающая в процессе резания, приложена так, что не нарушает установки детали.
В процессе обработки на заготовку могут действовать следующие силы:
1) силы резания, которые могут быть переменными вследствие разного припуска наобработку, свойств материала, затупления режущего инструмента;
2) вес заготовки (при вертикальном положении детали);
3) центробежные силы, возникающие в результате смещения центра тяжести детали относительно оси вращения.
4) 
инерционные силы, имеющие место при возвратно-поступательном движении.
К зажимным устройствам приспособлений предъявляются следующие основные требования:
1) При закреплении заготовки не должно нарушаться ее положение, достигнутое установкой;
2) Силы зажима должны исключать возможность перемещения детали и ее вибрацию в процессе обработки;
3) Деформация детали под действием зажимных сил должна быть минимальной.
4) Смятие базирующих поверхностей должно быть минимальным, поэтому усилие зажима должно быть приложено так, чтобы деталь прижималась к установочным элементам приспособления плоской базирующей поверхностью, а не цилиндрической или фасонной.
5) Зажимные устройства должны быть быстродействующими, удобно расположенными, просты по конструкции и требовать минимальных усилий от рабочего.
6) Зажимные устройства должны быть износоустойчивыми, а наиболее изнашиваемые детали – сменными.
7)
Силы зажима должны быть направлены на опоры, чтобы не деформировать деталь, особенно нежесткую.
11. Основное назначение зажимных устройств заключается в обеспечении надежного контакта заготовки с установочными элементами и предупреждении ее смещения и вибраций в процессе обработки.
Классификация зажимных устройств:
Зажимные устройства разделяют на простые и комбинированные. К простым относят винтовые, клиновые, эксцентриковые, рычажные и некоторые другие устройства. Их обычно называют зажимами.
Комбинированные зажимные устройства состоят из нескольких простых, например, винторычажные, эксцентрикорычажные, клинорычажные
Простые или комбинированные зажимные устройства в сочетании с пневматическими, гидравлическими или другими механизированными приводами называют механизированными усилителями.
По степени механизации зажимные устройства классифицируют на ручные, механизированные и автоматизированные.
Технические требования: устройства должны быть надежными в работе, просты по конструкции и удобны в обслуживании; не должны деформировать закрепляемые заготовки и портить их поверхности; закрепление и открепление заготовок должно быть с минимальной затратой сил и времени; они должны обеспечивать равномерный зажим заготовок, особенно в многоместных приспособлениях; зажимные устройства не должны сдвигать заготовку при ее закреплении и по возможности воспринимать силы резания.
41. Величину потребных сил зажима определяют решая задачу статики на равновесие твердого тела под действием всех приложенных к нему сил и моментов.Расчет сил зажима производится в 2-х основных случаях:
-при использовании имеющихся универсальных приспособлений с зажимными устройствами, развивающими определенную силу;
-при конструировании новых приспособлений.
В первом случае расчет зажимной силы носи проверочный характер. Найденная из условий обработки необходимая зажимная сила должна быть меньше или равна той силе, которую развивает зажимное устройство используемого универсального приспособления. Если это условие не выдерживается, то производят изменение условий обработки в целях уменьшения необходимой зажимной силы с последующим новым проверочным расчетом. Во втором случае методика расчета зажимных сил заключается в следующем:
- Выбирается наиболее рациональная схема установки детали, т.е. намечается положение и тип опор, места приложения сил зажима с учетом направления сил резания в самый неблагоприятный момент обработки. - На выбранной схеме стрелками отмечаются все приложенные к детали силы, стремящиеся нарушить положение детали в приспособлении (силы резания, силы зажима) и силы, стремящиеся сохранить это положение (силы трения, реакции опор). При необходимости учитываются и силы инерции. - Выбирают уравнения равновесия статики, применимые к данному случаю и определяют искомое значение величины сил зажима Q1. - Приняв коэффициент надежности закрепления (коэффициент запаса), необходимость которого вызывается неизбежными колебаниями сил резания в процессе обработки, определяется фактически потребная сила зажима:
К-коэффициент запаса
42. Рассмотрим основные случаи воздействия на заготовку сил резания и сил зажима.


1. Сила зажима Q и сила резания Р действуют в одном направлении и прижимают заготовку к установочным элементам приспособления (см.рис.а). Если сила Р не вызывает сдвигающих сил, то Q=0. Это идеальный случай. На практике всегда возникает какая-либо сдвигающая, опрокидывающая или проворачивающая сила.
2. Действия сил резания и сил зажима противоположны по направлению (см.рис.б). В этом случае величина силы зажима определится из равенства Q = Р. Величину сил резания находят по формулам теории резания, исходя из конкретных условий обработки. Чтобы обеспечить надёжность зажима, силы резания увеличивают на коэффициент запаса k. Этот коэффициент учитывает изменение условий в процессе обработки, прогрессирующее затупление инструмента и связанное с ним увеличение сил резания, неоднородность  обрабатываемого материала и т.п.
обрабатываемого материала и т.п.

3. Заготовка базируется на установочных элементах и прижимается к ним силой Q, а сила резания Р действует перпендикулярно к ней (рис. в), то есть стремится сдвинуть заготовку с установочных элементов. Силу резания уравновешивает сила трения Fтp, создаваемая силой Q. По закону Амонтона-Кулона, сила трения прямо пропорциональна силе нормального давления:
f - коэффициенты трения между трущимися поверхностями.
43. Винтовые зажимные устройства широко применяются при закреплении заготовок. Они выполняются в виде отдельного нажимного винта, приводимого в движение рукояткой или ключом. Закрепление при помощи винтовых зажимов происходит при силовом контакте закрепляемого объекта с торцом винта или его наконечником (пятой).
К недостаткам винтовых зажимов относят сравнительно большие затраты времени на закрепление и отжим заготовок.
К достоинствам относят простоту, универсальность и безотказность в работе.
46. Пневматический привод (пневмопривод) — совокупность устройств, предназначенных для приведения в движение машин и механизмов посредством энергии сжатого воздуха. Обязательными элементами пневмопривода являются компрессор (генератор пневматической энергии) и пневмодвигатель.
Разновидности пневмоприводов:
- по виду движения выходного звена – поступательного, поворотного и вращательного движения;
- по способу регулирования – с ручным и автоматическим регулированием;
- по задачам регулирования – стабилизированные, программные и следящие.
Достоинства:
· возможность упростить систему за счет использования в качестве источника энергии баллона со сжатым газом, такие системы иногда используют вместо пиропатронов, есть системы, где давление в баллоне достигает 500 МПа;
· простота и экономичность, обусловленные дешевизной рабочего газа;
· быстрота срабатывания и большие частоты вращения пневмомоторов (до нескольких десятков тысяч оборотов в минуту);
· пожаробезопасность и нейтральность рабочей среды;
· в сравнении с гидроприводом — способность передавать пневматическую энергию на большие расстояния (до нескольких километров), что позволяет использовать пневмопривод в качестве магистрального в шахтахи нарудниках;
· в отличие от гидропривода, пневмопривод менее чувствителен к изменению температуры окружающей среды.
Недостатки:
· высокая стоимость пневматической энергии по сравнению с электрической (примерно в 3-4 раза), что важно, например, при использовании пневмопривода в шахтах;
· ещё более низкий КПД, чем у гидропривода;
· низкие точность срабатывания и плавность хода;
возможность взрывного разрыва трубопроводов или производственного травматизма, из-за чего в промышленном пневмоприводе применяются небольшие давления рабочего газа (обычно давление в пневмосистемах не превышает 1 Мпа.
47. Совокупность устройств, предназначенных для приведения в движение машин и механизмов посредством гидравлической энергии, называется гидроприводом. Обязательными элементами гидропривода являются насос и гидродвигатель.
Гидроприводы могут быть двух типов: гидродинамические и объемные. В гидродинамических приводах используется в основном кинетическая энергия потока жидкости. В объемных гидроприводах используется потенциальная энергия давления рабочей жидкости.
К основным преимуществам гидропривода относятся:
· возможность универсального преобразования механической характеристики приводного двигателя в соответствии с требованиями нагрузки;
· простота управления и автоматизации;
· простота предохранения приводного двигателя и исполнительных органов машин от перегрузок;
· надёжность эксплуатации;
· большая передаваемая мощность на единицу массы привода; в частности, масса гидравлических машин примерно в 10-15 раз меньше массы электрических машинтакой же мощности;
· возможность получения больших сил и мощностей при малых размерах и весе передаточного механизма;
· возможность частых и быстрых переключений при возвратно-поступательных и вращательных прямых и реверсивных движениях;
· упрощённость компоновки основных узлов гидропривода внутри машин и агрегатов, в сравнении с другими видами приводов.
К недостаткам гидропривода относятся:
· утечки рабочей жидкости через уплотнения и зазоры;
· нагрев рабочей жидкости при работе, что приводит к уменьшению вязкостирабочей жидкости и увеличению утечек;
· более низкий КПДчем у сопоставимыхмеханических передач;
· необходимость обеспечения в процессе эксплуатации чистоты рабочей жидкости необходимость защиты гидросистемы от проникновения в неё воздуха;
· пожароопасность в случае применения горючих рабочих жидкостей, что налагает ограничения, например, на применение гидропривода в горячих цехах;
· зависимость вязкостирабочей жидкости, а значит и рабочих параметров гидропривода, от температуры окружающей среды.
48. Диафрагменный пневматический привод представляет герметичную камеру, разделенную диафрагмой на две рабочие полости. Силовой шток соединяется с диафрагмой с помощью одного или двух дисков. Так же как и поршневые, пневматические диафрагменные приводы по принципу действия бывают односторонними и двухсторонними, а по конструкции в зависимости от требуемой на штоке силы одиночными, сдвоенными и т. д. У привода одностороннего действия при заполнении воздухом рабочей полости происходит закрепление обрабатываемой заготовки.
Недостатком диафрагменных силовых устройств является небольшая величина хода штока и нестабильность усилия на штоке; величина этого усилия зависит от степени выдвижения штока.
Достоинства диафрагменных приводов по сравнению с поршневыми следующие:
1) компактность, простота конструкций и малый вес;
2) отсутствие трущихся частей.
49. Пневмогидравлический привод состоит из двух цилиндров - пневматического и гидравлического. Сжатый воздух, поступающий в пневматический цилиндр, перемещает поршень и шток влево, вследствие чего создается давление в гидравлическом цилиндре. В этом случае шток является поршнем гидравлического цилиндра большого давления. Давление масла перемещает поршень.
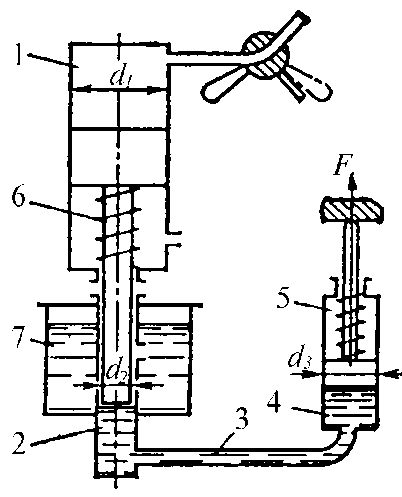
Принципиальная схема пневмогидравлического привода. Сжатый воздух подается в цилиндр 1, шток которого является поршнем гидроцилиндра 2. Масло из цилиндра 2 поступает по трубопроводу 3 в гидроцилиндр 4, шток которого создает силу F. Обратный ход поршней цилиндров 1 и 4 происходит за счет усилий пружин 5 и 6. Если рабочий ход поршней велик, то обратный ход может осуществляться сжатым воздухом. Резервуар 7 предназначен для пополнения утечек масла в системе. Конструктивно вся схема может быть реализована либо в виде единого блока, либо с отдельно вынесенным гидроцилиндром 4. Во втором случае компактный цилиндр 4 устанавливают вместе с исполнительным органом, а блок цилиндров 1 и 2 располагают вне рабочей зоны оборудования.
Отношение (Dв / d г)2называется коэффициентом усиления.
51. Принцип устройств с гидропластмассой основан на равномерной пepeдaчe давления гидропластмассы на центрирующие и зажимные элементы (на плунжеры или на стенки центрирующей втулки). Зажимные устройства с гидропластмассой обеспечивают надежное закрепление и точное центрирование обрабатываемых заготовок. Применение гидропластмассы в зажимных устройствах упрощает их конструкцию, значительно уменьшает габариты, снижает трудоемкость и стоимость их изготовления. Особенно хорошие показатели имеют зажимные устройства с гидропластмассой для получистовых, чистовых и отделочных операций, требующих высокой точности обработки. Надежность работы зажимного устройства с гидропластмассой в значительной степени зависит от правильно выбранных размеров ее основных элементов: центрирующей втулки, плунжеров и нажимных винтов. Центрирующая втулка в зажимном устройстве является одновременно базирующим элементом, посредством которого происходит точная установка обрабатываемой заготовки, и зажимным элементом, производящим закрепление обрабатываемой заготовки. Поэтому ее конструкция и размеры должны обеспечить достаточную ее деформацию по окружности и технологически правильный зажим детали с силой, превышающей силу резания при обработке.
Гидропластмассовое зажимное устройство для закрепления обрабатываемой заготовки по внутреннему диаметру представлено на рисунке. Заготовка устанавливается на центрирующую втулку 1 базовым отверстием. Для закрепления заготовки сжатый воздух подается в пневматический привод (на фигуре не показан), который через шток 2, рычаг 8 и плунжер 4 оказывает давление на гидро- пластмассу 5, Каналы зажимного устройства заполняются гидропластмассой через отверстие под пробку, а для выхода воздуха в моменты заполнения рабочих каналов гидропластмассой служат отверстия под винты 7. 
Билет 13
Зажимные механизмы приспособлений Зажимными называют механизмы, устраняющие возможность вибрации или смещения заготовки относительно установочных элементов под действием собственного веса и сил, возникающих в процессе обработки (сборки). Основное назначение зажимных устройств – обеспечение надежного контакта заготовки с установочными элементами, предупреждение ее смещения и вибраций в процессе обработки, а также для обеспечения правильной установки и центрирования заготовки.
Расчет сил зажима
Расчет сил зажима может быть сведен к решению задачи статики на равновесие твердого тела (заготовки) под действием системы внешних сил.
К заготовке с одной стороны приложены сила тяжести и силы, возникающие в процессе обработки, с другой – искомые зажимные силы – реакции опор. Под действием этих сил заготовка должна сохранить равновесие.
Пример 1. Сила закрепления  прижимает заготовку к опорам приспособления, а сила резания
прижимает заготовку к опорам приспособления, а сила резания  , возникающая при обработке деталей, (рисунок 2.12,а) стремится сдвинуть заготовку вдоль опорной плоскости.
, возникающая при обработке деталей, (рисунок 2.12,а) стремится сдвинуть заготовку вдоль опорной плоскости.
На заготовку действуют силы: на верхней плоскости сила зажима и сила трения  , препятствующая сдвигу заготовки; по нижней плоскости силы реакции опор (на рисунке не показаны) равные силе зажима и сила трения между заготовкой и опорами
, препятствующая сдвигу заготовки; по нижней плоскости силы реакции опор (на рисунке не показаны) равные силе зажима и сила трения между заготовкой и опорами  . Тогда уравнение равновесия заготовки будет
. Тогда уравнение равновесия заготовки будет
 ,
,
где  – коэффициент запаса;
– коэффициент запаса;
 – коэффициент трения между заготовкой и зажимным механизмом;
– коэффициент трения между заготовкой и зажимным механизмом;
 – коэффициент трения между заготовкой и опорами приспособления.
– коэффициент трения между заготовкой и опорами приспособления.
Откуда 

Рисунок 2.12 – Схемы для расчета сил зажима
Пример 2. Сила резания направлена под углом  к силе закрепления (рисунок 2.12,б).
к силе закрепления (рисунок 2.12,б).
Тогда уравнение равновесия заготовки будет
 .
.
Из рисунок 2.12,б найдем составляющие усилия резания
 .
.
Подставляя, получим

Пример 3. Заготовка обрабатывается на токарном станке и закрепляется в трехкулачковом патроне. Силы резания создают крутящий момент  , стремящиеся провернуть заготовку в кулачках. Силы трения, возникающие в точках контакта кулачков с заготовкой, создают момент трения
, стремящиеся провернуть заготовку в кулачках. Силы трения, возникающие в точках контакта кулачков с заготовкой, создают момент трения  , препятствующий повороту заготовки. Тогда условие равновесия заготовки будет
, препятствующий повороту заготовки. Тогда условие равновесия заготовки будет
 .
.
Момент резания определится по величине вертикальной составляющей силы резания
 .
.
Момент трения
 .
.
Откуда 
Элементарные зажимные механизмы
К элементарным зажимным устройствам относятся простейшие механизмы, используемые для закрепления заготовок или выполняющие роль промежуточных звеньев в сложных зажимных системах:
винтовые;
клиновые;
эксцентриковые;
рычажные;
центрирующие;
реечно-рычажные.
Винтовые зажимы. Винтовые механизмы (рисунок 2.13) широко