
| Ключ комбинированный (рожковый – накидной): 6; 7; 8; 10; 11; 12; 13; 14; 15; 17; 19; 21; 22; 24;27; 30.
|

| Торцевая головка: 7; 8; 10; 12; 13; 14; 17; 19; 21 (высокая); 22; 24; 27; 30.
|

| Воротки для головок.
|

| Шестигранник: 5; 12.
|

| Крестообразные отвертки.
|

| Шлицевые отвертки.
|

| Ударная отвертка.
|

| Выколотки из мягкого металла.
|

| Зубило.
|

| Молоток.
|

| Тиски (с накладками губок из мягкого металла).
|

| Пассатижи.
|

| Круглогубцы.
|

| Напильник.
|

| Пинцет.
|

| Щипцы для снятия маслосъемных колпачков.
|

| Съемник масляного фильтра.
|

| Динамометрический ключ (до 25 кгс.м).
|
|
|
|

| Динамометрический ключ (до 0,5 кгс.м).
|

| Штангенциркуль.
|

| Лекальная линейка.
|

| Микрометр.
|

| Ножовка.
|

| Шприц для заливки трансмиссионного масла.
|
4.Графическая часть
4.1.Составление технологической карты для выполнения работ ТО и ремонта системы смазки на ваз 2107

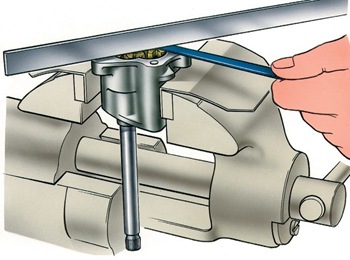
| Рис. 3–74. Снятие и установка втулок валика привода масляного насоса: 1 — оправка А.60333/1/2
|
При замене пользуйтесь как для снятия, так и для установки, оправкой А.60333/1/2 (рис. 3–74), соблюдая следующее:
— втулки должны быть запрессованы в гнезда, при этом отверстие для масла в передней втулке должно находиться против канала в блоке цилиндров;

| Рис. 3–69. Основные размеры масляного насоса и его привода
|
— после запрессовки втулки должны быть окончательно обработаны и доведены по внутреннему диаметру (размеры даны на рис. 3–69). Чтобы обеспечить полную соосность втулок вала, для их доводки применяется развертка А.90353, которой одновременно обрабатываются обе втулки.
Втулка шестерни привода масляного насоса
Проверьте запрессовку втулки. Внутренняя поверхность должна быть гладкой и без задирав, в противном случае втулку замените.

| Рис. 3–75. Вы прессовка втулки шестерни привода масляного насоса и распределителя зажигания: 1 — оправка А.60326/R
|
Для вы прессовки и запрессовки втулки пользуйтесь оправкой А.60326/R (рис. 3–75).
После запрессовки втулку разверните до 16,016–16,037 мм.
Промывка деталей вентиляции картера двигателя

| Рис. 3–4. Снятие масляного фильтра приспособлением А.60312
|
Заменяя масло, следует заменять и масляный фильтр, который снимают с помощью приспособления А.60312 (см. рис. 3–4). При установке фильтр завертывайте вручную.
При замене масла выполните следующие операции:
— после остановки двигателя слейте отработавшее масло и, не снимая масляного фильтра, залейте промывочное масло ВНИИНП-ФД до отметки "МIN" на указателе уровня масла (2,9 л);
— запустите двигатель и дайте поработать ему на этом масле 10 мин на минимальных оборотах холостого хода;
— полностью слейте промывочное масло и снимите старый масляный фильтр;
— поставьте новый масляный фильтр и залейте масло, соответствующее сезону.
Масляный насос ваз 2107
Снятие и установка
Для снятия масляного насоса:
— поставьте автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи и слейте масло из картера двигателя;
— снимите брызговик двигателя;
— отверните гайки, крепящие подушки передней подвески двигателя к поперечине, и слегка приподнимите двигатель домкратом или талью, чтобы шпильки подушек вышли из отверстий поперечины;
— снимите картер двигателя;
— снимите масляный насос вместе с приемным патрубком.
Операции по установке масляного насоса на двигатель выполняйте в последовательности, обратной снятию.
Разборка и сборка
Закрепите масляный насос в тисках осторожно, чтобы не повредить корпус, а затем:
— отверните болты и снимите приемный патрубок вместе с редукционным клапаном давления масла;

| Рис. 3–70. Разборка масляного насоса: 1 —редукционный клапан; 2 — пружина; 3 — крышка; 4 — корпус; 5 — валик
|
— снимите крышку 3 (рис. 3–70) корпуса насоса и выньте из корпуса валик насоса с ведущей шестерней и ведомую шестерню.
Для сборки осторожно закрепите насос в тисках и выполните операции в следующем порядке:
— установите в корпус насоса ведущую шестерню с валом, а ведомую шестерню наденьте на ось в корпусе;
— установите крышку корпуса, редукционный клапан с пружиной и прикрепите приемный патрубок к корпусу насоса.
| ПРИМЕЧАНИЕ
После сборки насоса при проворачивании ведущего валика рукой, шестерни должны вращаться плавно и без заедания.
|
Проверка деталей насоса
После разборки все детали насоса промойте керосином или бензином, продуйте струей сжатого воздуха, а затем осмотрите корпус и крышку насоса; при наличии трещин детали замените.

| Рис. 3–71. Проверка радиального зазора в масляном насосе
|
Проверьте набором щупов зазоры между зубьями шестерен, а также между наружными диаметрами шестерен и стенками корпуса насоса (рис. 3–71), которые должны быть соответственно 0,15 мм (предельно допустимый 0,25 мм) и 0,11–0,18 мм (предельно допустимый 0,25 мм). Если зазоры превышают предельные значения, то замените шестерни, а при необходимости и корпус насоса.
| Рис. 3–72. Проверка осевого зазора в масляном насосе
|
Щупом и линейкой (рис. 3–72) проверьте зазор между торцами шестерен и плоскостью корпуса, который должен быть равен 0,066–0,161 мм (предельно допустимый 0,2 мм). Если зазор больше 0,2 мм, замените шестерни или корпус насоса в зависимости от того, что подверглось износу.
Измерив детали, определите зазор между ведомой шестерней и ее осью, который должен быть 0,017–0,057 (предельно допустимый 0,1 мм), а также между валом насоса и отверстием в корпусе, этот зазор должен быть 0,016–0,055 (предельно допустимый 0,1 мм). Если зазоры превышают предельные — замените изношенные детали.
Организация рабочего места
Рабочим местом называется часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания.
Обеспечение высокой производительности труда в значительной мере зависит от правильной организации рабочего места.
Организация рабочего места является важнейшим звеном организации труда. Правильный выбор и размещение оборудования, инструментов и материалов создают наиболее благоприятные условия работы.
К организации рабочего места предъявляются следующие требования:
1) рабочее место должно быть чистым, на нем должны находиться только те предметы, которые необходимы для выполнения данного задания;
2) инструмент, заготовки и документация должны располагаться на рабочем месте на расстоянии вытянутой руки; при этом те предметы, которыми рабочий пользуется более часто, следует класть ближе, на площади, ограниченной дугами небольшого радиуса, и наоборот (рис. 28);
Рис. 28. Расположение инструмента на слесарном верстаке
3) режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой,- с левой стороны;
4) инструмент, который работающий берет обеими руками, следует располагать возможно ближе к его корпусу, чтобы удобнее было его брать;
5) приспособления, материалы и готовые изделия нужно располагать в различных ящиках на отведенных для них местах, причем более мелкие и часто употребляемые нужно помещать в верхних, а более тяжелые или же редко применяемые - в нижних ящиках;
6) точные и измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках;
7) режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения, не разбрасывать и не накладывать друг на друга, а укладывать на деревянные подставки (планшеты);
8) после окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла, протереть. Верстак очистить щеткой от стружки и мусора.
Рабочее место слесаря может быть организовано по-разному, в зависимости от характера производственного задания. Однако большинство рабочих мест слесаря должно быть оборудовано слесарными верстаками, на которых устанавливают тиски и раскладывают необходимые инструменты, приспособления, материалы, документацию (технологические карты, чертежи, наряды) и пр.
Хорошее помещение, отведенное для слесарных мастерских, в значительной мере способствует правильной организации рабочего места слесаря, а также повышению производительности труда и качества выполнения работ.
Расстояние между отдельными рабочими местами, а также проходы (1,5-1,6 пог. м) между слесарными верстаками устанавливаются в зависимости от технических и технологических требований и условий техники безопасности. Рабочие места должны иметь хорошее освещение и вентиляцию; полы возле верстаков должны быть






