

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Топ:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Введение
Сущностью технологии машиностроения является учение о способах и процессах промышленного производства продукции заданного качества и в требуемом количестве. Современное развитие технологии машиностроения представляет собой совокупность взаимосвязанных процессов совершенствования прежде всего методов обработки материалов, технологического оборудования, обрабатывающего и измерительного инструментов, а также теоретических и практических основ процессов обработки. Оно стимулируется усложнением конструкции изделий, повышением требований к качеству их изготовления и стремлением снизить себестоимость продукции, а также частой сменой объектов производства. Использование много инструментальных станков с ЧПУ, оснащенных средствами механизации и автоматизации, позволяет проектировать технологические процессы обработки деталей с укрупненными насыщенными переходами операциями, уменьшить трудоемкость их изготовления и существенно сократить время технологической подготовки производства при частой смене номенклатуры выпускаемых изделий.
В современном производстве еще достаточно высока доля технологических процессов, не в полной мере удовлетворяющих выше перечисленным требованиям. Поэтому внедрение прогрессивных методов размерной обработки деталей, экономически обоснованное применение высокопроизводительного оборудования, износостойкого комбинированного режущего инструмента, механизированной оснастки и средств автоматизации производственных процессов в механических цехах современных машиностроительных заводов становится весьма актуальным.
Общая часть
Характеристика объекта производства
|
|
Деталь Корпус СКПМЗУН-21.01.0421 входит в состав коробки отбора мощности машины СКПМЗУН и представляет собой отливку коробчатой формы из серого чугуна СЧ 15 ГОСТ 1412-85 и предназначена для установки и крепления в нем деталей и механизмов машин.
Корпусные детали в значительной степени определяют работоспособность и надежность машин по критериям: виброустойчивости, точности работы под нагрузкой, долговечности, прочности, жесткости и т.д.
Коробка отбора мощности с помощью проставка через прокладку посредством шпилек крепиться к задней плоскости коробки передач. Крутящий момент от промежуточного вала коробки передач через зубчатую втулку передаётся ведущему валу коробки отбора мощности.
Внутри корпуса коробки на конических роликоподшипниках установлены три шлицевых вала – верхний со скользящей шестернёй – для привода масляного насоса, средний,также со скользящей шестернёй – для привода водяного насоса и нижний со скользящей шестернёй для привода редуктора щётки.
Анализ технологичности конструкции детали
Технологическая часть
Выбор баз для обработки
Таблица 2.2 Выбор баз
| Номер операции | Наименование и содержание операции | Эскиз базирования |
| Фрезерная |

| |
| Фрезерная |
| |
| Фрезерно-сверлильная | 
| |
| Фрезерно-сверлильно расточная | 
| |
| Резьбонарезная |
| |
| Резьбонарезная |
| |
| Резьбонарезная |
| |
| Шлифовальная |
| |
| Шлифовальная |
|
Расчет режимов резания
Расчет режима резания на операцию 005 "Фрезерная" на станке 6Т13 по методике [15].
Фрезеруется плоскость с размерами: В=220мм, L=200мм. Исходная заготовка – отливка из СЧ15 ГОСТ 1412-82, НВ165.
Диаметр фрезы D=250мм, с числом зубьев z=24, материал режущей части ВК8.
Глубина резания принимается равной припуску на обработку t=2,5мм. Рекомендуемая подача на зуб фрезы sz=0,15…0,30[15. табл. 76, с. 403]. Принимаем s = 0,2 мм/зуб.
Скорость резания определяется по формуле:
|
|
 , (12)
, (12)
где  – скорость резания, м/мин;
– скорость резания, м/мин;
 – постоянный коэффициент, характеризующий материал и условия его обработки;
– постоянный коэффициент, характеризующий материал и условия его обработки;
 – диаметр инструмента, мм;
– диаметр инструмента, мм;
 – стойкость инструмента;
– стойкость инструмента;
 - подача, мм/об;
- подача, мм/об;
 – глубина резания, мм;
– глубина резания, мм;
В- ширина, мм,
m– показатель относительной стойкости;
zv, xv,, yv – показатели степени;
Кv– общий поправочный коэффициент.
Значение периода стойкости Т, коэффициента Сv и показатели степени [15. табл. 81, 82] равны: Т = Сv =445; q=0,2; x = 0,15; y= 0,35; u =0,2; р=0; m=0,32; Т=180.
Общий поправочный коэффициент, учитывающий фактическое условия резания, равен:
 , (13)
, (13)
где  – коэффициент, учитывающий качество обрабатываемого материала;
– коэффициент, учитывающий качество обрабатываемого материала;
 – коэффициент, учитывающий состояние поверхностного заготовки;
– коэффициент, учитывающий состояние поверхностного заготовки;
 – коэффициент, учитывающий материал инструмента.
– коэффициент, учитывающий материал инструмента.
Учитывая, что =(190/НВ)nv [15, табл. 1, с. 358], а показатель степени nv=1,25 [15, табл. 2, с. 359], =(190/165)1,25=1,19.
=0,8 [15, табл. 4, с. 360]; =1[15, табл. 6, с. 361].
 .
.
 (м/мин).
(м/мин).
Частота вращения фрезы:
 , (14)
, (14)
где – скорость резания, м/мин;
– диаметр инструмента, мм.
 (об/мин).
(об/мин).
Корректируем частоту вращения шпинделя по паспорту станка и принимаем  =160 об/мин. Фактическая скорость резания определяется по формуле:
=160 об/мин. Фактическая скорость резания определяется по формуле:
 , (15)
, (15)
 (м/мин)
(м/мин)
Сила резания
 , (16)
, (16)
где
Ср = 40;
х = 1; y = 0,75;
n = 0;
 (Н)
(Н) 
Мощность
 кВт (17)
кВт (17)
 кВт
кВт
Частота вращения
(18)
Найденное значение мощности проверяем по мощности станка
 (19)
(19)
Мощность шпинделя определяется по формуле:
 , (20)
, (20)
где  =10 кВт – мощность электродвигателя;
=10 кВт – мощность электродвигателя;
 =0,85 – КПД
=0,85 – КПД
 кВт
кВт
8,5 кВт>6,2 кВт.
Обработка возможна.
Для остальных операций режимы резания назначаем по нормативам [14] и заносим в таблицу 6.
Таблица 6 – Режимы резания
| № Операции | Наименование операции | t,мм | S, мм/об | V, м/мин | Nпр, об/мин |
| Заготовительная | - | - | - | - | |
| Фрезерная. Фрезеровать выдерживая размер 22,5+-0,2мм | |||||
| Фрезерная. Фрезеровать выдерживая размер 121-0,5мм | 2,5 | ||||
| Расточная 22. Фрезеровать поверхность, выдерживая размер 66+-0,3мм 23. Фрезеровать поверхность, выдерживая размеры 10+-0,2мм. 24. Фрезеровать поверхность, выдерживая размер 21+-0,2мм 25. Фрезеровать поверхность, выдерживая размер 5+-0,1мм. 26. Фрезеровать поверхность 2, выдерживая размер 21+-0,2мм 27. Фрезеровать поверхность, выдерживая размер 5+-0,1мм. 28. Фрезеровать поверхность, выдерживая размер 10+-0,2мм. 29. Сверлить 30 отверстий Ø4,95+0,26 на глубину 16+-0,2мм 30. Сверлить 2 отверстия Ø10,2+0,36 глубину 20+-0,2мм 31. Сверлить 2 отверстия Ø14,6+0,24, под резьбу К3/8" на проход | 2,5 2,5 3,5 2,5 2,5 2,5 2,5 5,1 7,4 | 1,15 0.4 0,3 0,6 | |||
| Расточная 32. Фрезеровать поверхность, выдерживая размер 20,3-0,1мм. 33. Фрезеровать поверхность, выдерживая размер 116,3-0,1мм. 34. Расточить 5 отверстий до Ø 61+0,2 на проход. 35. Расточить 5 отверстий до Ø 61,7+0,1 на проход 36. Сверлить 3 отверстия Ø39+0,62 на проход 37. Развернуть 3 отверстия до Ø 40+0,062 38. Расточить 5 отверстия до Ø 62+0,03 на проход 39. Сверлить 28 отверстий Ø 6,7+0,26 на глубину 16+-0,2 40. Сверлить 8 отверстий Ø8,43+0,3 на проход 41. Расточить 10 фасок 1,6х45град. в отверстиях Ø62+0,03 42. Расточить 3 фаски 2х30град. в отверстиях Ø40+0,062 | 2,5 0,35 19,5 0,5 0,15 3,35 4,25 0,15 0,15 | 0,4 0,5 0,3 0,4 0,3 0,4 0,4 0,3 0,3 | 12,5 | ||
| Резьбонарезная Нарезать резьбу М8-7Н в 28 отверстиях на длину 13+-0,2мм | - | 1,25 | - | ||
| Резьбонарезная Нарезать резьбу М6-7Н в 30 отверстиях на длину 13+-0,2мм. | - | 1,5 | - | ||
| Резьбонарезная Нарезать резьбу К 3/8' в 2 отверстиях | - | - | |||
| Плоскошлифовальная Шлифовать поверхность выдерживая размер 20+-0,2мм | 0,02 | - | 30 м/с | ||
| Плоскошлифовальная Шлифовать поверхность выдерживая размер 116-0,5мм. | 0,02 | - | 30 м/с |
|
|
Конструкторская часть
Описание приспособления
Основным назначением станочных приспособлений является установка и ориентация заготовок на металлорежущих станках. Для обеспечения полной ориентации в пространстве заготовку лишают шести степеней свободы. Но для снижения стоимости и простоты конструкции достаточно лишение трёх степеней свободы.
|
|
В данной конструкции фрезерно-сверлильного приспособления ДП.151001.07.007.СБ зажим заготовки осуществляется двумя способами:
- гайкой М24 поз.21, которая накручивается на неподвижный палец поз.5 и зажимает деталь через быстросменную шайбу поз.20.
- второй способ предусматривает зажим заготовки по четырём отверстиям. При этом зажим происходит через гайку М16 поз.13 которая неподвижно соединена с пальцем поз.3. По пальцу посредством резьбового соединения перемещаются втулка с двумя конусами поз.9. При перемещении втулки вверх происходит разжим 6-ти плунжеров поз.14 (3 вверху и 3 внизу) что обеспечивает зажим детали по двум отверстиям.
Фиксация по оставшимся двум отверстиям осуществляется аналогичным образом.
Базирование данного приспособления на станке мод. 2204ВМФ4 осуществляется по двум пальцам ø50h6 и ø17f7.
Зажим приспособления происходит с помощью станочных болтов в вставляемых в пазы плиты поз.1 и затягиваемых гайкой.
Погрешность установки
Погрешность установки заготовки Ey заготовки в приспособлениях вычисляют с учётом погрешностей Eб базирования и погрешности закрепления заготовок Eз.
Погрешность установки определяют как предельное поле рассеяния положений измерительной поверхности относительно поверхности отсчёта в направлении выдерживаемого размера. Тогда:
 , мм (27)
, мм (27)
Погрешность базирования Eб возникает при не совмещении измерительной и технологической баз заготовки и определяется в зависимости от схемы установки детали в приспособлении.

Рисунок 3.1 - Схема расположения отверстий
В данном случае базирование детали осуществляется по схеме два пальца – без зазора. Осуществление данной схемы стало возможно за счёт принципа действия базирующего устройства (см. описание приспособления).
Eб=2Δ+δ1+ δ2 (28)
где: Δ – минимальный радиальный зазор посадки заготовки на палец.
δ1 – допуск на межцентровое расстояние
δ2- допуск на межцентровое расстояние
В соответствии с Рисунком 3.1:
Δ=0, δ1=0,1мм; δ2=0,1мм
Eб=0,1+0,1=0,2мм
В данном приспособление зажим осуществляется с помощью гайки, которая накручиваются на неподвижную шпильку, и зажимает деталь через быстросменную шайбу. Так как сила зажима направлена перпендикулярно выдерживаемого размера, на который рассчитываем погрешность, то E3 = 0.
Следовательно, погрешность установки будет составлять: Eу=0,2мм.
Расчет слабого звена
В этом расчете определим минимальный диаметр резьбовой части рым-болта, который необходим для установки и снятия приспособления со станка В этом случае болт работает только на растяжение.
|
|

Рисунок.3 Схема нагружения рым-болта
Нагружающая сила Р действует вдоль оси болта. Это сила тяжести приспособления.
Р=m*g (37)
где: m – масса приспособления (кг)
g – ускорение свободного падения (м/с2)
m = 48кг; g = 9,81 м/с2
Условие прочности болта:
 (38)
(38)
где: P – сила действующая вдоль оси болта,
d1 – внутренний диаметр резьбы, мм
[σp] – допускаемое напряжение при растяжении (сжатии), МПа
Из условия прочности болта:
 (39)
(39)
Подставляя значения, получаем:
d1 = 2,19мм
Выберем параметры рым-болта из [7]: d1=36мм; d2=20мм; d3=8мм; d4=20мм; b=10мм; h=12мм; h1=6мм; l1=12мм; r=2мм; r1=4мм; d=8
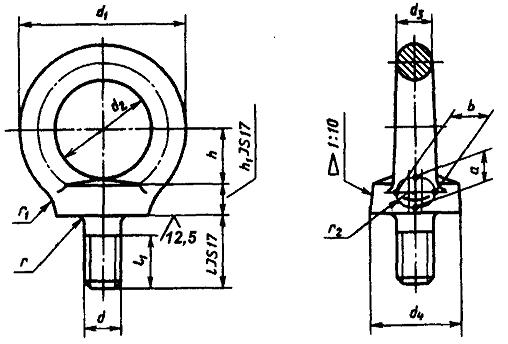
Принимаем Рым-болт М8 ГОСТ 4751-73
Расчет числа рабочих.
Общее количество работающих на участке составляют:
- производственные (основные) рабочие – главным образом станочники
- вспомогательные рабочие;
- инженерно-технические работники (ИТР);
а) Количество производственных (основных) рабочих определяется по формуле:
Rст=Tм•N/Fд.p.•Sp (4.4)
где Fд.p – действительный фонд времени рабочего в год. Принимается равным 1986 час.
Sp – коэффициент многостаночности (принимается по таблице 8 [ ]).
Rст=4,4•280/1986•1=0,62
Принимаем Rтс=1
б) Количество слесарей по ремонту и обслуживанию определяется по формуле:
Rсл=2•Ссл (4.5)
Rсл=2•0,6=1 чел.
в) Количество слесарей – сборщиков для узловой сборки определяется по формуле:
Rсб=Ту•N/Fд.p (4.6)
Rсб=1,5•280/1986=0,21
Принимаем Rсб= 1
г) Общее количество слесарей по ремонту и обслуживанию и слесарей сборщиков определяется по формуле:
Rсл и сб=Rсл+Rсб (4.7)
Rсл и сб=1+1= 2 чел.
д) Всего основных рабочих на механосборочном участке определяется по формуле:
Ro=Rст+Rсл и сб
(4.8)
Ro=1+2=3 чел.
е) Остальные категории работающих в механическом цехе принимаются в процентном отношении к числу основных рабочих цеха согласно рекомендаций [ ] стр.13. Все расчеты численности работающих с учетом специфики проектируемого участка сводятся в таблицу 4.2.1
Таблица 4.2.1
| № | Категории работающих | Расчетная формула | Численноезначение |
| Основные (Rст) | Rст=Tм•N/Fд.p.•Sp | ||
| Слесари по ремонту и обслуживанию (Rсл) | Rсл=2•Ссл | ||
| Слесари-сборщики (Rсб) | Rсб=(Ту+То)•N/Fд. | ||
| Всего основн. рабочих (Ro) | Ro=Rст+Rсл и сб | ||
| Прочие рабочие | |||
| Общее количество работающих (Rобщ) | Rобщ=Rо+Rвсп+Rитр |
4.3 Расчет площадей.
а) Площадь механических участка Fc
Fc=fc•Cпр, (4.9)
где fc – удельная площадь на один станок (принимаем по приложению К [17].)
Fc=  м2
м2
б) Площадь слесарно-сборочных отделений Fсл и сб
Fсл и сб= fсл и сб•Rсл и сб (4.10)
где fсл и сб - удельная площадь на одного слесаря-сборщика в одну смену (по нормативам [ ].)
Fсл и сб=  м2
м2
где 2-число слесарей
в) Площадь вспомогательных отделений Fвсп
1)Заготовительного отделения

1) Контрольного отделения
Fотк=(3-5)% от Fпроизв (4.11)
где
Fпроизв.= Fс+ Fсл и сб (4.12)
Fпроизв.=96+40 =136 м2
Fотк=4%•136=5,44 м2
2) Площадь контрольно-поверочного пункта (КПП)
Fкпп=(0,18-0,3) м2•Rст (4.13)
Fкпп=0.3•1=0,3 м2
г) Площадь цеховых складов:
1) Площадь цехового склада материалов и заготовок:
Fскл.заг=(Qчерн•tср)/(Ф•qср•Ки),м2 (4.14)
где Qчерн- черный вес всех заготовок в цехе, т.
tср- среднее количество дней запаса
материалов и заготовок в цехе,
qср- средняя грузонапряженность пола;
qср = (1,5-2,0)т/м2
Ф – количество рабочих дней в году.
В расчетах можно принимать Ф = 248
Ки – коэффициент использования площади цеха;
Ки = (0,4-0,5).
Нормы запаса на цеховых складах в зависимости от типа производства принимаются по данным таблицы 15 [ ].
Fскл.заг=(40,4•6)/(248•1,5•0,4)=1,6 м2
2) Площадь межоперационного склада:
Fм.о.=(Qчист•Ко• t• iср)/(Ф•qср•Ки),м2 (4.15)
где Qчист – чистый вес изделий на годовую программу,т;
Ко – коэффициент, учитывающий массу отходов за
операции механической обработки.
Ко=(100=0,5•%отходов)/100
t – количество дней нахождения деталей на складе за
каждый заход стр.17 [ ].
iср – средне количество операций, после которых детали
будут заходить на склад. iср=5-6.
qср – средняя грузонапряженность пола склада.
qср=0,8т/м2
Ки – коэффициент использования площади склада.Ки=0,4.
Fм.о.=(28,8 •1,125•4•5)/(248•1,5•0,4)=4,28 м2
3) Площадь промежуточного склада:
Fпромеж скл.=(Qчист•tср)/(Ф•qср•Ки),м2 (4.16)
где - tср принимается по таблице 16 [ ].
qср=1 т/м2
Ки=0,4.
Fпромеж скл.=(28,8 •7)/(248•1•0,4)=2 м2
5)Площадь административно-конторских помещений:
Кабинета начальника участка Fнач  18 м2.
18 м2.
Принимаем Fнач=20 м2
Кабинет заместителя начальника участка Fзам>= 9-24 м2.
Принимаем Fзам=20 м2
6)Площадь кабинета техники безопасности;
Fтех.безоп.=0,25•Rобщ м2 (4.17)
Fтех.безоп.=0,25•30=7,5м2
Заключение
В ходе выполнения выпускной квалификационной работы получены навыки разработки технологических процессов механической обработки. Технологический процесс должен обеспечивать высокую производительность труда и требуемое качество изделий при минимальных затратах на изготовление.
Было произведено сравнение выбора заготовки «Корпус» на основе технико-экономического расчета. Для обработки детали «Корпус» выбор оборудования производился с учетом типа производства и объема выпуска. Произведен: расчет припуска, на рассматриваемые механические операции, данного технологического процесса, назначены режимы резания.
В конструкторской части было разработано фрезерно-сверлильное приспособление для обработки детали Корпус. В процессе проектирования данного приспособления был рассмотрен принцип действия данного приспособления, установка детали в приспособление, а также устройство данного приспособления.
Список используемой литературы
1. Андреев Г.Н. Проектирование технологической оснастки машиностроительного производства [текст]: Учеб. пособие для машиностроит. спец. вузов/ Г.Н. Андреев, В.Ю. Новиков, А.Г. Схиртладзе; Под ред. Ю.М. Соломенцева. – 2-е изд., испр. – М.: Высш. шк., 1999.– 415 с.: ил. – (Технология, оборудование и автоматизация машиностроительных производств). – ISBN 5–06–03665–0.
2. Горбацевич А.Ф. Курсовое проектирование по технологи машиностроения [Текст] / А.Ф. Горбацевич [и д.р]; Под ред. Горбацевич А.Ф.–Минск: Высшая школа, 1975,–283с.: ил.
3. Горошкин А.К. Приспособления для металлорежущих станков [Текст]: справочник / Горошкин А.К. – М.: Машиностроение, 1979. – 303 с.
4. Егоров М.Е. Основы проектирования машиностроительных заводов: учебник для машиностроителях вузов / М.Е. Егоров. – изд. 6, перераб. и доп.–М.: Высш. школа, 1969. – 480 с.: ил.
5. Зуев А.А. Технология машиностроения [Текст]: учеб. для вузов / А.А. Зуев. – 2-у изд., испр. и доп. – СПб.: Издательство ²Лань², 2003.– 496 с.: ил. – ISBN 5 – 8114 – 0470 – 0.
6. Киричек А.В. Курсовое проектирование по технологии машиностроения [Текст]: Учеб. пособие / А.В. Киричек, Ю.Н. Киричек. – 2-е изд., перераб. и доп. – Владимир.: Владимир. гос. ун-т, 1998. – 145 с. – ISBN 5 – 89368 – 095 – 2.
7. Киричек А.В. Технологический процесс обработки резанием. Правила оформления [Текст]: Учеб. пособие к практ. занятиям, курсовому и дипломному проектированию / А.В. Киричек, Ю.Н. Киричек. – 2-е изд., перераб. и доп. – Муром.: Муромский ин-т ВлГУ, 1999. –80 с.
8. Мельников Г.Н. Проектирование механосборочных цехов [текст]: Учеб. для студентов машиностроит. специальностей вузов / Г.Н. Мельников, В.П. Вороненко; под ред. А.М. Дальского. – М.: Машиностроение, 1990. – 352 с.: ил. (Технология автоматизированного машиностроения). – ISBN 5 – 217 01010 – Х.
9. Обработка металлов резанием: Справочник технолога [Текст] / А.А. Панов [и др.]; Под общ. ред. А.А. Панов.–М.: Машиностроение. 1988–736 с.: ил. –ISBN 5–217–00032–5.
10. Общемашиностроительные нормативы времени вспомогательное на обслуживание рабочего места и подготовительно - заключительного для технического нормирования станочных работ - М.: Машиностроение, 1974г.
11. Орбинарцева И.А. Справочник инструментальщика [Текст] /Под ред. И.А. Орбинарцева. – Л.: Машиностроение, Ленингр. отд-ние, 1987.– 846 с.
12. Охрана окружающей среды [текст]: Учеб. для тех. спец. вузов / Ф.А. Барбинов [и др.]; Под ред. С.В. Белова. – 2-е изд., испр. и доп. – М.: Высш. шк., 1991. – 319 с.: ил. – ISBN 5 – 06 – 000665–4.
13. Режущий инструмент [Текст]: Курсовое и дипломное проектирование. Учебное пособие / М.Л. Еременко [и др.]; Под ред. Е.Э. Фельдштейна. – Мн.: Дизайн ПРО, 1997. – 384 с.: ил. – ISBN 985 – 6482 – 08 –5.
14. Справочник технолога-машиностроителя [Текст] / А.М. Дальский [и др.]; Под ред. А.М. Дальский, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова.– В 2 т. Т1 5-е изд., перераб. и доп. – М.: Машиностроение -1, 2001,– 912 с.: ил. – ISBN 5–94275–014–9.
15. Справочник технолога-машиностроителя [Текст] / А.М. Дальский [и др.]; Под ред. А.М. Дальский, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова.– В 2 т. Т2 5-е изд., перераб. и доп. – М.: Машиностроение -1, 2001,– 944 с.: ил. – ISBN 5–94275–015-9.
Введение
Сущностью технологии машиностроения является учение о способах и процессах промышленного производства продукции заданного качества и в требуемом количестве. Современное развитие технологии машиностроения представляет собой совокупность взаимосвязанных процессов совершенствования прежде всего методов обработки материалов, технологического оборудования, обрабатывающего и измерительного инструментов, а также теоретических и практических основ процессов обработки. Оно стимулируется усложнением конструкции изделий, повышением требований к качеству их изготовления и стремлением снизить себестоимость продукции, а также частой сменой объектов производства. Использование много инструментальных станков с ЧПУ, оснащенных средствами механизации и автоматизации, позволяет проектировать технологические процессы обработки деталей с укрупненными насыщенными переходами операциями, уменьшить трудоемкость их изготовления и существенно сократить время технологической подготовки производства при частой смене номенклатуры выпускаемых изделий.
В современном производстве еще достаточно высока доля технологических процессов, не в полной мере удовлетворяющих выше перечисленным требованиям. Поэтому внедрение прогрессивных методов размерной обработки деталей, экономически обоснованное применение высокопроизводительного оборудования, износостойкого комбинированного режущего инструмента, механизированной оснастки и средств автоматизации производственных процессов в механических цехах современных машиностроительных заводов становится весьма актуальным.
Общая часть
Характеристика объекта производства
Деталь Корпус СКПМЗУН-21.01.0421 входит в состав коробки отбора мощности машины СКПМЗУН и представляет собой отливку коробчатой формы из серого чугуна СЧ 15 ГОСТ 1412-85 и предназначена для установки и крепления в нем деталей и механизмов машин.
Корпусные детали в значительной степени определяют работоспособность и надежность машин по критериям: виброустойчивости, точности работы под нагрузкой, долговечности, прочности, жесткости и т.д.
Коробка отбора мощности с помощью проставка через прокладку посредством шпилек крепиться к задней плоскости коробки передач. Крутящий момент от промежуточного вала коробки передач через зубчатую втулку передаётся ведущему валу коробки отбора мощности.
Внутри корпуса коробки на конических роликоподшипниках установлены три шлицевых вала – верхний со скользящей шестернёй – для привода масляного насоса, средний,также со скользящей шестернёй – для привода водяного насоса и нижний со скользящей шестернёй для привода редуктора щётки.
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!