Экзаменационный билет № 6
1. Обозначение машинных комплексов.
2. Непрерывность технологических процессов.
1. Обозначение машинных комплексов.
Не нашёл ничего.
2. Непрерывность технологических процессов
Непрерывные технологические процессы, как правило, характеризуются тем, что сырье и готовый продукт находятся в жидком, газообразном или сыпучем состоянии. Поэтому транспортировка сырья и продукта на всех стадиях его получения осуществляется непрерывно. Наиболее характерным производством с непрерывным технологическим процессом является химический комбинат, где в специальных аппаратах перерабатывается природный газ, который от начала и до конца технологического процесса перемещается непрерывно. [1]
Непрерывные технологические процессы отличаются тем, что, как правило, сырье и полуфабрикаты подаются на переработку непрерывно в течение достаточно продолжительного времени, часто поступают с одного передела на другой без промежуточного хранения с задержкой только на время транспортировки.
Непрерывные технологические процессы применяются изолированно для каждой из операций. Так как сами методы обработки по природе своей непрерывны, то возможность применения непрерывных технологических процессов определяется возможностью замены обрабатываемых деталей без прерывания процесса обработки. Таким образом, возможность построения непрерывных технологических процессов зависит прежде всего от характера заготовок и типа инструмента.
Непрерывным технологическим процессом называется такой процесс, при котором перерабатываемые материалы или продукты непрерывным потоком из одного технологического аппарата (машины) передаются в другой. Непрерывные процессы, как правило, выполняют на различных технологических аппаратах, а прерывные - на технологических машинах. [6]
Внедрение непрерывных технологических процессов позволяет решить комплекс задач и прежде всего повысить уровень механизации и автоматизации производства и на этой основе снизить трудоемкость производства, качественно изменить социальные условия труда.
Экзаменационный билет № 14
1. Рабочий цикл машины циклического действия и способы его сокращения
2. Рабочий цикл машин непрерывного действия и способы его сокращения
1. К машинам цикличного действия, применяемых на погрузочно-разгрузочных работах с сыпучими и кусковыми материалами и грунтом, могут, отнесены:
- одноковшовые универсальные экскаваторы на пневмоколесном и гусеничном ходу, оборудованные прямой лопатой, драглайном, погрузочными ковшами или специальным погрузочным оборудованием;
- экскаваторы-планировщики;
- одноковшовые универсальные погрузчики на пневмоколесном и гусеничном ходу;
- автопогрузчики;
- электро-погрузчики на пневмоколесном ходу и грузовых шинах (густматиках);
- специальные погрузчики и разгрузчики.
Машины циклического действия (прессы, литьевые, формовочные и др.) в последнее время с достаточной полнотой оснащаются средствами автоматизации контроля, регулирования (температура, давление) и управления. Но в большинстве случаев они работают на полуавтоматическом режиме, вследствие чисто конструктивных затруднений, возникающих при решении узлов автоматической загрузки и разгрузки.
В машинах непрерывно циклического действия технологический процесс - выполняется непрерывно, но циклически. Подача объекта в машину может быть поштучной или массовой, а выход из машины, наоборот, массовый или поштучный. В отдельных местах таких машин обработка объекта прерывается, с тем чтобы после автоматического перемещения объекта начаться в новом месте машины.
2. Операции машин непрерывного действия совмещены во времени, а в пределах каждой операции строительный материал находится на разных этапах преобразования. Эти машины выдают продукцию непрерывно.
К машинам непрерывного действия могут быть отнесены: многоковшовые погрузчики и конвейеры.
Экзаменационный билет № 18
· 1. Рабочие органы прессов.
· 2. Повышение безопасности машин.
1. Рабочими органами прессов являются верхние и нижние прессующие подушки, отлитые из чугуна или алюминия. Прессы последних выпусков оборудованы подушками, отлитыми из сулумина. Подушки могут быть с паровым или электрическим нагревом в зависимости от вида теплоносителя.
Поэтому эту камеру называют камерой подогрева. Нижнюю камеру называют камерой пропаривания. При открытии клапана пар проходит в камеру пропаривания и через ее отверстия поступает на ткань, расположенную на нижней подушке.
В прессах с электрическим обогревом подушек гладильная поверхность нагревается так же, как и в электроутюгах — спиральными или трубчатыми электронагревательными элементами. Мощность электронагревательных элементов 2—6 кВт в зависимости от размеров подушек.
2. Про концевики, аварийные кнопки, и экраны.
Экзаменационный билет № 19
1. Рабочие органы машин с дисковыми и ленточными ножами.
2. Рабочие органы машины с поступательно возвратно движущимися ножами.
1.Рабочие органы машин с дисковыми и ленточными ножами.
Механизмы и машины для резки сырья
Измельчение резкой осуществляют ножами разной формы, изготовляемыми из инструментальной стали. Нож должен совершать одновременно два силовых движения — перпендикулярно к лезвию и параллельно ему. При этом микроскопические зубцы перерезают волокна и клетки измельчаемого продукта. Таким образом разрезают продукты с низкой механической прочностью (растительное сырье). Если приходится разрезать труднодеформируемые продукты с высокой механической прочностью, то лезвие режущего инструмента должно иметь зубцы с углом заточки а<0, т. е. в этом случае процесс резки превращается в распиливание. При этом измельчаемый материал не соприкасается со стенками пилы, вследствие чего уменьшаются трение и расход энергии. На консервных предприятиях распиливанию подвергают кости и другие твердые продукты.
Схема резки продукта ножами разной формы показана на рис. 1. Поступательное движение продукта 4 к режущим ножам осуществляется транспортером 6 со скребками 5. Скорость движения транспортера, а следовательно, и продукта обозначим vnp(перпендикулярно к лезвиям). Движущийся продукт встречает дисковый нож 3, вращающийся с определенной угловой скоростью. Скорости движения продукта вдоль лезвия vти перпендикулярно к лезвию vnpгеометрически складываются, и воздействие на продукт возрастает.
Ленточный нож 2 обеспечивает непрерывное движение лезвия перпендикулярно к движению продукта со скоростью vт; при этом продукт разрезается.
Другой способ резки обеспечивается возвратно-поступательным движением ножа 1 со средней скоростью vт. Режущие инструменты 1 и 3, действующие раздельно или совместно, получили широкое распространение в тех случаях, когда необходимо нарезать кусочки в виде лапши (столбиков) или кубиков.

Рис. 1. Обобщенная схема резки продукта ножами
В некоторых резательных машинах нож не совершает возвратно-поступательного движения, т. е. vт=0, поэтому продукт измельчается не резкой, а рубкой, что нежелательно, но оправдано благодаря конструктивному упрощению режущих устройств. Применительно к обобщенной схеме достаточно отключить нож 1 от механизма, приводящего его в возвратно-поступательное движение, и вместо резки будет происходить рубка при vт=0.
Механизмы для резки плодов и овощей — основные элементы резательных машин, они включают в себя рабочие органы и систему для подачи и отведения продукта. Подача и отведение продукта осуществляются гравитационно, принудительно или самопроизвольно от действия силы трения, возникающей между продуктом и поверхностью ножа (дискового). Резка может производиться в одной или нескольких плоскостях, прямо или криволинейно.

Рис. 2. Схемы механизмов с дисковыми ножами
Схемы механизмов с дисковыми ножами, смонтированными на общем валу, показаны на рис. 2. Продукт лежит свободно на ленточном транспортере или на подставке с опорами.
На рис. 2, а, б приведен комбинированный режущий инструмент, состоящий из горизонтального лезвия и гребенки с вертикально установленными тонкими лезвиями. Этим инструментом продукт разрезают сразу в двух плоскостях — горизонтальной и вертикальной. Нарезанный продукт имеет форму параллелепипедов (столбиков), размеры которых зависят от высоты установки лезвия горизонтального ножа над диском и расстояния между вертикальными лезвиями.
При условии, когда vт?vпр, резка сопровождается значительной деформацией продукта (см. рис. 2, а). Если продукт закреплен (фиксируется) неподвижно (vт>>vпр; vт=vпр(20...30), резка получается намного качественнее (см. рис. 2, б). Замена дискового ножа ленточным предпочтительна при резке твердых материалов на крупные куски. В консервной промышленности такой способ широко применяют.
Режущий механизм с неподвижным плоским ножом 2 и гребневидной опорой 1 показан на рис. 2, в. Резка происходит при наклонном расположении ножа к плоскости движения (vпр). Такое исполнение просто и целесообразно при резке крупных плодов.
Механизм с дисковыми ножами и ротационной подачей (рис. 2, г) состоит из вала 2 с дисковыми ножами 1, смонтированными на определенной высоте h (см. рис. 2, в), вала 3 (см. рис. 2, г) с барабаном 4, установленными в кожухе 5. На поверхности барабана нарезаны каналы, в которые заходят ножи, благодаря чему продукт полностью разрезается.
Схема резки двумя дисковыми ножами показана на рис.2, е.
Механизм резки (сечения) плоским ножом, совершающим возвратно-поступательное движение с помощью кривошипно-шатунного механизма, изображен на рис. 2, е.
В механизме, показанном на рис. 2, ж, плоды засыпают в бункер 4. Нижний край его находится на расстоянии h от неподвижной плоскости 3. Кожух бункера служит опорой, благодаря которой при движении ножа 1 отрезается выступающий из бункера слой продукта требуемой толщины. Затем нож выступом 2 выталкивает этот слой из-под бункера и возвращается в первоначальное положение, далее процесс повторяется.
В механизме с плоскими ножами (рис. 2, з) возвратно-поступательное движение ножа заменено вращательным. Нож 4 закреплен неподвижно на вращающемся диске 1 так, чтобы лезвие его было расположено выше диска на величину h, и при вращении вала 2 нож срезает слой продукта, поступающего из бункера 3, требуемой толщины.
На диске можно закрепить несколько ножей (обычно 2...4). В зависимости от частоты вращения диска изменяется производительность режущего механизма.
Производительность режущего механизма (кг/с)

Механизм резки в трех взаимно перпендикулярных плоскостях (на кубики) показан на рис. 3. В горизонтальном барабане 1 на горизонтальном валу вращается вертикальная шайба 2 с радиальными лопатками 8. Часть 10 барабана 1 свободно закреплена за основание 9, а ее положение регулируется и фиксируется винтами 11. Продукт 6 поступает в барабан и прижимается шайбой 2 к его стенкам. Вращающиеся лопатки 8 захватывают продукт, подают его к неподвижным плоским ножам 7, которые разрезают его на пласты. Высота h пласта зависит от угла расположения части 10 к барабану 1. Дисковый нож 12 нарезает пласты на полоски, а плоские ножи 4, смонтированные на роторе 3, нарезают полоски на кубики шириной 6=8 мм.
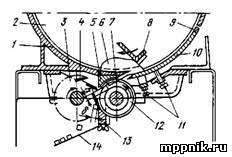
Рис. 3. Механизм резки в трех взаимно перпендикулярных плоскостях
Благодаря каналам на поверхности опоры 5 и зубья в заданной части на отбивающем гребне 13 можно полностью разрезать продукт. Полученные кубики отводятся по желобу 14.
В резательном механизме машины «Ритм» продукт загружается в бункер и затем попадает в карманы питателя, вращающегося с частотой 500 мин-1. Электродвигатель приводит во вращение зубчатый редуктор, расположенный в корпусе. Продукт, поданный питателем в зону резки, разрезается в трех взаимно перпендикулярных плоскостях на кубики и по лотку выводится из машины. Детали и узлы смонтированы на сварной станине.
Используя комплект ножей, прилагаемых к машине, можно нарезать кубики с размером граней 5, 7 и 10 мм.
Производительность машины «Ритм» составляет 0,56 кг/с (2000 кг/ч), мощность электродвигателя 1,7 кВт, масса 280 кг.
Резательная машина А9-КИП предназначена для резки овощей и фруктов на кубики, лапшу, ломтики и брусочки. Она состоит из приводного и режущего блоков, станины, пластового ножа, подвижной деки и механизма регулирования ее панели, ферромагнитного уловителя.
На станине смонтирован электродвигатель, сообщающий при помощи клиноременной передачи вращение приводному блоку, на вал которого насажен барабан, представляющий собой два диска с приваренными к ним четырьмя лопастями. К неподвижной стойке крепится корпус барабана, на котором размещен неподвижный пластовый нож.
От шестерни приводного блока получают вращение шпиндели поперечной и продольной резки, образующие режущий блок, который расположен на оси и легко может быть откинут из рабочего положения на стержень для производства ремонтных и наладочных работ.
К центральному отверстию корпуса барабана примыкает бункер. За шпинделем продольной резки на станине жестко смонтирован лоток, через который выгружается продукт.
Сырье проходит через ферромагнитный уловитель и загрузочный бункер, поступает во вращающийся барабан, увлекается лопастями и под действием центробежной силы прижимается к верхней поверхности неподвижного корпуса. При прохождении сырья между декой и пластовым ножом происходит отрезание пласта. Толщина его регулируется изменением расстояния между подвижной декой и ножом. При дальнейшем перемещении пласт попадает под ножи шпинделя поперечной резки, которые разрезают его на лапшу размером, определяемым конструкцией и частотой вращения шпинделя. Лапша, перемещаясь по поверхности держателя пластового ножа, попадает под дисковые ножи, в результате чего нарезается на кубики или брусочки.
Техническая характеристика машины А9-КИП: производительность при резке на кубики размером 9,5x9,5x9,5 мм составляет 5000 кг/ч; допустимое количество мелочи 5%; установленная мощность электродвигателя 2,2 кВт; габаритные размеры 1300x950x1200 мм; масса 355 кг.
Резательная машина РЗ-КРА предназначена для механической ориентации, удаления сердцевины и резки яблок на дольки (рис. 4).
На каркасе 13 закреплены валы: ведущий 3 со звездочкой 15 и ведомый 14 наклонного цепного конвейера 2, рабочий орган которого образован из блоков роликов и бункера 1 для приема плодов. На каркасе 12 закреплены валы: ведущий 7, ведомый 4 со звездочкой 16, а также привод 9, электрооборудование 5 и опоры 10.

Рис. 4. Машина РЗ-КРА
Валы 4 и 7 приводят в движение горизонтальный цепной конвейер, рабочий орган которого состоит из плит 17 С толкателями 18.
Плоды диаметром 55...75 мм с коэффициентом формы 0,7...1,1 засыпают в загрузочный бункер наклонного конвейера. При движении его цепей ролики приводят во вращение плоды. При этом они падают в пространство между соседними роликами и укладываются в ячейки плит горизонтального конвейера, где происходит их ориентация. Далее плоды проходят через подпружиненные двустворчатые ворота отсекателя. При этом ориентированный плод надежно удерживается держателем и фиксатором 19 и, преодолевая сопротивление подпружиненных ворот, проходит через них, а неориентированный плод не удерживается и, провалившись через зазор между плитами, скатывается по лотку 11. Далее плоды поступают в зону резки. При движении вниз ножи 20 входят в плоды не на полную их высоту, при обратном ходе ножей плоды извлекаются из ячеек; при следующем рабочем ходе ножей сидящие на них плоды встречаются с плодами, уложенными в ячейках, и разрезаются. Дольки разрезанных плодов выносятся плитами конвейера и лотком 8, и сердцевина удаляется по лотку 6.
Техническая характеристика машины РЗ-КРА: производительность 2000 кг/ч; установленная мощность 2,2 кВт; габаритные размеры 6050x1480x1800 мм; масса 2085 кг.
Технологический расчет резательных машин проводят следующим образом.
Производительность резательных машин (кг/с) можно определить, исходя из двух основных положений:
1) равенство производительности машины и массы продукта, подаваемого питающим устройством к режущему инструменту:

При значительной степени измельчения величинами z0и f0можно пренебречь.
Для определения режущей способности машины в каждом отдельном случае нужно проанализировать кинематическую схему привода ножей, форму лезвия и другие параметры. Если продукт разрезается дисковыми ножами, режущий механизм состоит из z групп ножей и в каждой группе находится xiодинаковых ножей; каждый из ножей перерезает за один оборот площадь fi. (м2); в этом случае режущая способность машины (м2/с)

2. Рабочие органы машины с поступательно возвратно движущимися ножами.
Ножницы ручные предназначены для прямолинейной и фасонной резки и раскроя листового металла, а также вырубки в нем отверстий и окон различной конфигурации при выполнении арматур - 'ных, сварочных, кровельных, санитарно-технических, электромонтажных и гидроизоляционных работ, а также при монтаже металлических и сборных железобетонных конструкций. Основным параметром ножниц является толщина разрезаемого материала. По конструктивному исполнению режущего инструмента различают ножевые и вырубные ножницы.
Ножевые ножницы (рис. 23.22) используются для прямолинейной и фасонной резки листового проката различных металлов толщиной до 3,5 мм. Рабочим органом являются верхний подвижный 2 и нижний неподвижный 1 ножи, между которыми размещается разрезаемый металл. Подвижный нож прикреплен винтом к ползуну 3, совершающему возвратно-поступательное движение при вращении выходного эксцентрикового вала 4. Вал приводится в движение от электродвигателя 5 через двухступенчатый цилиндрический редуктор 6. Регулировка зазора между ножами производится перемещением неподвижного ножа в плоскости, перпендикулярной плоскости реза. Сущность резки металла ножевыми ножницами заключается в сдвиге металла двумя ножами. Такой способ резки прост и производителен и осуществляется без отходов металла. К недостаткам его относятся образование вмятин, заусен-
 А — общий вид; б — кинематическая схема
А — общий вид; б — кинематическая схема
|
Цев, деформация листа, которые приводят к необходимости последующей правки и зачистки металла, возникновение вибрационных нагрузок, действующих на оператора, невозможность раскроя металла по малым радиусам (менее 50... 60 мм) и внутриконтурной вырезки.
Вырубные ножницы (рис. 23.23)" состоят из электродвигателя 6, двухступенчатого редуктора 7, кривошипно-шатуниого механизма 5, пуансона 3 и матрицы 1. Пуансон, выполненный в виде пустотелого цилиндра, прикреплен к ползуну 4 и совершает вместе с ним возвратно-поступательное движенце. Через отверстие в пуансоне проходит стержень 2, в нижней части которого закреплена матрица. Верхний конец стержня с помощью установочного винта зажат в неподвижной детали, соединенной с корпусом клеммным зажимом. В этих ножницах используется перфорационная вырубка (высечка) металла. При этом с помощью пуансона и матрицы происходит следующее одно за другим отделение металла в виде сегментов или прямоугольников (в зависимости от формы пуансона и матрицы).
Экзаменационный билет № 21
1. Комплексно-механизированные склады.
2. Производительность линии и способы ее повышения.
1. комплексно-механизированные или высокомеханизированные склады – склады, на которых все погрузо-разгрузочные, транспортные и складские (ПРТС) работы выполняются с применением машин и механизмов с ручным управлением;
2.Производительность линии и способы ее повышения. Здесь совсем просто. Можешь рассказать про научную организацию труда.
Билет № 25.
Циклограммы.
Экзаменационный билет № 6
1. Обозначение машинных комплексов.
2. Непрерывность технологических процессов.
1. Обозначение машинных комплексов.
Не нашёл ничего.
2. Непрерывность технологических процессов
Непрерывные технологические процессы, как правило, характеризуются тем, что сырье и готовый продукт находятся в жидком, газообразном или сыпучем состоянии. Поэтому транспортировка сырья и продукта на всех стадиях его получения осуществляется непрерывно. Наиболее характерным производством с непрерывным технологическим процессом является химический комбинат, где в специальных аппаратах перерабатывается природный газ, который от начала и до конца технологического процесса перемещается непрерывно. [1]
Непрерывные технологические процессы отличаются тем, что, как правило, сырье и полуфабрикаты подаются на переработку непрерывно в течение достаточно продолжительного времени, часто поступают с одного передела на другой без промежуточного хранения с задержкой только на время транспортировки.
Непрерывные технологические процессы применяются изолированно для каждой из операций. Так как сами методы обработки по природе своей непрерывны, то возможность применения непрерывных технологических процессов определяется возможностью замены обрабатываемых деталей без прерывания процесса обработки. Таким образом, возможность построения непрерывных технологических процессов зависит прежде всего от характера заготовок и типа инструмента.
Непрерывным технологическим процессом называется такой процесс, при котором перерабатываемые материалы или продукты непрерывным потоком из одного технологического аппарата (машины) передаются в другой. Непрерывные процессы, как правило, выполняют на различных технологических аппаратах, а прерывные - на технологических машинах. [6]
Внедрение непрерывных технологических процессов позволяет решить комплекс задач и прежде всего повысить уровень механизации и автоматизации производства и на этой основе снизить трудоемкость производства, качественно изменить социальные условия труда.
Экзаменационный билет № 14
1. Рабочий цикл машины циклического действия и способы его сокращения
2. Рабочий цикл машин непрерывного действия и способы его сокращения
1. К машинам цикличного действия, применяемых на погрузочно-разгрузочных работах с сыпучими и кусковыми материалами и грунтом, могут, отнесены:
- одноковшовые универсальные экскаваторы на пневмоколесном и гусеничном ходу, оборудованные прямой лопатой, драглайном, погрузочными ковшами или специальным погрузочным оборудованием;
- экскаваторы-планировщики;
- одноковшовые универсальные погрузчики на пневмоколесном и гусеничном ходу;
- автопогрузчики;
- электро-погрузчики на пневмоколесном ходу и грузовых шинах (густматиках);
- специальные погрузчики и разгрузчики.
Машины циклического действия (прессы, литьевые, формовочные и др.) в последнее время с достаточной полнотой оснащаются средствами автоматизации контроля, регулирования (температура, давление) и управления. Но в большинстве случаев они работают на полуавтоматическом режиме, вследствие чисто конструктивных затруднений, возникающих при решении узлов автоматической загрузки и разгрузки.
В машинах непрерывно циклического действия технологический процесс - выполняется непрерывно, но циклически. Подача объекта в машину может быть поштучной или массовой, а выход из машины, наоборот, массовый или поштучный. В отдельных местах таких машин обработка объекта прерывается, с тем чтобы после автоматического перемещения объекта начаться в новом месте машины.
2. Операции машин непрерывного действия совмещены во времени, а в пределах каждой операции строительный материал находится на разных этапах преобразования. Эти машины выдают продукцию непрерывно.
К машинам непрерывного действия могут быть отнесены: многоковшовые погрузчики и конвейеры.
Экзаменационный билет № 18
· 1. Рабочие органы прессов.
· 2. Повышение безопасности машин.
1. Рабочими органами прессов являются верхние и нижние прессующие подушки, отлитые из чугуна или алюминия. Прессы последних выпусков оборудованы подушками, отлитыми из сулумина. Подушки могут быть с паровым или электрическим нагревом в зависимости от вида теплоносителя.
Поэтому эту камеру называют камерой подогрева. Нижнюю камеру называют камерой пропаривания. При открытии клапана пар проходит в камеру пропаривания и через ее отверстия поступает на ткань, расположенную на нижней подушке.
В прессах с электрическим обогревом подушек гладильная поверхность нагревается так же, как и в электроутюгах — спиральными или трубчатыми электронагревательными элементами. Мощность электронагревательных элементов 2—6 кВт в зависимости от размеров подушек.
2. Про концевики, аварийные кнопки, и экраны.
Экзаменационный билет № 19
1. Рабочие органы машин с дисковыми и ленточными ножами.
2. Рабочие органы машины с поступательно возвратно движущимися ножами.
1.Рабочие органы машин с дисковыми и ленточными ножами.
Механизмы и машины для резки сырья
Измельчение резкой осуществляют ножами разной формы, изготовляемыми из инструментальной стали. Нож должен совершать одновременно два силовых движения — перпендикулярно к лезвию и параллельно ему. При этом микроскопические зубцы перерезают волокна и клетки измельчаемого продукта. Таким образом разрезают продукты с низкой механической прочностью (растительное сырье). Если приходится разрезать труднодеформируемые продукты с высокой механической прочностью, то лезвие режущего инструмента должно иметь зубцы с углом заточки а<0, т. е. в этом случае процесс резки превращается в распиливание. При этом измельчаемый материал не соприкасается со стенками пилы, вследствие чего уменьшаются трение и расход энергии. На консервных предприятиях распиливанию подвергают кости и другие твердые продукты.
Схема резки продукта ножами разной формы показана на рис. 1. Поступательное движение продукта 4 к режущим ножам осуществляется транспортером 6 со скребками 5. Скорость движения транспортера, а следовательно, и продукта обозначим vnp(перпендикулярно к лезвиям). Движущийся продукт встречает дисковый нож 3, вращающийся с определенной угловой скоростью. Скорости движения продукта вдоль лезвия vти перпендикулярно к лезвию vnpгеометрически складываются, и воздействие на продукт возрастает.
Ленточный нож 2 обеспечивает непрерывное движение лезвия перпендикулярно к движению продукта со скоростью vт; при этом продукт разрезается.
Другой способ резки обеспечивается возвратно-поступательным движением ножа 1 со средней скоростью vт. Режущие инструменты 1 и 3, действующие раздельно или совместно, получили широкое распространение в тех случаях, когда необходимо нарезать кусочки в виде лапши (столбиков) или кубиков.
Рис. 1. Обобщенная схема резки продукта ножами
В некоторых резательных машинах нож не совершает возвратно-поступательного движения, т. е. vт=0, поэтому продукт измельчается не резкой, а рубкой, что нежелательно, но оправдано благодаря конструктивному упрощению режущих устройств. Применительно к обобщенной схеме достаточно отключить нож 1 от механизма, приводящего его в возвратно-поступательное движение, и вместо резки будет происходить рубка при vт=0.
Механизмы для резки плодов и овощей — основные элементы резательных машин, они включают в себя рабочие органы и систему для подачи и отведения продукта. Подача и отведение продукта осуществляются гравитационно, принудительно или самопроизвольно от действия силы трения, возникающей между продуктом и поверхностью ножа (дискового). Резка может производиться в одной или нескольких плоскостях, прямо или криволинейно.
Рис. 2. Схемы механизмов с дисковыми ножами
Схемы механизмов с дисковыми ножами, смонтированными на общем валу, показаны на рис. 2. Продукт лежит свободно на ленточном транспортере или на подставке с опорами.
На рис. 2, а, б приведен комбинированный режущий инструмент, состоящий из горизонтального лезвия и гребенки с вертикально установленными тонкими лезвиями. Этим инструментом продукт разрезают сразу в двух плоскостях — горизонтальной и вертикальной. Нарезанный продукт имеет форму параллелепипедов (столбиков), размеры которых зависят от высоты установки лезвия горизонтального ножа над диском и расстояния между вертикальными лезвиями.
При условии, когда vт?vпр, резка сопровождается значительной деформацией продукта (см. рис. 2, а). Если продукт закреплен (фиксируется) неподвижно (vт>>vпр; vт=vпр(20...30), резка получается намного качественнее (см. рис. 2, б). Замена дискового ножа ленточным предпочтительна при резке твердых материалов на крупные куски. В консервной промышленности такой способ широко применяют.
Режущий механизм с неподвижным плоским ножом 2 и гребневидной опорой 1 показан на рис. 2, в. Резка происходит при наклонном расположении ножа к плоскости движения (vпр). Такое исполнение просто и целесообразно при резке крупных плодов.
Механизм с дисковыми ножами и ротационной подачей (рис. 2, г) состоит из вала 2 с дисковыми ножами 1, смонтированными на определенной высоте h (см. рис. 2, в), вала 3 (см. рис. 2, г) с барабаном 4, установленными в кожухе 5. На поверхности барабана нарезаны каналы, в которые заходят ножи, благодаря чему продукт полностью разрезается.
Схема резки двумя дисковыми ножами показана на рис.2, е.
Механизм резки (сечения) плоским ножом, совершающим возвратно-поступательное движение с помощью кривошипно-шатунного механизма, изображен на рис. 2, е.
В механизме, показанном на рис. 2, ж, плоды засыпают в бункер 4. Нижний край его находится на расстоянии h от неподвижной плоскости 3. Кожух бункера служит опорой, благодаря которой при движении ножа 1 отрезается выступающий из бункера слой продукта требуемой толщины. Затем нож выступом 2 выталкивает этот слой из-под бункера и возвращается в первоначальное положение, далее процесс повторяется.
В механизме с плоскими ножами (рис. 2, з) возвратно-поступательное движение ножа заменено вращательным. Нож 4 закреплен неподвижно на вращающемся диске 1 так, чтобы лезвие его было расположено выше диска на величину h, и при вращении вала 2 нож срезает слой продукта, поступающего из бункера 3, требуемой толщины.
На диске можно закрепить несколько ножей (обычно 2...4). В зависимости от частоты вращения диска изменяется производительность режущего механизма.
Производительность режущего механизма (кг/с)
Механизм резки в трех взаимно перпендикулярных плоскостях (на кубики) показан на рис. 3. В горизонтальном барабане 1 на горизонтальном валу вращается вертикальная шайба 2 с радиальными лопатками 8. Часть 10 барабана 1 свободно закреплена за основание 9, а ее положение регулируется и фиксируется винтами 11. Продукт 6 поступает в барабан и прижимается шайбой 2 к его стенкам. Вращающиеся лопатки 8 захватывают продукт, подают его к неподвижным плоским ножам 7, которые разрезают его на пласты. Высота h пласта зависит от угла расположения части 10 к барабану 1. Дисковый нож 12 нарезает пласты на полоски, а плоские ножи 4, смонтированные на роторе 3, нарезают полоски на кубики шириной 6=8 мм.
Рис. 3. Механизм резки в трех взаимно перпендикулярных плоскостях
Благодаря каналам на поверхности опоры 5 и зубья в заданной части на отбивающем гребне 13 можно полностью разрезать продукт. Полученные кубики отводятся по желобу 14.
В резательном механизме машины «Ритм» продукт загружается в бункер и затем попадает в карманы питателя, вращающегося с частотой 500 мин-1. Электродвигатель приводит во вращение зубчатый редуктор, расположенный в корпусе. Продукт, поданный питателем в зону резки, разрезается в трех взаимно перпендикулярных плоскостях на кубики и по лотку выводится из машины. Детали и узлы смонтированы на сварной станине.
Используя комплект ножей, прилагаемых к машине, можно нарезать кубики с размером граней 5, 7 и 10 мм.
Производительность машины «Ритм» составляет 0,56 кг/с (2000 кг/ч), мощность электродвигателя 1,7 кВт, масса 280 кг.
Резательная машина А9-КИП предназначена для резки овощей и фруктов на кубики, лапшу, ломтики и брусочки. Она состоит из приводного и режущего блоков, станины, пластового ножа, подвижной деки и механизма регулирования ее панели, ферромагнитного уловителя.
На станине смонтирован электродвигатель, сообщающий при помощи клиноременной передачи вращение приводному блоку, на вал которого насажен барабан, представляющий собой два диска с приваренными к ним четырьмя лопастями. К неподвижной стойке крепится корпус барабана, на котором размещен неподвижный пластовый нож.
От шестерни приводного блока получают вращение шпиндели поперечной и продольной резки, образующие режущий блок, который расположен на оси и легко может быть откинут из рабочего положения на стержень для производства ремонтных и наладочных работ.
К центральному отверстию корпуса барабана примыкает бункер. За шпинделем продольной резки на станине жестко смонтирован лоток, через который выгружается продукт.
Сырье проходит через ферромагнитный уловитель и загрузочный бункер, поступает во вращающийся барабан, увлекается лопастями и под действием центробежной силы прижимается к верхней поверхности неподвижного корпуса. При прохождении сырья между декой и пластовым ножом происходит отрезание пласта. Толщина его регулируется изменением расстояния между подвижной декой и ножом. При дальнейшем перемещении пласт попадает под ножи шпинделя поперечной резки, которые разрезают его на лапшу размером, определяемым конструкцией и частотой вращения шпинделя. Лапша, перемещаясь по поверхности держателя пластового ножа, попадает под дисковые ножи, в результате чего нарезается на кубики или брусочки.
Техническая характеристика машины А9-КИП: производительность при резке на кубики размером 9,5x9,5x9,5 мм составляет 5000 кг/ч; допустимое количество мелочи 5%; установленная мощность электродвигателя 2,2 кВт; габаритные размеры 1300x950x1200 мм; масса 355 кг.
Резательная машина РЗ-КРА предназначена для механической ориентации, удаления сердцевины и резки яблок на дольки (рис. 4).
На каркасе 13 закреплены валы: ведущий 3 со звездочкой 15 и ведомый 14 наклонного цепного конвейера 2, рабочий орган которого образован из блоков роликов и бункера 1 для приема плодов. На каркасе 12 закреплены валы: ведущий 7, ведомый 4 со звездочкой 16, а также привод 9, электрооборудование 5 и опоры 10.
Рис. 4. Машина РЗ-КРА
Валы 4 и 7 приводят в движение горизонтальный цепной конвейер, рабочий орган которого состоит из плит 17 С толкателями 18.
Плоды диаметром 55...75 мм с коэффициентом формы 0,7...1,1 засыпают в загрузочный бункер наклонного конвейера. При движении его цепей ролики приводят во вращение плоды. При этом они падают в пространство между соседними роликами и укладываются в ячейки плит горизонтального конвейера, где происходит их ориентация. Далее плоды проходят через подпружиненные двустворчатые ворота отсекателя. При этом ориентированный плод надежно удерживается держателем и фиксатором 19 и, преодолевая сопрот






