На рисунке 24 приведен чертеж детали «Шарик» (базовый вариант).
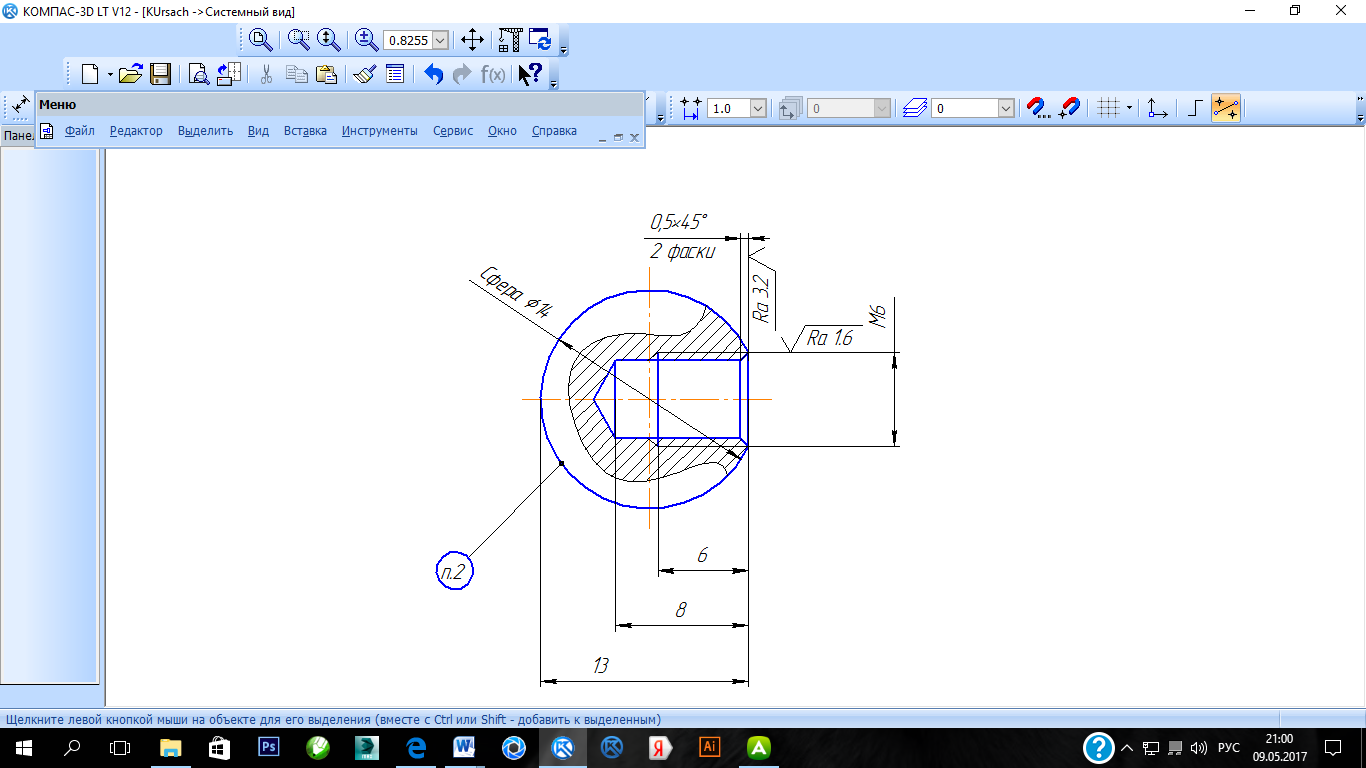
Рисунок 24 – Чертеж детали «Шарик»
Все размеры, проставленные на чертеже удобны для измерения при обработке на всех переходах. Соответственно, деталь можно изготовить с требуемой точностью. Инструментами для измерения будут служить штангенциркуль [20], микрометр [21], линейка металлическая [22], резьбомер[23], глубиномер[24].
На рисунке 25 представлен чертеж отливки детали «Шарик» (усовершенствованный вариант).
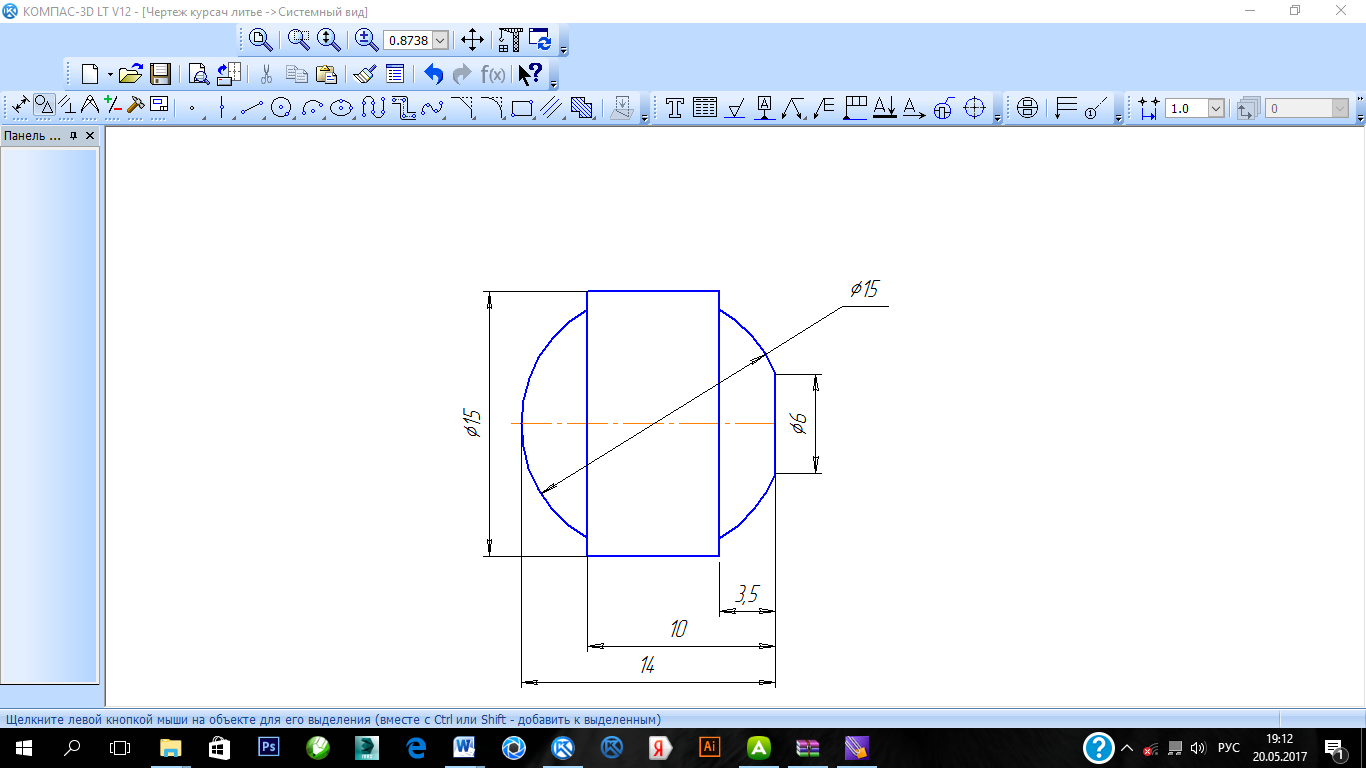
Рисунок 25 Чертеж отливки «Шарик» (Усовершенствованный вариант)
Все размеры, проставленные на чертеже удобны для измерения при обработке на всех переходах. Следовательно нам удастся добиться необходимой точности детали. Инструментами для измерения будут служить штангенциркуль[20], микрометр[21], линейка[22], резьбомер[23], глубиномер[24].
РАСЧЕТ ПРИПУСКОВ И СОРТАМЕНТА ЗАГОТОВКИ.
7.1 Базовый вариант
Деталь- «Шарик»
Технические условия:
· Материал AMg3 ГОСТ 4784-97;
· Неуказанные предельные отклонения размеров по h=10;
· Шероховатость внешних поверхностей  =3,2 мкм;
=3,2 мкм;
Способ получения заготовки: пруток прессованный из алюминия и алюминиевых сплавов.
Операции механической обработки: точение поверхностей (черновое, чистовое и тонкое).
Способ крепления заготовки при выполнении токарных операций: в самоцентрирующемся трехкулачном патроне.
Заготовка: пруток закаленный прессованный из алюминия и алюминиевых сплавов круглого профиля ГОСТ 21488-97, обычной точности.
Базовый вариант - пруток закаленный прессованный из алюминия и алюминиевых сплавов круглого профиля ГОСТ 21488-97, обычной точности, без последующей правки.
Усовершенствованный вариант – отливка получаемая под давлением.
ГОСТом 21488-97 не оговаривается значение шероховатости и глубины дефектного слоя, поэтому использовали значения для стали.
Расчет диаметра заготовки D
Исходная заготовка
Шероховатость исходной заготовки  =125 мкм, согласно рекомендациям [25], глубина ее дефектного слоя
=125 мкм, согласно рекомендациям [25], глубина ее дефектного слоя  =150 мкм
=150 мкм
Кривизна прутка по [26, табл. 4, стр. 327] составляет 0,5 мкм на 1 мм длины. Тогда погрешность формы заготовки при длине 13мм равна:
 =0,5×13=6,5 мкм
=0,5×13=6,5 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна  =0
=0
Черновое точение
Согласно [26, табл. 5, стр. 328], после чернового точения заготовка из проката достигает 12 квалитета точности, =63 мкм, =60 мкм
Кривизна сортового проката по [26, табл. 4, стр. 327] составляет 0,6 мкм. Тогда погрешность формы заготовки равна:
=0,6×6,5=3,9 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =30
Чистовое точение
По данным [26, табл. 5, стр. 328], после чистового точения заготовка из проката достигает 10-11 квалитета точности, =20 мкм, =30 мкм
Кривизна сортового проката по [26, табл. 4, стр. 327] составляет 0,6 мкм. Тогда погрешность формы заготовки равна:
=0,6×3,9=2,34 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =0
Тонкое точение
Согласно рекомендациям [26, табл. 5, стр. 328], после тонкого точения заготовка из проката достигает 8 квалитета точности, =3,2 мкм.
Кривизна сортового проката по [26, табл. 4, стр. 327] составляет 0,6 мкм. Тогда погрешность формы заготовки равна:
=0,6×2,34=1,404 мкм
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Данные занесены в таблицу 1.
Таблица 1. Расчет припусков и размеров заготовки
| Операция
| 
|  , мкм , мкм
|  мкм мкм
|  мкм мкм
|  , мкм , мкм
|  , мкм , мкм
| Расчётный размер  , мм , мм
|
| Наименование
| №
|
| Исходная заготовка
|
|
|
|
| 6,5
|
|
| 15,32
|
| Черновое точение
|
|
|
|
| 3,9
|
|
| 14,357
|
| Чистовое точение
|
| 10-11
|
|
| 2,34
|
| 253,8
| 14,104
|
| Тонкое
точение
|
|
| 6,3
| -
| 1,104
|
| 104,68
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + Di-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
Di-1 – суммарное отклонение расположения и формы поверхности на предшествующем переходе;
ei – погрешность установки заготовки на выполняемом переходе [27].
Zmin1 = 125 + 150 + 6,5 + 200 = 481,5 мкм; 2 Zmin1 = 963 мкм;
Zmin2 = 63 + 60 + 12 + 0 = 126,9 мкм; 2 Zmin2 = 253,8 мкм;
Zmin3 = 20 + 30 + 7,2 + 0 = 57,2 мкм; 2 Zmin3 = 104,68 мкм;
Расчетные размеры:
D2 = D3 + 2 Zmin3 = 14 + 0,104 = 14,104 мм,
D1 = D2 + 2 Zmin2 = 14,104 + 0,253 = 14,357 мм,
D0 = D1 + 2 Zmin1 = 14,357 + 0,963 = 15,32 мм,
По данным ГОСТ 21488-97 принимаем диаметр заготовки равным D = 
Условное обозначение: Пруток AMг3 КР16x3000 ГОСТ 21488-97
Расчет длины заготовки L
Исходная заготовка
Шероховатость исходной заготовки =125 мкм, согласно рекомендациям [26, табл. 1, стр. 327] после, квалитет точности равен 14, глубина ее дефектного слоя =150 мкм
Углубление для входа отрезного резца равно x=0, так как при ширине резца a = 4мм, длина резца l = 35 мм по ГОСТ 18884-73, при диаметре D=14 мм.
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =0
Черновое точение
Согласно [26, табл. 5, стр. 328], после чернового точения заготовка из проката достигает 12 квалитета точности, =63 мкм, =60 мкм
Углубление для входа отрезного резца равно x =0
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =130
Чистовое точение
По данным [26, табл. 5, стр. 328], после чистового точения заготовка из проката достигает 10-11 квалитета точности, =20 мкм, =30 мкм
Углубление для входа отрезного резца равно x =0
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Тонкое точение
Согласно рекомендациям [26, табл. 5, стр. 328], после тонкого точения заготовка из проката достигает 8 квалитета точности, =3,2 мкм.
Углубление для входа отрезного резца равно x =0
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Данные занесены в таблицу 2.
Таблица 2. Расчет припусков и размеров заготовки
| Операция
|
| , мкм
| h  мкм мкм
|  мкм мкм
| , мкм
| , мкм
| Расчётный размер L, мм
|
| Наименование
| №
|
| Исходная заготовка
|
|
|
|
|
|
|
| 14,296
|
| Черновое точение
|
|
|
|
|
|
|
| 13,346
|
| Чистовое точение
|
| 10-11
|
|
|
|
|
| 13,100
|
| Тонкое
точение
|
|
| 6,3
| -
|
|
|
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + xi-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
xi-1 – углубление для входа отрезного резца;
ei – погрешность установки заготовки на выполняемом переходе [27].
Zmin1 = 125 + 150 + 0 + 200 = 475 мкм; 2 Zmin1 = 950 мкм;
Zmin2 = 63 + 60 + 0 + 0 = 123 мкм; 2 Zmin2 = 246 мкм;
Zmin3 = 20 + 30 + 0 + 0 = 50 мкм; 2 Zmin3 = 100 мкм;
Расчетные размеры:
L2 = L3 + 2 Zmin3 = 13 + 0,1 = 13,1 мм,
L1 = L2 + 2 Zmin2 = 13,1 + 0,246 = 13,346 мм,
L0 = L1 + 2 Zmin1 = 13,346 + 0,950 = 14,296 мм,
С учетом полученных данных, способа изготовления детали, выполненных операций и переходов, принимем длину заготовки равным L=15 мм плюс ширина отрезного резца a=3мм.
В итоге длина заготовки равна L=18 мм.
8.2 Усовершенственный вариант
Расчет диаметра заготовки D
Исходная заготовка
Шероховатость исходной заготовки по таблице [26, табл. 7, стр. 329] =50 мкм, глубина дефектного слоя цветных металлов равна =100 мкм, точность заготовки составляет 11-12
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме  =
=  ; где
; где  – зазор, мм;
– зазор, мм; 
 ; Зазор определяется по [26, табл. 9, стр. 330]
; Зазор определяется по [26, табл. 9, стр. 330]
Тогда =  =0,15 мкм
=0,15 мкм
Для исходной заготовки погрешность установки равна =0
Чистовое точение
После чистового точения заготовка из литья достигает 10 квалитета точности, =20 мкм, =20 мкм, согласно [26, табл. 10, стр. 332]
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [26, табл. 9, стр. 330]
Тогда = =0,15 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =0
Тонкое точение
Согласно рекомендациям [26, табл. 10, стр. 332], после тонкого точения заготовка из проката достигает 7-9 квалитета точности, =5 мкм, =5 мкм
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [26, табл. 9, стр. 330]
Тогда = =0,15 мкм
Данные занесены в таблицу 3.
Таблица 3. Расчет припусков и размеров заготовки
| Операция
|
| , мкм
| h мкм
|  мкм мкм
| , мкм
| , мкм
| Расчётный размер D, мм
|
| Наименование
| №
|
| Исходная заготовка
|
| 11-14
|
|
| 0,15
|
|
| 14,7
|
| Чистовое точение
|
|
|
|
| 0,15
|
| 700,3
| 14,3
|
| Тонкое
точение
|
| 7,9
|
|
| 0,15
|
| 80,3
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + Di-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
Di-1 – суммарное отклонение расположения и формы поверхности на предшествующем переходе;
ei – погрешность установки заготовки на выполняемом переходе [1].
Zmin1 = 50 + 100 + 0,15 + 200 = 350,15 мкм; 2 Zmin1 = 700,3 мкм;
Zmin2 = 20 + 20 + 0,15 + 0 = 40,15 мкм; 2 Zmin2 = 80,3 мкм;
Расчетные размеры:
D1 = D2 + 2 Zmin2 = 14 + 0,3 = 14,7 мм,
D0 = D1 + 2 Zmin1 = 14,3 + 0,080 = 14,38 мм.
Расчет длины заготовки L
Исходная заготовка
Шероховатость исходной заготовки по таблице [7, табл. 7, стр. 329] =50 мкм, глубина дефектного слоя цветных металлов равна =100 мкм, точность заготовки составляет 11-12
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [7, табл. 9, стр. 330]
Тогда = =0,15 мкм
Для исходной заготовки погрешность установки равна =0
Чистовое точение
После чистового точения заготовка из литья достигает 10 квалитета точности, =20 мкм, =20 мкм, согласно [7, табл. 10, стр. 332]
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [7, табл. 9, стр. 330]
Тогда = =0,15 мкм
Для исходной заготовки погрешность установки согласно [7, табл. 13, стр. 50], равна =0
Тонкое точение
Согласно рекомендациям [7, табл. 10, стр. 332], после тонкого точения заготовка из проката достигает 7-9 квалитета точности, =5 мкм, =5 мкм
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [7, табл. 9, стр. 330]
Тогда = =0,15 мкм
Данные занесены в таблицу 3.
Таблица 3. Расчет припусков и размеров заготовки
| Операция
|
| , мкм
| h мкм
| мкм
| , мкм
| , мкм
| Расчётный размер L, мм
|
| Наименование
| №
|
| Исходная заготовка
|
| 11-14
|
|
| 0,15
|
|
| 13,46
|
| Чистовое точение
|
|
|
|
| 0,15
|
| 460,3
| 13,38
|
| Тонкое
точение
|
| 7,9
|
|
| 0,15
|
| 80,3
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + Di-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
Di-1 – суммарное отклонение расположения и формы поверхности на предшествующем переходе [1];
ei – погрешность установки заготовки на выполняемом переходе.
Zmin1 = 50 + 100 + 0,15 + 80 = 230,15 мкм; 2 Zmin1 = 460,3 мкм;
Zmin2 = 20 + 20 + 0,15 + 0 = 40,15 мкм; 2 Zmin2 = 80,3 мкм;
Расчетные размеры:
L1 = L2 + 2 Zmin2 = 13 + 0,46 = 13,46 мм,
L0 = L1 + 2 Zmin1 = 13,3 + 0,08 = 13,38 мм,
СОПОСТАВЛЕНИЕ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ВАРИАНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
8.1 Базовый вариант
Для выявления более экономичного способа производства детали, необходимо посчитать коэффициент использования материала следующей формуле [1]:

где  - масса детали;
- масса детали;  – масса заготовки.
– масса заготовки.
Для расчетов разобьем форму детали на несколько простых геометрических тел (рисунок 26).

Рисунок 26 – Разбивка формы детали на простые геометрические тела


где  – объём детали;
– объём детали;  - плотность:
- плотность:  ;
;  - объём соответствующей фигуры (см. рисунок 25).
- объём соответствующей фигуры (см. рисунок 25).
1 – Шаровой сегмент. Формула расчёта объёма для шарового сегмента:

где h – высота сегмента; R – радиус сферы. Тогда объём 1-ой фигуры будет составлять:

2 – усеченный конус. Формула расчёта объёма усеченного конуса:
где h – высота конуса; R – радиус большего основания; r – радиус меньшего основания. Тогда объём 2-ой фигуры будет составлять:
 =2,2
=2,2 
3 – цилиндр. Формула расчёта объёма для цилиндра:

где h – выста цилиндра; r – радиус основания. Итак, объём 3-ой фигуры будет составлять:

4 – цилиндр. Объём 4-ой фигуры:

5 – конус. Формула расчёта объёма для конуса:

где H – выста конуса; R – радиус основания. Объём 10-ой фигуры будет составлять:



1 метр прессованного алюминиевого проката (D=16 мм) весит 0,519 кг, тогда при длине заготовки l= 14,296 мм масса заготовки =0,0075 кг.

8.2 Усовершенствованный вариант.
Для выявления более экономичного способа производства детали, необходимо посчитать коэффициент использования материала следующей формуле [1]:
где - масса детали; – масса заготовки.
Для расчетов разобьем форму детали на несколько простых геометрических тел (рисунок 27).

Рисунок 27 – Разбивка формы детали на простые геометрические тела

где – объём детали; - плотность: ; - объём соответствующей фигуры (см. рисунок 678).
1 – Шаровой сегмент. Объем 1-й фигуры:

2 – Шаровой сегмент. Объем 2-й фигуры:

3 – цилиндр. Объем 3-й фигуры:

4 – Шаровой сегмент. Объем 2-й фигуры:





Трудоемкость обработки T∑ определяется по формуле [1]:

где  - продолжительность i- ого перехода.
- продолжительность i- ого перехода.
 6 + 4 + 4 + 2 + 16 + 5 + 7 + 10 + 7 + 6 + 6 +6 + 10 + 3 = 92 с = 1 мин. 53 с.
6 + 4 + 4 + 2 + 16 + 5 + 7 + 10 + 7 + 6 + 6 +6 + 10 + 3 = 92 с = 1 мин. 53 с.
 6 + 6 + 2 + 16 + 5 + 7 + 3 + 3 = 48 с
6 + 6 + 2 + 16 + 5 + 7 + 3 + 3 = 48 с
Стоимость 1 кг металла заготовки равна 108 рублям следуя указаниям [27]
Полученные данные заносим в таблицу 8.
Таблица 8. Сравнение технико-экономических показателей вариантов технологического процесса обработки резанием детали «Ручка».
| Вариант технологического процесса
| Показатели
|
| Масса детали, кг
| Масса заготовки, кг
| Стоимость одного килограмма металла заготовки, руб.
| Стоимость одной заготовки, руб.
| КИМ
| Трудоемкость обработки, станко-часов
|
| Базовый
| 0,003
| 0,0075
|
| 0,81
| 0,4
| 1 мин 58 с
|
| Усовершенствованный.
| 0,003
| 0,004
|
| 0,432
| 1,3
| 48 с
|
При изготовлении детали из прутка и отливки расход материала меньше, чем при изготовлении только из прутка, и общая стоимость заготовки из отливки ниже, чем стоимость заготовки базового варианта. Трудоемкость выше при базовом варианте, а значит усовершенствованный вариант технологического процесса менее энергозатратный.
ЗАКЛЮЧЕНИЕ
В ходе курсовой работы были разработаны два варианта технологического процесса механической обработки детали «Шарик».
Для базового и усовершенствованного обработки детали необходимы токарная операция, а также нарезание внутренней резьбы. Для обработки детали резанием выбран токарно-винторезный станок FDB Turner 180х300 Vario и следующие инструменты: проходной отогнутый, отрезной, фасонный резцы, а также центровочное сверло, машинный метчик.
Усовершенствованный вариант оказался менее трудоемкий, так как занимает меньше станко-часов. Числовое значение КИМ детали из литья равен 1,3, КИМ из прутка равен 0,4. Значит, у усовершенствованной заготовки меньше отходы металла и ниже затраты на инструмент.
Стоимость детали базового варианта технологического процесса для одной заготовки составляет 81 коп., а стоимость усовершенствованного варианта заготовки 43 коп., таким образом базовый вариант в 2 раза дороже, чем усовершенствованный вариант. Следует вывод, что усовершенствованный вариант выгоднее по всем параметрам.






