КУРСОВАЯ РАБОТА
по дисциплине «Технология обработки материалов»
на тему: Разработка технологических процессов обработки резанием детали «Шарик»
Направление 29.03.04 «Технология художественной обработки материалов»
| Студент
гр. Б06-131-1
|
|
|
|
|
| Коротаева М.С.
|
|
Профессор, дтн
|
|
|
|
|
| Черных М.М.
|
|
|
|
|
|
|
|
|
Ижевск, 2017
СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………………………………………..…3
ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ……………………………….4
1. АНАЛИЗ ДЕТАЛИ..………………………………………………5
2. ВЫБОР ВИДОВ ОПЕРАЦИЙ……………………………………7
3. ВЫБОР ОБОРУДОВАНИЯ………………………………..…….8
4. РАЗРАБОТКА ПЕРЕХОДОВ И СХЕМ НАЛАДКИ ИНСТРУМЕНТА………………………………………………………...…...….11
4.1 Базовый вариант……………………………………..……11
4.2 Усовершенствованный вариант………………………….24
5. ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА………………………32
6. АНАЛИЗ СООТВЕТСТВИЯ РАЗМЕРОВ ДЕТАЛИ УДОБСТВУ КОНТРОЛЯ ПРИ ОБРАБОТКЕ......................................................................36
7. РАСЧЁТ ПРИПУСКОВ И ВЫБОР СОРТАМЕНТА ЗАГОТОВОК....................................................................................................38
7.1 Базовый вариант..............................................................38
7.2 Усовершенствованный вариант.......................................41
8. СОПОСТАВЛЕНИЕ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ВАРИАНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА.....................................................................................................48
8.1 Базовый вариант………………………………………….48
8.2 Усовершенствованный вариант………………………....50
ЗАКЛЮЧЕНИЕ................................................................................53
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ....................54
ПРИЛОЖЕНИЕ………………………………………………………56
ВВЕДЕНИЕ
В курсовой работе разрабатывается технологический процесс механической обработки детали «Шарик».
Целью данной работы является систематизация и закрепление знаний по дисциплине «Технология обработки материалов», выработка умений и навыков их использования для проектирования технологических процессов обработки художественно-промышленных изделий.
Задачами курсовой работы являются:
· Разработка двух вариантов (базового и усовершенствованного) технологического процесса обработки резанием детали «Шарик» художественно-промышленного изделия;
· Определение и расчет элементов режима резания;
· Выбор оборудования и инструментов для изготовления изделия;
· Определение коэффициента использования металла и трудоемкости станочной обработки по двум вариантам;
· Расчет припусков на обработку резанием.
ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ
Разработать технологические процессы обработки резанием детали «Шарик» художественно-промышленного изделия по базовому и усовершенствованному вариантам [1].
Базовый вариант предусматривает изготовление детали из прутка.
Усовершенствованный вариант предусматривает изготовление детали из литья под давлением.
АНАЛИЗ ДЕТАЛИ
Для изготовления предлагаемой детали служит алюминиевый деформируемый сплав АМг3 ГОСТ 4784-97
Деформируемые сплавы - это сплавы, которые подвергают горячей и холодной обработке давлением- прокатке, прессованию, ковке или штамповке, волочению. В результате пластической деформации из них получают различные круглые, плоские, полые полуфабрикаты: листы, ленты, прутки, плиты, профили, поковки, трубы, штамповки, проволоку. Эти сплавы сочетают в себе хорошую формуемость, довольно высокую прочность, отличную коррозионную стойкость, хорошую анодируемость и лучшую из всех сплавов свариваемость. Достижение высокой прочности за счет упрочнения твердого раствора магнием возможно потому, что магний в этой роли является очень эффективным. Кроме того, его высокая растворимость позволяет увеличивать его содержание до 5 % в наиболее легированных сплавах[2].
Материал определяет диапазон, способы изготовления изделий, а форма, размеры и программа выпуска уточняют выбор способа.
Габаритные размеры: 14x13мм
Форма детали представляет собой сферическую деталь диаметром 13 мм с внутренней резьбой.
Базовый вариант технологического процесса предусматривает изготовление детали из прутка круглого профиля.
Усовершенствованный вариант предусматривает сокращение отходов материала и трудоемкости производства за счет изменения вида заготовки, которая будет изготавливаться литьем.
ВЫБОР ВИДОВ ОПЕРАЦИЙ ОБРАБОТКИ
Выбор видов операций обработки зависит от формы детали, требуемой точности размеров и качества (шероховатости) поверхностей.
Деталь имеет сферическую форму с внутренней резьбой и представляет собой тело вращения. Общие допуски по ГОСТ 30893.1; H10 ± it10/2. Внутренняя резьба M 30. Шероховатость поверхности Ra 0,8
Исходя из представленных данных, при формообразовании детали резанием будет применена токарная операция.
ВЫБОР ОБОРУДОВАНИЯ
Оборудование выбирают в зависимости от серийности производства, видов операций, материала деталей, их размеров, требований к точности и качеству.
Производство данного изделия мелкосерийное. При изготовлении изделия будут использоваться токарные операции: нарезание резьбы, подрезка, обработка торцов. Материал - АМг3 ГОСТ 4784-97. Габаритные размеры 140 x 130 мм. Общие допуски по ГОСТ 30893.1; H10 ± it10/2. Внутренняя резьба M 30. Шероховатость поверхности Ra 0,8.
Исходя из габаритных размеров изделия, программы выпуска и применяемых видов операций, я пришёл к выводу, что оптимальным решением при выборе оборудования, на котором будет обрабатываться деталь, является применение токарного мини-станка.
Миниатюрные токарные станки представляют собой уменьшенные копии стандартного промышленного оборудования. Однако, унаследовав у последних большинство функциональных возможностей, они пригодны только для обработки небольших заготовок и деталей. Преимущественно таких, которые представляют собой тела вращения: цилиндр, конус, сферу и подобные. При этом станок обеспечивает высокое качество и точность получаемых поверхностей детали и удобен в использовании. Степень добротности обработки зависит от конкретной модели выбранного оборудования [3].
Самой подходящей моделью настольного токарного станка для изготовления художественного изделия в рамках курсовой работы является токарный мини-станок «FDB Turner 180х300 Vario» немецкого производства.
Особенности FDB Turner 180х300:
· Закаленный высокоточный шпиндель.
· Закаленные направляющие станины (HRC 42 - 52).
· Возможность нарезания резьбы.
· Металлические шестерни.
· Цифровая индикация скорости вращения шпинделя.
Технические характеристики FDB Turner 180х300:
· Напряжение питания - 220В
· Потребляемая мощность - 600 Вт
· Расстояние между центрами станка (РМЦ) – 300 мм
· Диаметр обработки над станиной - 180 мм
· Диаметр обработки над суппортом - 110 мм
· Диаметр токарного патрона - 100 мм
· Внутреннее отверстие шпинделя - 21 мм
· Автоматическая продольная подача - 0,05 и 0,1 мм/об
· Шаг нарезаемой метрической резьбы - 0,5–3 мм (11 ст)
· Диапазон регулировки оборотов - 20-2500 об/мин (цифровая индикация)
· Размеры - 760x500x480 мм [4].
На станке токарном при резании процесс вращения заготовки происходит благодаря приводу основного движения, который обеспечивает бесступенчатую либо ступенчатую регулировку уровня частоты вращения шпинделя для настраивания на нужный уровень скорости резания. Постепенное передвижение режущей части обеспечивает цепь движения подачи, в которой крайнее звено – пара маточная гайка – ходовой винт (если резьба нарезается на токарно-винторезном станке) либо зубчато-реечная передача (при процедуре точения), а первое звено – шпиндель[5].
На рисунке 1 представлена схема токарно-винторезного станка.

Рисунок 1 – Схема обработки заготовки на станке;
1-шпиндель; 2-патрон; 3-кулачки; 4-центр; 5-заготовка; 6-поперечный суппорт; 7-продольный суппорт; 8-направляющая; 9-рельсодержатель.
Переход 1
Установить и снять заготовку
Переход 2
Точить торцевую поверхность проходным отогнутым резцом, выдерживая размер 1.

Рисунок 2 – Схема наладки 2-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 6 c [6].
Переход 3
Точить наружную поверхность начерно проходным отогнутым резцом, выдерживая размер 1 и 2.

Рисунок 3 – Схема наладки 3-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 4 c [6].
Переход 4
Точить наружную поверхность начисто проходным отогнутым резцом, выдерживая размер 1 и 2.

Рисунок 4 – Схема наладки 4-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 4 c [6].
Переход 5
Сверлить отверстие центровальным сверлом, выдерживая размеры 1 и 2.

Рисунок 5 – Схема наладки 5-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 2 c [7]
Переход 6
Сверлить отверстие спиральным сверлом, выдерживая размеры 1 и 2.

Рисунок 6 – Схема наладки 6-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 16 c [7]
Переход 7
Зенковать фаску зенкером, выдерживая размер 1.

Рисунок 7 – Схема наладки 7-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:

Подача:

Время: 5 c [7].
Переход 8
Нарезать резьбу метчиком, выдерживая размеры 1 и 2.

Рисунок 8 – Схема наладки 8-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 7 c [7].
Переход 9
Точить коническую поверхность проходным отогнутым резцом, выдерживая размеры 1 и 2.

Рисунок 9 – Схема наладки 9-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 10 c [8].
Переход 10
Отрезать деталь от заготовки отрезным резцом, выдерживая размеры 1.

Рисунок 10 – Схема наладки 10-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 7 c [6].
Переход 11
Переустановить заготовку в резьбовую оправку
Переход 12
Точить торцевую поверхность начерно проходным отогнутым резцом, выдерживая размер 1.

Рисунок 11 – Схема наладки 12-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:

Подача:
Время: 6 c [6].
Переход 13
Точить торцевую поверхность начисто проходным отогнутым резцом, выдерживая размер 1.

Рисунок 12 – Схема наладки 13-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:
Подача:

Время: 6 c [6].
Переход 14
Точить торцевую поверхность тонко проходным отогнутым резцом, выдерживая размер 1.

Рисунок 13 – Схема наладки 14-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 6 c [6].
Переход 15
Точить коническую поверхность проходным отогнутым резцом, выдерживая размеры 1 и 2.

Рисунок 14 – Схема наладки 15-го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:
Подача:
Время: 10 c [8].
Переход 16
Точить тонко сферическую поверхность фасонным резцом, выдерживая размер 1 и 2.
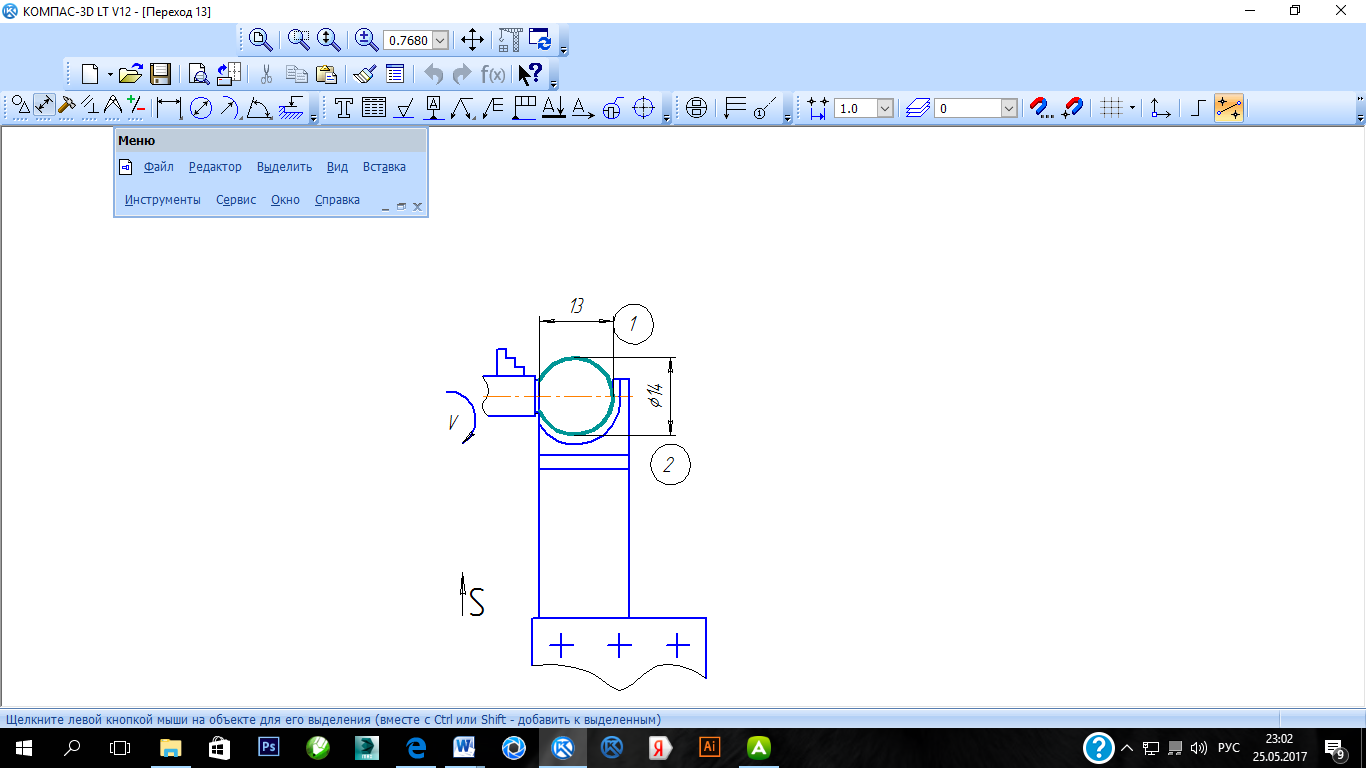
Рисунок 15 – Схема наладки 16-го перехода
Расчет элементов режима резания:
Скорость резания:

Время:3 с
4.2 Усовершенствованный вариант
Токарные операции
Переход 1
Установить и снять заготовку
Переход 2
Точить торцевую поверхность начерно проходным отогнутым резцом, выдерживая размеры 1 и 2.

Рисунок 16 – Схема наладки 2- го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 6 c [6].
Переход 3
Точить торцевую поверхность начисто проходным отогнутым резцом, выдерживая размеры 1 и 2.

Рисунок 17 – Схема наладки 3- го перехода
Расчет элементов режима резания:
Глубина резания:

Скорость резания:

Подача:

Время: 6 c [6].
Переход 4
Сверлить отверстие центровальным сверлом, выдерживая размеры 1 и 2.

Рисунок 18 – Схема наладки 4-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:
Подача:
Время: 2 c [7].
Переход 5
Сверлить отверстие спиральным сверлом, выдерживая размеры 1 и 2.

Рисунок 19 – Схема наладки 5-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:
Подача:
Время: 16 c [7].
Переход 6
Зенковать фаску зенкером, выдерживая размер 1.

Рисунок 20 – Схема наладки 6-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:
Подача:
Время: 5 c [7].
Переход 7
Нарезать резьбу метчиком, выдерживая размеры 1 и 2.

Рисунок 21 – Схема наладки 7-го перехода
Расчет элементов режима резания:
Глубина резания:
Скорость резания:
Подача:
Время: 7 с [7].
Переход 8
Переустановить заготовку на резьбовую оправку
Переход 9
Точить начисто сферическую поверхность фасонным резцом, выдерживая размер 1,2.

Рисунок 22 – Схема наладки 9 - го перехода
Расчет элементов режима резания:
Скорость резания:

Время: 3 с
Переход 10
Точить тонко сферическую поверхность фасонным резцом, выдерживая размер 1,2.

Рисунок 23 – Схема наладки 10 - го перехода
Расчет элементов режима резания:
Скорость резания:

Время: 3 с
ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА
Для изготовления «Шарик» и «Шарик усовершенствованный» были использованы 3 вида резцов, сверла спиральное и центровочное, метчик, зенкер.
Резцы: Проходной отогнутый, фасонный, отрезной.
Проходной отогнутый резец 2102-1099 ТТ8К6 ГОСТ 18868-73.(Рисунок 16) [9].
Материал ТТ8К6- Сплав титано-тантало-вольфрамовой группы с 84% содержанием карбида вольфрама, 8% - карбид титана, 2% - карбид тантала, 6% - кобальта [10].
Применяется: для обработки материалов резанием, обработки сплавов цветных металлов и некоторых марок титановых сплавов при резании с малыми и средними сечениями среза[11].

Рисунок 16 – Проходной отогнутый резец:
L=90 мм, H=10 мм, B=10 мм, m=6 мм
Фасонный резец
Для изготовления фасонного резца использовали проходной прямой резец 2100-0051 ГОСТу 18878-73, головку резца заточили под нужный размер, как показано на рисунке 17 [12].
Материал ВК6 - Сплав вольфрамовой группы, с 94% содержанием карбида вольфрама, 6% - кобальта [13].

Рисунок 17 – Фасонный резец:
D=14 мм, b=16 мм, H=16 мм, L=80 мм.
Отрезной резец 2130-0251 ВК6 ГОСТ 18884-73 (Рисунок 18) [14].
Материал ВК6 - Сплав вольфрамовой группы, с 94% содержанием карбида вольфрама, 6% - кобальта [13].
Применяется для обработки материалов резанием, предварительного нарезания резьбы токарными резцами, получистового фрезерования сплошных поверхностей, рассверливания и растачивания отверстий, зенкерования серого чугуна, цветных металлов и их сплавов и неметаллических материалов[11].

Рисунок 18 – Отрезной резец:
h=16 мм,b=10 мм, L=100 мм, l=20 мм, a=3 мм.
Сверло центровочное 2317-0003 ГОСТ 14952-75 (Рисунок 19) [15].

Рисунок 19-Сверло центровочное:
d=1,6 мм, D=4 мм, l=2,8 мм, L=37,7 мм
Материал Р6М3 - Сталь инструментальная быстрорежущая, содержание вольфрама 6%, молибдена 3% [16].
Сверло спиральное 2301-3001 ГОСТ 10903-77 (Рисунок 20) [17].

Рисунок 20 – Сверло спиральное:
d=5 мм, l=52 мм, L=133 мм
Материал Р6М3 - Сталь инструментальная быстрорежущая, содержание вольфрама 6%, молибдена 3% [16].
Зенковка 2353-0101 ГОСТ 14953-80 (Рисунок 21) [18].

Рисунок 21 – Зенковка:
D=8 мм,  =1,6 мм, d=8 мм, L=48 мм, l=16 мм,
=1,6 мм, d=8 мм, L=48 мм, l=16 мм, 
Материал Р6М3 - Сталь инструментальная быстрорежущая, содержание вольфрама 6%, молибдена 3%[16].
Метчик 2621-1153 ГОСТ 3266-81 (Рисунок 22) [17].

Рисунок 22 – Метчик:
d=6 мм,  ,
,  =4 мм, l=17 мм,
=4 мм, l=17 мм,  =3 мм,
=3 мм,  =9 мм, L=62 мм.
=9 мм, L=62 мм.
Номинальный диаметр резьбы D=6 мм, шаг резьбы Р=1мм, Длина метчик L=66мм.
Материал Р6М5 – сталь инструментальная быстрорежущая, содержание вольфрама 6%, молибдена 5% [16].
Схема крепления резцов в резцедержателе (Рисунок 23).

Рисунок 23 – Схема крепления резцов в резцедержателе: 1- проходной отогнутый резец, 2- отрезной резец, 3 – фасонный резец.
Расчет диаметра заготовки D
Исходная заготовка
Шероховатость исходной заготовки  =125 мкм, согласно рекомендациям [25], глубина ее дефектного слоя
=125 мкм, согласно рекомендациям [25], глубина ее дефектного слоя  =150 мкм
=150 мкм
Кривизна прутка по [26, табл. 4, стр. 327] составляет 0,5 мкм на 1 мм длины. Тогда погрешность формы заготовки при длине 13мм равна:
 =0,5×13=6,5 мкм
=0,5×13=6,5 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна  =0
=0
Черновое точение
Согласно [26, табл. 5, стр. 328], после чернового точения заготовка из проката достигает 12 квалитета точности, =63 мкм, =60 мкм
Кривизна сортового проката по [26, табл. 4, стр. 327] составляет 0,6 мкм. Тогда погрешность формы заготовки равна:
=0,6×6,5=3,9 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =30
Чистовое точение
По данным [26, табл. 5, стр. 328], после чистового точения заготовка из проката достигает 10-11 квалитета точности, =20 мкм, =30 мкм
Кривизна сортового проката по [26, табл. 4, стр. 327] составляет 0,6 мкм. Тогда погрешность формы заготовки равна:
=0,6×3,9=2,34 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =0
Тонкое точение
Согласно рекомендациям [26, табл. 5, стр. 328], после тонкого точения заготовка из проката достигает 8 квалитета точности, =3,2 мкм.
Кривизна сортового проката по [26, табл. 4, стр. 327] составляет 0,6 мкм. Тогда погрешность формы заготовки равна:
=0,6×2,34=1,404 мкм
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Данные занесены в таблицу 1.
Таблица 1. Расчет припусков и размеров заготовки
| Операция
| 
|  , мкм , мкм
|  мкм мкм
|  мкм мкм
|  , мкм , мкм
|  , мкм , мкм
| Расчётный размер  , мм , мм
|
| Наименование
| №
|
| Исходная заготовка
|
|
|
|
| 6,5
|
|
| 15,32
|
| Черновое точение
|
|
|
|
| 3,9
|
|
| 14,357
|
| Чистовое точение
|
| 10-11
|
|
| 2,34
|
| 253,8
| 14,104
|
| Тонкое
точение
|
|
| 6,3
| -
| 1,104
|
| 104,68
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + Di-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
Di-1 – суммарное отклонение расположения и формы поверхности на предшествующем переходе;
ei – погрешность установки заготовки на выполняемом переходе [27].
Zmin1 = 125 + 150 + 6,5 + 200 = 481,5 мкм; 2 Zmin1 = 963 мкм;
Zmin2 = 63 + 60 + 12 + 0 = 126,9 мкм; 2 Zmin2 = 253,8 мкм;
Zmin3 = 20 + 30 + 7,2 + 0 = 57,2 мкм; 2 Zmin3 = 104,68 мкм;
Расчетные размеры:
D2 = D3 + 2 Zmin3 = 14 + 0,104 = 14,104 мм,
D1 = D2 + 2 Zmin2 = 14,104 + 0,253 = 14,357 мм,
D0 = D1 + 2 Zmin1 = 14,357 + 0,963 = 15,32 мм,
По данным ГОСТ 21488-97 принимаем диаметр заготовки равным D = 
Условное обозначение: Пруток AMг3 КР16x3000 ГОСТ 21488-97
Расчет длины заготовки L
Исходная заготовка
Шероховатость исходной заготовки =125 мкм, согласно рекомендациям [26, табл. 1, стр. 327] после, квалитет точности равен 14, глубина ее дефектного слоя =150 мкм
Углубление для входа отрезного резца равно x=0, так как при ширине резца a = 4мм, длина резца l = 35 мм по ГОСТ 18884-73, при диаметре D=14 мм.
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =0
Черновое точение
Согласно [26, табл. 5, стр. 328], после чернового точения заготовка из проката достигает 12 квалитета точности, =63 мкм, =60 мкм
Углубление для входа отрезного резца равно x =0
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =130
Чистовое точение
По данным [26, табл. 5, стр. 328], после чистового точения заготовка из проката достигает 10-11 квалитета точности, =20 мкм, =30 мкм
Углубление для входа отрезного резца равно x =0
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Тонкое точение
Согласно рекомендациям [26, табл. 5, стр. 328], после тонкого точения заготовка из проката достигает 8 квалитета точности, =3,2 мкм.
Углубление для входа отрезного резца равно x =0
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Данные занесены в таблицу 2.
Таблица 2. Расчет припусков и размеров заготовки
| Операция
|
| , мкм
| h  мкм мкм
|  мкм мкм
| , мкм
| , мкм
| Расчётный размер L, мм
|
| Наименование
| №
|
| Исходная заготовка
|
|
|
|
|
|
|
| 14,296
|
| Черновое точение
|
|
|
|
|
|
|
| 13,346
|
| Чистовое точение
|
| 10-11
|
|
|
|
|
| 13,100
|
| Тонкое
точение
|
|
| 6,3
| -
|
|
|
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + xi-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
xi-1 – углубление для входа отрезного резца;
ei – погрешность установки заготовки на выполняемом переходе [27].
Zmin1 = 125 + 150 + 0 + 200 = 475 мкм; 2 Zmin1 = 950 мкм;
Zmin2 = 63 + 60 + 0 + 0 = 123 мкм; 2 Zmin2 = 246 мкм;
Zmin3 = 20 + 30 + 0 + 0 = 50 мкм; 2 Zmin3 = 100 мкм;
Расчетные размеры:
L2 = L3 + 2 Zmin3 = 13 + 0,1 = 13,1 мм,
L1 = L2 + 2 Zmin2 = 13,1 + 0,246 = 13,346 мм,
L0 = L1 + 2 Zmin1 = 13,346 + 0,950 = 14,296 мм,
С учетом полученных данных, способа изготовления детали, выполненных операций и переходов, принимем длину заготовки равным L=15 мм плюс ширина отрезного резца a=3мм.
В итоге длина заготовки равна L=18 мм.
8.2 Усовершенственный вариант
Расчет диаметра заготовки D
Исходная заготовка
Шероховатость исходной заготовки по таблице [26, табл. 7, стр. 329] =50 мкм, глубина дефектного слоя цветных металлов равна =100 мкм, точность заготовки составляет 11-12
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме  =
=  ; где
; где  – зазор, мм;
– зазор, мм; 
 ; Зазор определяется по [26, табл. 9, стр. 330]
; Зазор определяется по [26, табл. 9, стр. 330]
Тогда =  =0,15 мкм
=0,15 мкм
Для исходной заготовки погрешность установки равна =0
Чистовое точение
После чистового точения заготовка из литья достигает 10 квалитета точности, =20 мкм, =20 мкм, согласно [26, табл. 10, стр. 332]
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [26, табл. 9, стр. 330]
Тогда = =0,15 мкм
Для исходной заготовки погрешность установки согласно [26, табл. 13, стр. 50], равна =0
Тонкое точение
Согласно рекомендациям [26, табл. 10, стр. 332], после тонкого точения заготовка из проката достигает 7-9 квалитета точности, =5 мкм, =5 мкм
Тонкое точение выполняем в той же позиции, что и чистовое, поэтому =0
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [26, табл. 9, стр. 330]
Тогда = =0,15 мкм
Данные занесены в таблицу 3.
Таблица 3. Расчет припусков и размеров заготовки
| Операция
|
| , мкм
| h мкм
|  мкм мкм
| , мкм
| , мкм
| Расчётный размер D, мм
|
| Наименование
| №
|
| Исходная заготовка
|
| 11-14
|
|
| 0,15
|
|
| 14,7
|
| Чистовое точение
|
|
|
|
| 0,15
|
| 700,3
| 14,3
|
| Тонкое
точение
|
| 7,9
|
|
| 0,15
|
| 80,3
|
|
Минимальные припуски на точение:
Zmin = Rzi-1 + hi-1 + Di-1 + ei,
где Rzi-1 – высота неровностей на предшествующем переходе;
hi-1 – глубина дефектов поверхностного слоя на предшествующем переходе;
Di-1 – суммарное отклонение расположения и формы поверхности на предшествующем переходе;
ei – погрешность установки заготовки на выполняемом переходе [1].
Zmin1 = 50 + 100 + 0,15 + 200 = 350,15 мкм; 2 Zmin1 = 700,3 мкм;
Zmin2 = 20 + 20 + 0,15 + 0 = 40,15 мкм; 2 Zmin2 = 80,3 мкм;
Расчетные размеры:
D1 = D2 + 2 Zmin2 = 14 + 0,3 = 14,7 мм,
D0 = D1 + 2 Zmin1 = 14,3 + 0,080 = 14,38 мм.
Расчет длины заготовки L
Исходная заготовка
Шероховатость исходной заготовки по таблице [7, табл. 7, стр. 329] =50 мкм, глубина дефектного слоя цветных металлов равна =100 мкм, точность заготовки составляет 11-12
Суммарное отклонение расположения и формы поверхности на предшествующем переходе вычисляется по форме = ; где – зазор, мм; ; Зазор определяется по [7, табл. 9, стр. 330]
Тогда = =0,15 мкм
Для исходной заготовки погрешность установки равна =0
Чистовое точение
После чистового точения заготовка из литья достигает 10 квалитета точности, =20 мкм, =20 мкм, согласно [7, табл. 10, стр. 332]
Суммарное отк






