В подразделе приводится запись управляющей программы с необходимыми пояснениями. При составлении управляющей программы следует использовать методические указания [8,9,10] кафедры технологии машиностроения. Текст управляющей программы в пояснительной записке оформляется в виде таблицы.
Таблица 3
Управляющая программа обработки детали
| Номер ячейки памяти УЧПУ
| Закодированная
информация
| Примечания
|
| ...
№15
...
№30
...
| ...
x 3000
...
T3
...
| ...
В О.Т. на рабочем ходу
...
установка чистового резца Т3
...
|
В графе «примечания» приводятся пояснения к информации, записанной в закодированном виде. Рекомендуется использовать краткую форму записи, например «в опорную точку 5 на рабочем ходу», «выбор поддиапазона частот вращения 20-600 мин-1», «установка отрезного резца Т4», «задание рабочей подачи 0,5 мм/об» и т.д.
При наличии свободного места в графической части работы там также записывается текст управляющей программы обработки без примечаний.
Заключение
В заключении кратко описываются результаты работы, даются рекомендации по снижению трудоемкости подготовки управляющих программ для станков с ЧПУ за счет перехода к автоматизированной разработки на ЭВМ.
Литература
В подразделе приводится библиографический список использованной литературы с обязательным включением в нее нормативно-технической документации.
Оформление пояснительной записки
Пояснительная записка оформляется рукописно, технически и литературно грамотным языком на листах формата А4. Она должна включать в себя все необходимые рисунки, таблицы и расчеты, раскрывающие содержание работы. Форма титульного листа записки приведена в приложении 3.
Оформление графической части курсовой работы
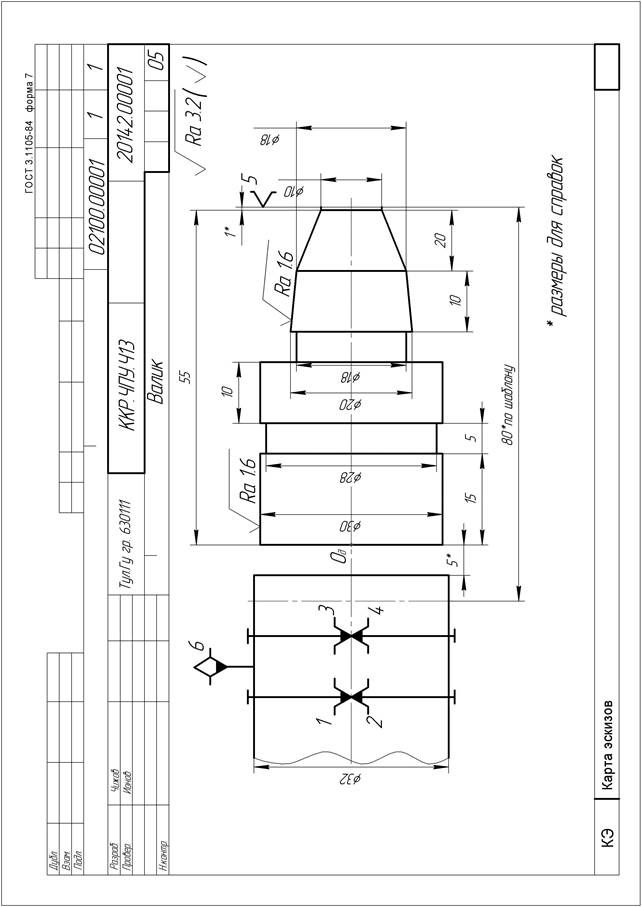
Графическая часть работы содержит два листа формата А1. На первом листе изображаются чертежи общих видов позиций обработки по переходам. Для каждого перехода вычерчивается обработанная заготовка и инструмент в исходной точке траектории.
Заготовка выделяется синим цветом, а обрабатываемые на данном переходе поверхности - красным. Наносится система координат станка (направление осей Х и Z и точка начала отсчета координат), указываются настроечные размеры инструмента, основные размеры заготовки и координаты исходной точки. Для каждого инструмента строится траектория движения с указанием опорных точек, рабочих и холостых ходов.
На первом переходе заготовка изображается закрепленной в патроне токарного станка. Для патрона указываются габаритные размеры и посадочные размеры на шпиндель станка. При выборе конструкции патрона необходимо учитывать возможность закрепления заготовки - прутка, диаметром 32 мм.
На этом же листе может быть приведен общий вид револьверной головки с указанием позиций инструментов. Допускается схематическое изображение револьверной головки при отсутствии достаточного места на листе.
На втором листе может быть приведен сборочный чертеж патрона, либо карты технологического процесса. В этом случае второй лист графической части располагается вертикально и делится на 8 частей формата А4, на которых приводятся:
- операционные карты механической обработки (формы 3, 2а по ГОСТ 3.1404-86);
- операционный эскиз детали и эскизы обработки отдельно по переходам (формы 7, 7а ГОСТ 3.1105-84);
- текст управляющей программы.
По согласованию с руководителем работы на втором листе графической части могут быть приведены чертежи режущих инструментов, вспомогательной и контрольной оснастки и т. д., связанных с выполнением данной операции.
Библиографический список
1. Гжиров Р.И., Серебренский П.П. Программирование обработки на станках с ЧПУ: Cправочник.-Л: Машиностроение, Ленингр. отд-ние, 1990.-588 с.: ил.
2. Каштальян И.А., Клевзович В.И. Обработка на станках с числовым программным управлением: Справ. Пособие.- Мн.: Высш. шк.,1989.-271 с.: ил.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова.- 4-ое изд., перераб. И доп. - М.: Машиностроение, 1985.- 65 с.: ил.
4. Дерябин А.Л. Программирование технологических процессов для станков с ЧПУ: Учебное пособие для техникумов. - М.: Машиностроение, 1984. - 224 с.: ил.
5. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. В 2-х частях. Часть 1. Нормативы времени. - М.: Экономика, 1990. - 208 с.: ил.
6. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. В 2-х частях. Часть 2. Нормативы режимов резания. - М.: Экономика, 1990. - 474 с.: ил.
Методические материалы к курсовой работе
7. Шейнин Г.М. Оформление технологических карт. Методические указания по выполнению курсовых проектов для студентов специальностей 12.01, 12.02, 21.03, 07.01 дневного, вечернего и заочного обучения. В 2-х частях. - Тула, ТулПИ, 1990.
8. Никифоров А.П., Федин Е.И., Артамонов В.Д. Программирование механической обработки на токарных станках с УЧПУ «Электроника НЦ-31». Краткое справочно-методическое пособие для практических занятий, курсового и дипломного проектирования. - Тула: ТулПИ, 1992. - 31 с.: ил.
9. Никифоров А.П., Федин Е.И., Артамонов В.Д. Методические указания к лабораторным работам № 4, 5, 6 по курсу «Технология автоматизированного производства».
10. Артамонов В.Д., Никифоров А.П. Разработка технологической операции и управляющей программы обработки детали на токарном станке с УЧПУ «Электроника НЦ-31». Методические указания по проведению практических занятий для студентов специальности 12.01.00 дневного обучения. - Тула: ТулГУ, 1997. - 15 с.: ил.
Приложение 1
Приложение 2
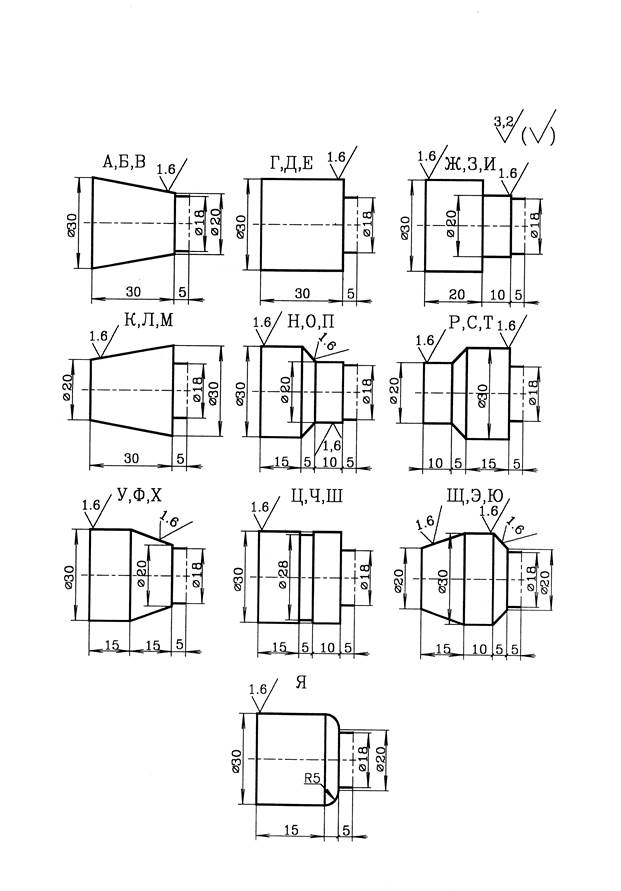
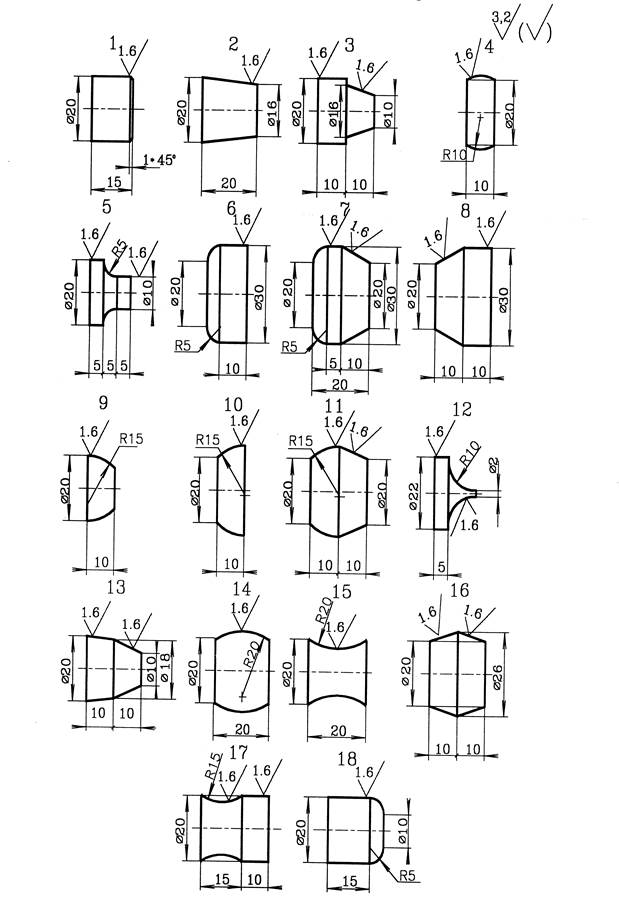
Варианты заданий к курсовой работе
(левая часть детали)
Приложение 2, продолжение
Приложение 3