МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ТУЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Политехнический институт
Кафедра «Технология машиностроения»
Методические указания
К курсовой работе
по учебной дисциплине (модулю)
Технология обработки на станках с числовым программным управлением
Уровень профессионального образования: (высшее образование – специалист)
Направление (специальность) подготовки:151701 «Проектирование технологических машин и комплексов»
Профиль (специализация) подготовки: «Проектирование технологических комплексов механосборочных производств»
Квалификация выпускника: инженер
Форма обучения: очная
Тула 2012 г.
Методические указания к курсовой работе составлены профессором В.Д. Артамоновым и обсуждены на заседании кафедры «Технология машиностроения» политехнического института.
протокол № 1 от " 30 " августа 2012 г.
Зав. кафедрой________________А.А. Маликов
Методические указания к курсовой работе пересмотрены и утверждены на заседании кафедры «Технология машиностроения» политехнического института.
протокол №___ от "___"____________ 20___ г.
Зав. кафедрой________________А.А. Маликов
Введение
Важнейшим резервом роста производительности труда в машиностроении является снижение трудоемкости механической обработки на металлорежущих станках. Основной путь использования этого резерва - автоматизация процессов механической обработки на основе применения металлорежущих станков с числовым программным управлением (ЧПУ), а также автоматических линий и автоматизированных участков на базе этих станков.
Станки с ЧПУ нашли широкое применение в отечественном машиностроении. Предпочтительной сферой их использования является мелкосерийное и серийное производства, где в настоящее время выпускается около 75-80% общего объема продукции машиностроения.
Внедрение в производство станков с (ЧПУ) - это крупное организационно-техническое мероприятие. Ему должен предшествовать тщательно продуманный план всех вытекающих из этой задачи работ и в том числе такой первоочередной, как подготовка специалистов в области проектирования технологических процессов механической обработки на станках с ЧПУ.
Цель и задачи курсовой работы
Курсовая работа имеет своей целью развить у студентов навыки самостоятельного проектирования операционных технологических процессов обработки деталей на станках с ЧПУ. Для достижения поставленной цели в процессе выполнения курсовой работы необходимо ознакомиться с технологическими возможностями станков с ЧПУ и их техническим оснащением, технико-экономическим обоснованием целесообразности использования станков с ЧПУ, усвоить общие принципы и особенности проектирования операционных технологических процессов механической обработки на станках с ЧПУ, методы разработки управляющих программ, порядок составления и оформления технической документации.
2. Основные требования к курсовой работе
Тема курсовой работы
Темой курсовой работы является разработка технологической операции и управляющей программы обработки детали на токарном станке с ЧПУ.
2.2. Исходные данные и задание на курсовую работу
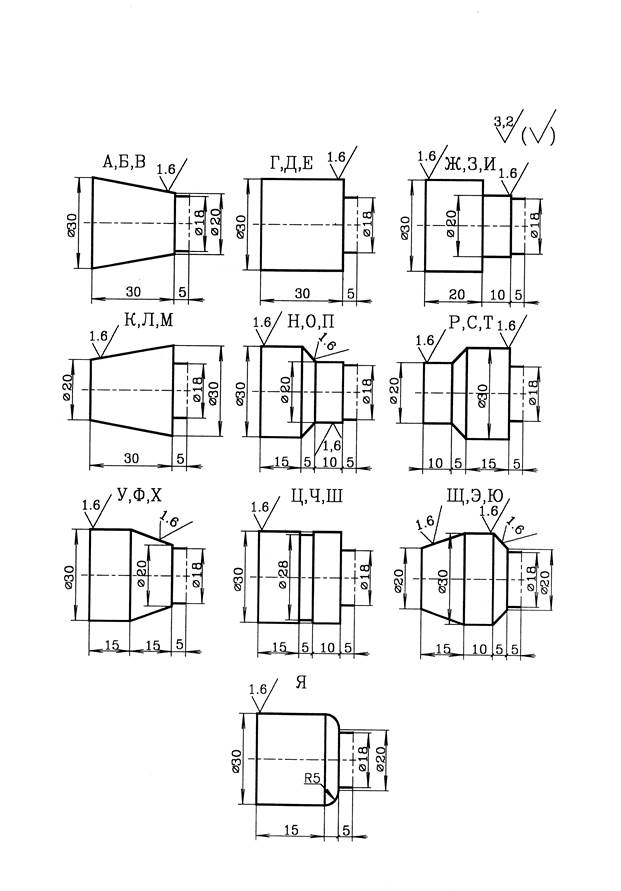
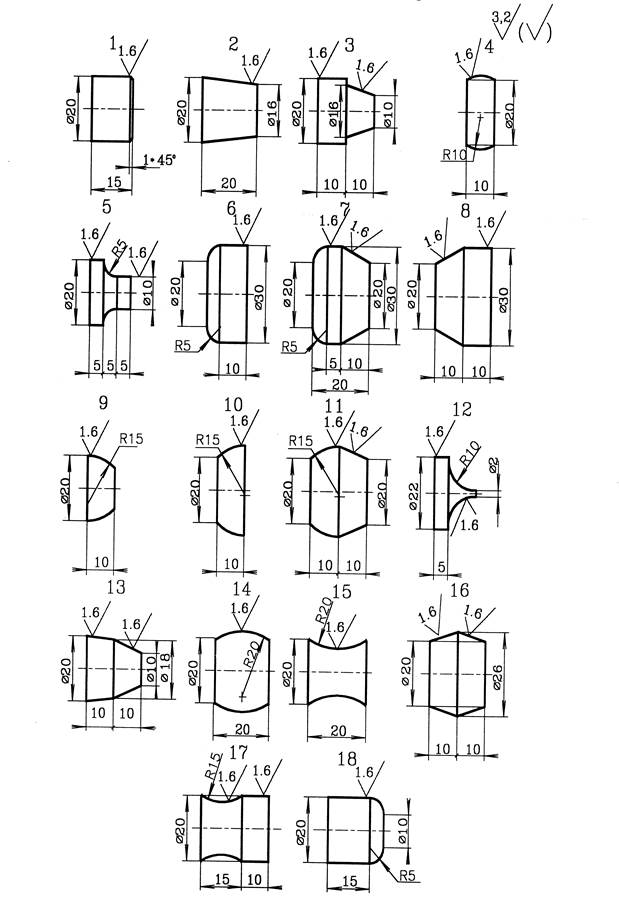
Индивидуальные варианты заданий на курсовую работу выбираются из приложения 2. Выбор варианта производится по первой букве фамилии студента (левая часть детали) и сумме двух последних цифр номера его зачетной книжки (правая часть детали). Так, для студента Иванова И.И., имеющего зачетную книжку с номером 911189 (И - левая часть детали, 8+9=17 - правая часть детали), вариант задания к курсовой работе - ТАП-И17. Пример данного варианта задания к курсовой работе приведен в приложении 1.
Общими исходными данными для курсовой работы являются:
заготовка - пруток горячекатанный нормальной точности диаметром 32 мм; материал - сталь 35 ГОСТ 1050-85;
обработка производится на токарном станке с ЧПУ (рекомендуемые модели станков 16К20Ф3, 16К20Т1, ИТ41Ф3);
устройство ЧПУ - типа «Электроника НЦ-31»;
закреплении прутка осуществляется консольно в трехкулачковом патроне; вылет прутка настраивается по шаблону;
в конце обработки производится отрезка детали от прутка.
Объем работы.
Курсовая работа состоит из пояснительной записки и графической части.
В пояснительной записке приводятся все необходимые расчеты и пояснения, связанные с проектированием операционной технологии и разработкой управляющей программы обработки детали на токарном станке с ЧПУ ручным способом.
Графическая часть курсовой работы содержит два листа формата А1, на которых обязательно изображаются чертежи общих видов позиций обработки с траекториями движения инструментов. В графической части работы могут быть представлены также: операционные карты и карты эскизов механической обработки, текст управляющей программы, чертежи общих видов инструментальной револьверной головки, сборочные чертежи станочного приспособления и режущих инструментов.
Выполнение курсовой работы
Курсовая работа выполняется в 10-м семестре для заочной форм обучения параллельно с изучением теоретического материала и выполнением практических и лабораторных работ по курсу «Технология автоматизированного производства». Трудоемкость выполнения курсовой работы - 20 часов.
Ащита курсовой работы
Защита работы осуществляется после ее выполнения и окончательного оформления комиссии из 2-х человек, в состав которой входят руководитель работы и преподаватель кафедры, ведущий ту же или смежную дисциплину. Срок защиты работы с 15.05 по 30.05 текущего года.
Исходные данные для проектирования.
Перечисляются все исходные данные к курсовой работе в соответствии с индивидуальным вариантом задания.
В подразделе также приводятся данные:
об используемом оборудовании (модель станка, тип устройства ЧПУ, разрешающая способность по осям координат, технические возможности и параметры станка);
о заготовке (материал, размеры, способ базирования и закрепления).
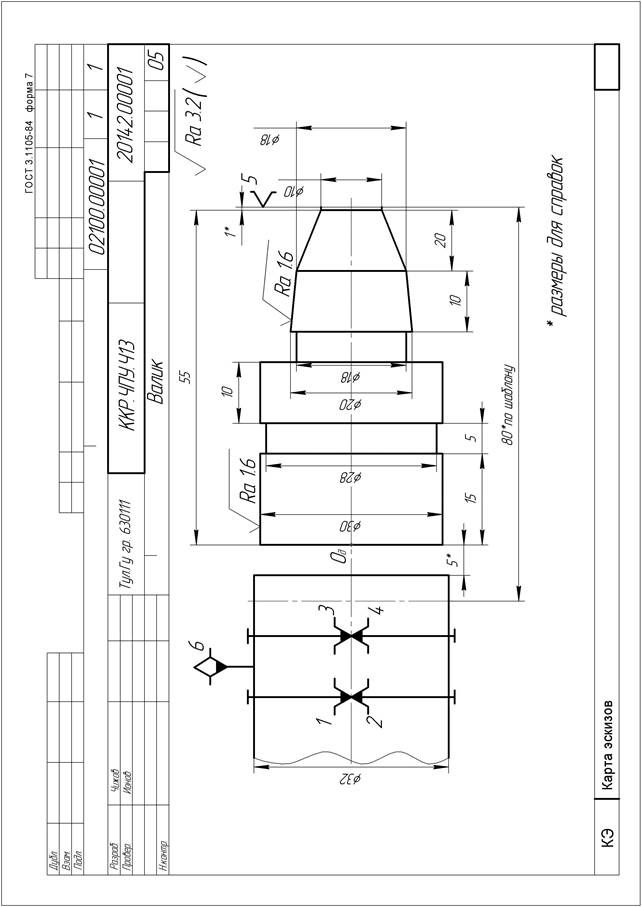
Эскиз обрабатываемой детали оформляется либо на карте эскизов (форма 7 ГОСТ 3.1105-84) в приложении к пояснительной записке, либо в графической части работы. Пример оформления эскиза детали приведен в приложении 1.
Затем в записке приводится анализ всех технических требований на изготовление детали.
Нормирование операции
В подразделе определяется норма времени на операцию по методике, приведенной в нормативах [5]. Расчет времени работы станка по циклу рекомендуется оформить в виде таблицы.
Таблица 2
Время работы станка по циклу
| Участок
| Длина
участка,мм
| Подача,
мм/мин
| t0i,
мин
| tв.ц.i,
мин
|
| 0-1
1-2
...
|
...
|
...
| -
0,2
...
| 0,05
-
...
|
| 20-21
| Смена Т1 на Т2
|
| ...
| ...
| ...
| ...
| ...
|
| Итого
| -
| -
| St0i
| Stв.ц.i
|
Время деления инструментальной револьверной головки на 1 позицию можно принимать приближенно 0,01 мин, а время ее фиксации и зажима - 0,03 мин. Величина подачи быстрого хода задается системными параметрами №2 и №3 группы «Р» УЧПУ и может быть принята в пределах 1000... 4000 мм/мин.
Подготовительно-заключительное время определяется на партию запуска деталей как сумма времен по отдельным пунктам из соответствующей карты [5], выбранным в соответствии с применяемым оборудованием, устройством ЧПУ, инструментом и оснасткой. Объем партии запуска деталей для мелкосерийного производства устанавливается в пределах 20... 200 штук.
Заключение
В заключении кратко описываются результаты работы, даются рекомендации по снижению трудоемкости подготовки управляющих программ для станков с ЧПУ за счет перехода к автоматизированной разработки на ЭВМ.
Литература
В подразделе приводится библиографический список использованной литературы с обязательным включением в нее нормативно-технической документации.
Оформление пояснительной записки
Пояснительная записка оформляется рукописно, технически и литературно грамотным языком на листах формата А4. Она должна включать в себя все необходимые рисунки, таблицы и расчеты, раскрывающие содержание работы. Форма титульного листа записки приведена в приложении 3.
Оформление графической части курсовой работы
Графическая часть работы содержит два листа формата А1. На первом листе изображаются чертежи общих видов позиций обработки по переходам. Для каждого перехода вычерчивается обработанная заготовка и инструмент в исходной точке траектории.
Заготовка выделяется синим цветом, а обрабатываемые на данном переходе поверхности - красным. Наносится система координат станка (направление осей Х и Z и точка начала отсчета координат), указываются настроечные размеры инструмента, основные размеры заготовки и координаты исходной точки. Для каждого инструмента строится траектория движения с указанием опорных точек, рабочих и холостых ходов.
На первом переходе заготовка изображается закрепленной в патроне токарного станка. Для патрона указываются габаритные размеры и посадочные размеры на шпиндель станка. При выборе конструкции патрона необходимо учитывать возможность закрепления заготовки - прутка, диаметром 32 мм.
На этом же листе может быть приведен общий вид револьверной головки с указанием позиций инструментов. Допускается схематическое изображение револьверной головки при отсутствии достаточного места на листе.
На втором листе может быть приведен сборочный чертеж патрона, либо карты технологического процесса. В этом случае второй лист графической части располагается вертикально и делится на 8 частей формата А4, на которых приводятся:
- операционные карты механической обработки (формы 3, 2а по ГОСТ 3.1404-86);
- операционный эскиз детали и эскизы обработки отдельно по переходам (формы 7, 7а ГОСТ 3.1105-84);
- текст управляющей программы.
По согласованию с руководителем работы на втором листе графической части могут быть приведены чертежи режущих инструментов, вспомогательной и контрольной оснастки и т. д., связанных с выполнением данной операции.
Библиографический список
1. Гжиров Р.И., Серебренский П.П. Программирование обработки на станках с ЧПУ: Cправочник.-Л: Машиностроение, Ленингр. отд-ние, 1990.-588 с.: ил.
2. Каштальян И.А., Клевзович В.И. Обработка на станках с числовым программным управлением: Справ. Пособие.- Мн.: Высш. шк.,1989.-271 с.: ил.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова.- 4-ое изд., перераб. И доп. - М.: Машиностроение, 1985.- 65 с.: ил.
4. Дерябин А.Л. Программирование технологических процессов для станков с ЧПУ: Учебное пособие для техникумов. - М.: Машиностроение, 1984. - 224 с.: ил.
5. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. В 2-х частях. Часть 1. Нормативы времени. - М.: Экономика, 1990. - 208 с.: ил.
6. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. В 2-х частях. Часть 2. Нормативы режимов резания. - М.: Экономика, 1990. - 474 с.: ил.
Методические материалы к курсовой работе
7. Шейнин Г.М. Оформление технологических карт. Методические указания по выполнению курсовых проектов для студентов специальностей 12.01, 12.02, 21.03, 07.01 дневного, вечернего и заочного обучения. В 2-х частях. - Тула, ТулПИ, 1990.
8. Никифоров А.П., Федин Е.И., Артамонов В.Д. Программирование механической обработки на токарных станках с УЧПУ «Электроника НЦ-31». Краткое справочно-методическое пособие для практических занятий, курсового и дипломного проектирования. - Тула: ТулПИ, 1992. - 31 с.: ил.
9. Никифоров А.П., Федин Е.И., Артамонов В.Д. Методические указания к лабораторным работам № 4, 5, 6 по курсу «Технология автоматизированного производства».
10. Артамонов В.Д., Никифоров А.П. Разработка технологической операции и управляющей программы обработки детали на токарном станке с УЧПУ «Электроника НЦ-31». Методические указания по проведению практических занятий для студентов специальности 12.01.00 дневного обучения. - Тула: ТулГУ, 1997. - 15 с.: ил.
Приложение 1
Приложение 2
Варианты заданий к курсовой работе
(левая часть детали)
Приложение 2, продолжение
Приложение 3
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ТУЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Политехнический институт
Кафедра «Технология машиностроения»
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
И УПРАВЛЯЮЩЕЙ ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛИ
НА ТОКАРНОМ СТАНКЕ С УЧПУ «Электроника НЦ-31»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе по курсу
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ТУЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Политехнический институт
Кафедра «Технология машиностроения»
Методические указания
К курсовой работе
по учебной дисциплине (модулю)
Технология обработки на станках с числовым программным управлением
Уровень профессионального образования: (высшее образование – специалист)
Направление (специальность) подготовки:151701 «Проектирование технологических машин и комплексов»
Профиль (специализация) подготовки: «Проектирование технологических комплексов механосборочных производств»
Квалификация выпускника: инженер
Форма обучения: очная
Тула 2012 г.
Методические указания к курсовой работе составлены профессором В.Д. Артамоновым и обсуждены на заседании кафедры «Технология машиностроения» политехнического института.
протокол № 1 от " 30 " августа 2012 г.
Зав. кафедрой________________А.А. Маликов
Методические указания к курсовой работе пересмотрены и утверждены на заседании кафедры «Технология машиностроения» политехнического института.
протокол №___ от "___"____________ 20___ г.
Зав. кафедрой________________А.А. Маликов
Введение
Важнейшим резервом роста производительности труда в машиностроении является снижение трудоемкости механической обработки на металлорежущих станках. Основной путь использования этого резерва - автоматизация процессов механической обработки на основе применения металлорежущих станков с числовым программным управлением (ЧПУ), а также автоматических линий и автоматизированных участков на базе этих станков.
Станки с ЧПУ нашли широкое применение в отечественном машиностроении. Предпочтительной сферой их использования является мелкосерийное и серийное производства, где в настоящее время выпускается около 75-80% общего объема продукции машиностроения.
Внедрение в производство станков с (ЧПУ) - это крупное организационно-техническое мероприятие. Ему должен предшествовать тщательно продуманный план всех вытекающих из этой задачи работ и в том числе такой первоочередной, как подготовка специалистов в области проектирования технологических процессов механической обработки на станках с ЧПУ.