| Толщина свариваемых элементов, мм
| Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций из стали
|
| углеродистой
| низколегированной
|
| До 30
Св. 30
| -30
| -20
|
| -20
| -10
|
6.3.1. Механизированная сварка в углекислом газе и порошковой проволокой производится с помощью шланговых полуавтоматов. В качестве источников питания используются преобразователи или выпрямители с жесткой или пологопадающей вольтамперной характеристикой. Сварка ведется на постоянном токе обратной полярности.
Для механизированной сварки в углекислом газе металлоконструкций из стали С235. С245, С255, С275 и С285 применяют проволоки марок Св-08Г2С, Св-08ГС для стали С345К - Св-08ХГ2СДЮ, для механизированной сварки в углекислом газе металлоконструкций группы 1 из стали С390. С390К, С440 - Св-08Г2С,
Для механизированной сварки металлоконструкций из стали С235, С245, С255, С275, С285 применяют порошковую проволоку марок: ПП-АН1, ПП-АН3, ПП-АН7, СП-2, СП-3, ППТ-13, ПП-АН11,
6.3.2 Для механизированной монтажной сварки в углекислом газе используется главным образом проволока диаметром 1,0-1,6 мм. Проволока диаметром 1,8-2,5 мм может применяться для сварки изделий в нижнем положении.
Таблица 6.4. При механизированной сварке в среде активных газов и смесях вертикальных и потолочных швов по сравнению со сваркой швов в нижнем положении величина тока должна быть уменьшена на 15-20 %, при сварке порошковой проволокой – 15 – 20 %
6.3.5. Техника механизированной сварки в углекислом газе и порошковой проволокой мало чем отличается от ручной дуговой сварки. Сварку металла толщиной до 5 мм рекомендуется выполнять «углом вперед», при большей толщине - «углом назад». Механизированную сварку в углекислом газе вертикальных швов металла толщиной до 5 мм следует вести сверху вниз, при большей толщине металла - снизу вверх. Схемы расположения и движения горелки при механизированной сварке порошковой проволокой приведены на рис. 6.2.
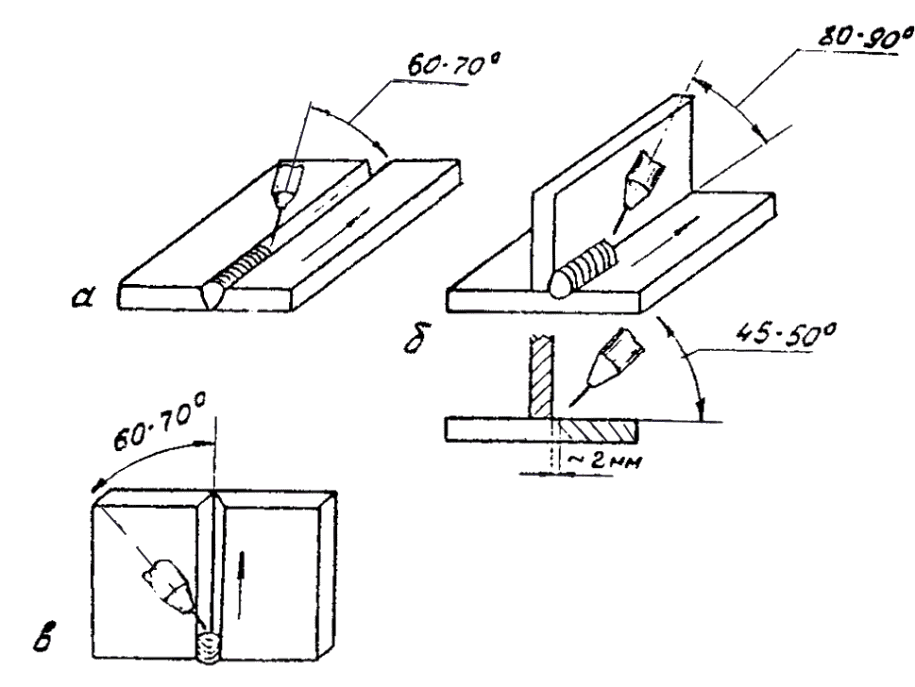
Рис. 6.2. Положение горелки при механизированной сварке порошковой проволокой стыковых (а) и тавровых (б) соединений в нижнем положении и стыковых соединений с вертикальным швом (в)
6.4.1. В качестве сварочного аппарата для автоматической сварки под флюсом могут быть использованы подвесные головки или сварочные тракторы. На строительной площадке для изготовления и укрупнения металлоконструкций чаще применяются сварочные тракторы. 6.4.2. 6.4.2. Автоматическая сварка под флюсом может производиться как на переменном, так и на постоянном токе обратной полярности.
Для автоматической сварки под флюсом металлоконструкций из стали С235, С245, С255, С275 и С285, а также С345К, С345 и С375 применяются проволоки марок (см. таблицу 3.5)
В сочетании с какими марками флюсов применяется сварочная проволока марки Св-08Х1ДЮ, Св-08ГСМТ, марок Св-08А, Св-08АА и Св-08ГА? См. табл.3.5.
Для сварки сталей С390, С390Д, С390К, С390Т применяется проволока марки СВ-08ГА и СВ-10ГА.
Флюсы марок ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ и АНЦ-1прокалить при температуре 300 - 400 в течение 1 часа, АН-17М, АН-43 и АН-47 – 400 – 450 град в течение 2 часов.
6.4.5. Собранные стыки должны прихватываться ручной дуговой сваркой углеродистыми электродами диаметром не более 4 мм или механизированной сваркой.
6.4.6. Начало и конец шва должны выводиться за пределы свариваемых деталей на начальные и выводные планки. Эти планки удаляются огневой резкой после окончания сварки. Места, где были установлены планки, следует зачищать. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается.
6.4.7. При многопроходной сварке каждый слой шва перед наложением последующего слоя должен быть тщательно очищен от шлака с помощью металлической щетки или зубила. «Замки» соседних слоев должны отстоять друг от друга на расстоянии не менее 50 мм.
9.9. Заварку выборок следует производить одним из допущенных для данного металла способов сварки с использованием сварочных материалов, применяемых для сварки этого изделия.
9.12. При ремонте сварных соединений оформляют ту же техническую документацию, что и в процессе монтажа металлоконструкций.
10.1. Первичным документом по сварке является журнал сварочных работ, который оформляется в соответствии с требованиями СНиП 3.03.01-87.
10.3. На каждое свариваемое изделие оформляется, кроме журнала сварочных работ, следующая техническая документация:
а) исполнительная схема (сварочный формуляр) монтажных стыков (приложение 16);
б) сертификаты (или их копии) на электроды, проволоку и флюс, использованные при производстве работ по сварке данного изделия;
в) акты на проверку внешним осмотром сварных соединений (приложение 17);
г) заключения по ультразвуковому или радиографическому контролю сварных соединений (приложения 18 и 19).
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом; автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности; механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
. 3.2.7. Сварочно-технологические свойства электродов необходимо определять при сварке в потолочном положении одностороннего таврового образца из двух пластин размером 180 ´ 140 мм. Сварку выполняют в один слой. После сварки таврового образца сварной шов и излом по шву осматривают. Для облегчения разрушения образца следует сделать надрез по середине шва со стороны усиления глубиной 1,5-2 мм.
3.4.2. Хранение и транспортировка двуокиси углерода под давлением производится в стальных баллонах по ГОСТ 949 вместимостью до 50 дм3 рабочим давлением 200 ·102 кПа (200 кгс/см2) при температуре окружающего воздуха рабочей зоны не выше плюс 60 °С и коэффициенте заполнения 0,72 кг/дм3. Баллоны, поступающие от потребителей, должны иметь остаточное давление двуокиси углерода не ниже 4×102 кПа (4 кгс/см2).
3.4.3. Двуокись углерода перед поступлением в горелку должна просушиваться путем пропускания через осушитель и иметь точку росы не выше минус 34 °С.
3.4.6. Газы для сварки и резки разрешается хранить в баллонах на открытой огражденной площадке под навесом.
5.6. Непосредственно перед сборкой кромки и прилегающие к ним участки на ширину 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматической сварке, а также места примыкания начальных и выводных планок должны быть тщательно зачищены от окалины, грязи, краски, масла, ржавчины, влаги, снега и льда.
5.10. Запрещается наложение прихваток у кромок, не подлежащих сварке, в местах пересечения швов и на краях будущих швов.
6.1.3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать ±5 % от номинальных
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
2.5. Входной контроль основных материалов (металла и конструктивных элементов) осуществляет организация - заказчик этих материалов.
10.2. Проектной организацией, разрабатывающей проект производства работ (ППР) по монтажу металлоконструкций, составляется перечень узлов, подлежащих сдаче заказчику с указанием сварочной документации, которая должна оформляться в соответствии с настоящим разделом РД и сдаваться заказчику.
Перечень согласовывается с заказчиком и сдается ему после окончания монтажа вместе со сварочной документацией.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
2.1. Для сварных металлоконструкций зданий применяются углеродистые и низколегированные стали в соответствии с ГОСТ 27772.
6.2.1. Для сварки корневых слоев шва и для подварки шва с обратной стороны следует применять электроды диаметром 2,5-4 мм.






