Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
Все основные параметры резьбы (собственно средний диаметр, наружный и внутренний диаметры, шаг и угол профиля) можно контролировать с помощью универсальных или специализированных контрольных средств. При этом контролируемый параметр измеряют многократно, что позволяет путем последующей обработки результатов по известным методикам уменьшить влияние погрешностей других параметров резьбы.
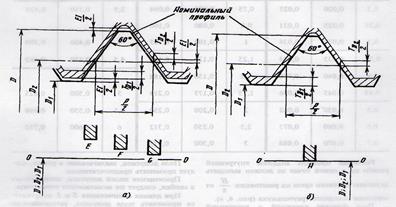
Допуски метрических резьб (ГОСТ 16093 – 81). Данный стандарт распространяется на метрическую резьбу по ГОСТ 9150 – 81, диаметрами от 1 до 600 мм по ГОСТ 8724 – 81 и ГОСТ 16967 – 81, основными размерами по ГОСТ 24705 – 81 и ГОСТ 24706 – 81 и устанавливает систему допусков и посадок с зазором. Положения полей допусков наружной и внутренней резьб показаны на рисунке 6.2 и 6.3 ниже.
Рисунок 6.2 Положения полей допусков наружной резьбы: а) – с основными отклонениями
d, e, f, g.
б) – с основным отклонением h.
Рисунок 6.3
Положения полей допусков внутренней резьбы: а) – с основными отклонениями E, F, G. б) – с основным отклонением Н.
Обозначение параметров в рисунках 6.2 и 6.3 соответствуют следующему:
D – наружный диаметр, D1 – внутренний диаметр, D2 (Dср) – средний диаметр,
Р – шаг резьбы.
Средний диаметр наружной резьбы контролируют с помощью универсальных средств без дополнительных приспособлений (микрометр МВМ) или с использованием резьбовых вставок, ножей, проволочек, роликов (обычный микрометр, микроскоп), а для внутренней резьбы — еще и шариков или оттисков. При измерении среднего диаметра наружной резьбы с помощью микроскопа перекрестие окулярной сетки вначале наводят на верхний профиль резьбы, а затем на нижний. За результат измерений принимают полусумму результатов измерений среднего диаметра по правой и по левой сторонам профиля. При этом в значительной мере уменьшается влияние погрешности шага. Однако теневое изображение профиля резьбы в этом случае из-за влияния угла подъема резьбы является искаженным, поэтому для контроля среднего диаметра часто используют приспособления с ножами, проволочками или вставками. При использовании ножей их лезвия подводят с помощью специальных приспособлений и кареток к боковым сторонам выступов до плотного соприкосновения (без просветов). Так как кромка лезвия ножа из-за подъема витка резьбы не видна, отсчет положения ножа проводят по рискам, нанесенным на поверхности ножа параллельно его лезвию. Для d2 = 100 мм метод измерения на микроскопе обеспечивает погрешность 2,5—4,5 мкм. Для малых образующих резьб применяют метод трех, двух или одной проволочки, закладываемых во впадины резьбы. Таким образом, контрольное средство позволяет измерить некоторый размер М, зависящий от среднего диаметра резьбы d2 и диаметра dпр проволочек. Шаг резьбы измеряют с помощью универсальных или специальных средств. Из универсальных средств используют главным образом микроскопы, перекрестия которых последовательно наводят на правые и левые стороны профиля резьбы. Чтобы исключить погрешность от перекоса оси резьбы относительно линии измерения в горизонтальной и вертикальной плоскостях, шаг необходимо измерять по правым и по левым сторонам профиля и с обеих сторон. Тогда действительный размер шага Рr можно найти по четырем измерениям (формула 6.1):
Рr = (Рn пр + Рn лев+ P’nпр + P’nлев)/4, (6.1)
В специальных приборах (измерительных машинах) шаг измеряют путем сравнения либо с образцовой деталью, либо со штриховой мерой
Внутренний диаметр наружных резьб измеряют с помощью микроскопов или контактных измерительных приборов с остроконечными вставками.
Средний диаметр внутренних резьбизмеряют с помощью штрихмасов с резьбовыми вставками, индикаторных приборов с раздвижными полупробками или сферических вставок, а также путем получения оттисков и отливок с последующим их измерением универсальными средствами. Измерение среднего диаметра шариками или шариковыми наконечниками аналогично измерению проволочками. При этом используют горизонтальные и вертикальные оптиметры, индикаторы и т. п. Все параметры внутренней резьбы можно: измерять с помощью специального микроскопа ИЗК-59 (приспособление к УИМ). Существуют автоматические средства контроля параметров резьб.
Метод трех проволочек
Одним из наиболее распространенных и точных методов измерений среднего диаметра резьбы является метод трех проволочек, являющийся косвенным методом измерений. Измерение среднего диаметра резьбы этим методом базируется на определении среднего диаметра резьбы как диаметра воображаемого цилиндра, поверхность которого пересекает витки резьбы, так что ширина витка в сечении, проходящем через ось резьбы, равна ширине впадины.
Метод заключается в следующем: во впадины резьбы закладываются три проволочки равного диаметра dпр и при помощи какого-либо контактного средства измерения измеряется размер М (рисунок 6.4).
При изменении выбираемого диаметра dпр проволочки, положение её во впадине меняется и при этом в значительной мере сказываются погрешности угла профиля. Для уменьшения влияния этой погрешности выбирают проволочки наивыгоднейшего диаметра dпр.н., который обеспечивает их касание с впадиной резьбы по линии среднего диаметра d2. Тогда средний диаметр рассчитываем по формуле (6.2):
, (6.2)
Для метрической резьбы (а = 60°) d2 рассчитываем по формуле (6.3):
d2 = М – 3dпр.н + 0,866Р, (6.3)
где dпр.н= 0,5Р/cos α/2 — наивыгоднейший диаметр проволочек.
Для измерения размера М используют длинномеры, оптиметры, микрометры и т. п. При измерении на горизонтальном оптиметре обеспечивается погрешность измерения 1,5—2 мкм. Для повышения точности измерения учитывают погрешности диаметра проволочек, шага, угла профиля, угла подъема резьбы, деформации витков и др. При небольшом числе витков применяют метод двух проволочек, тогда d2 вычисляем по формуле (6.4):
Для контроля резьб с D > 100 мм применяют одну проволочку. В цеховых условиях и при ремонте используют микрометры с резьбовыми вставками. Погрешность этого метода 0,025 — 0,2 мм.
Рисунок 6.4 – Метод трех проволочек
Пример отчёта по лабораторной работе
Основные параметры объекта измерения (наружной резьбы):
- резьба М25х1 – 8g
- шаг резьбы Р =1 мм, по ГОСТ 24705 – 2004;
- d2 = 24,513 мм (Значение диаметра вычисляется по следующей формуле:
d2 = d - 2·3/8 Н = d – 2·3/8 ·0,866025·Р = 25,0 - 2·3/8·0,866025·1,0 = 24,567мм, после притупления кромок d2 = 24,513 мм);
- верхнее отклонение es = - 0,026 мкм; (по ГОСТ 16093-81)
- нижнее отклонение ei = - 0,226 мкм; (по ГОСТ 16093-81)
- величина допуска Тd2=200мкм;
Следовательно: d2max=24,513 – 0,026 = 24,487 мм;
d2min=24,513 – 0,226 = 24,287 мм.
M25Х(1/1,5/2) – нетиповой калибр для наружной резьбы, который в стандартных условиях не применяется, производится по отдельным заказам Челябинским инструментальным заводом (ЧИЗ).
Измерение методом трех проволочек:
Согласно ГОСТ 2475-88 выбираем ступенчатые проволочки. Для метрической резьбы с шагом Р = 1мм dпр= 0,577мм, проволочки II – А – 0,577 кл.0.
Поскольку измерения проводятся с точностью 8g, погрешность наивыгоднейшего диаметра проволочек можно не учитывать, т. к. она несоизмеримо мала (не более 8 мкм).
Расстояние между наиболее выступающими образующими проволочек вычисляем по формуле (6.5):
М= d2 + 3dпр – 0,866Р, (6.5)
Мmax=24,487 + (3·0,577 – 0,866) = 25,352 мм
Мmin=24,287 + (3·0,577 – 0,866) = 25,152 мм.
Так как размер наиболее выступающих образующих проволочек превышает 25,0 мм, то применять можно микрометр МК 50, так как МК 25 может производить измерения до 25,0 мм.
Предельно допустимая погрешность микрометров типа МК 25, МК 25-50 равна Δси = 0,004мм, при нормальных условиях и погрешности оператора равного Δоп = 5% от предельно допускаемой погрешности микрометра, имеем две составляющие и находим границу НСП (неисключенной систематической погрешности) определяется по формуле (6.6):
, (6.6)
Погрешность оператора вычисляется по формуле (6.7):
, (6.7)
0,05∙0,004=0,0002мм
Θ(Р) = 0,004 + 0,0002 = 0,0042 мм;
По классу точности и диапазону измерений выбираем СИ. Выбираем гладкий микрометр МК 50.
Предел измерения 0 – 50. Допустимая погрешность 4 мкм.
Проводим измерения с помощью гладкого микрометра МК 50 в трех поясах (Рисунок 6.5) n раз и полученные результаты записываем в виде таблицы (6.1).
1) По поясу I размеры X1 X2 X3, обозначены как Х 1;
2) По поясу II размеры X4 X5 X6 , обозначены как Х4;
3) По поясу III размеры X7 X8 X9, обозначены как Х7;
Рисунок 5.2 – Проверка на конусность
Таблица 6.1 – Результаты измерений
I пояс
II пояс
III пояс
Х1=24,480 мм
X4=24,450
X7=24,470
Х2=24,440 мм
X5=24,460
X8=24,440
Х3=24,450 мм
X6=24,470
X9=24,450
Вычисляем среднее арифметическое по формуле (6.8)
, (6.8)
где хi – текущее значение,
N – число измерений.
с округлением;
Вычисляем СКО по формуле (6.9):
, (6.9)
Для суммирования систематической и случайной составляющей погрешностей рекомендуется следующий способ.
Если , то НСП Θ(Р) пренебрегают и окончательно принимают Є(Р) за погрешность результата измерения Δ(Ρ) при доверительной вероятности Р.
Если , то пренебрегают случайной погрешностью СКО – S(X) и принимают Δ (Р) = Θ (Р).
Если , то доверительную границу погрешности результата измерений вычисляют по следующей комплексной формуле (6.10):
Δ =К(Р)⋅[Θ(Ρ)+ (Ρ)], (6.10)
где Кр=
Суммарный коэффициент g находим по формуле (6.11)
, (6.11)
Таблица 6.2 – Значения суммарного коэффициента
Обозначение величины
Значение величины
g
0,3
0,5
0,7
1,0
1,5
2,0
3,0
4,0
5,0
1,00
0,80
0,75
0,72
0,71
0,72
0,75
0,79
0,82
0,85
Таблица 6.3 – Поправочный коэффициент
m
K(P)
5 и более
1,45
1,4
1,3
1,2
Исходя из расчёта и сравнив его по таблице 6.2, находим отношение:
, то доверительную границу погрешности результата измерений вычисляем по формуле (6.12)
, (6.12)
Случайная погрешность рассчитывается по формуле (6.13):
, (6.13)
Таблица 6.4– Значение функции Лапласа
N
Значение Zpi/2 при Р
0,9
0,95
0,99
1,412
1,414
1,414
1,689
1,710
1,728
1,869
1,917
1,972
1,996
2,067
2,161
2,093
2,182
2,310
2,172
2,273
2,431
2,237
2,349
2,532
2,294
2,414
2,753
(Р) = 1,414 · 0,017 = 0,024
Δ(Р) = 0,024
Вывод по проведенной лабораторной работе:
Результат измерений можно записать в следующей форме:
А = (24,457 ± 0,024) мм.
Для более точных измерений было бы лучше выбрать рычажный микрометр МР 50 или индикаторную скобу СИ 50 с ценой деления 0,001 мм.
6.8 Варианты выполнения лабораторной работы:
№ по списку гр.
Параметры метр.резьбы; Р-шаг.
№ по списку гр.
Параметры метр.резьбы; Р-шаг.
М10;Р=0,5
М8;Р=0,5
М10;Р=1,0
М8;Р=0,75
М10;Р=1,5
М8;НР=1,0
М10;Р=0,75
М8;Р=1,25
М12;Р=0,5
М8;Р=1,5
М12;Р=0,75
М16;Р=0,75
М12;Р=1,0
М16;Р=1,0
М12;Р=1,25
М16;Р=1,25
М12;Р=1,5
М16;Р=1,5
М12;Р=1,75
М16;Р=1,75
М14;Р=0,5
М16;Р=2,0
М14;Р=0,75
М16;Р=2,25
М14;Р=1,0
М16;Р=2,5
М14;Р=1,25
М18;Р=1,0
М14;Р=1,5
М18;Р=1,25
М14;Р=1,75
М18;Р=1,5
Вопросы для самоконтроля
6.9.1 Какие вы знаете микрометрические инструменты?
6.9.2 Что называется измерением? Какие методы вы знаете?
6.9.З Что называется абсолютным методом измерения?
6.9.4 В чем сущность метода измерения трёх проволочек?
6.9.5 Устройство и назначение микрометра.
6.9.6 Перечислите погрешности, возникающие при измерении микрометром.
6.9.7 Порядок измерения среднего диаметра вала рычажным микрометром.
6.9.8 Сделайте выводы по работе, если бы при выборе СИ, был бы взят рычажный микрометр МР 50 с ценой деления 0,001 мм.
7 Лабораторная работа № 7 Измерения линейно-угловых величин штангенинструментом
Цель работы
Целью проведения данной лабораторной работы является:
- знакомство с конструкцией и назначением штангенинструментов, приобретение навыков в обращении с ними, изучение лабораторных установок
МСИ 1 и МСИ 5, выполнение данной лабораторной работы с помощью этих установок;
- овладение навыками обработки результатов наблюдений и оценивание погрешности измерений.
Подготовка к выполнению работы
В процессе подготовки студенты должны изучить разделы курса «Методы и средства измерений, испытаний и контроля», касающиеся выполнения данной работы, по учебникам, рекомендованным в разделе «Список используемых источников», а также по конспектам лекций.
- уяснить цель работы, ее содержание и порядок выполнения;
- выписать в тетрадь расчетные формулы;
- представить отчет, где необходимо:
а) указать цель работы;
б) начертить эскиз измерительного средства, которым проводили измерение;
в) составить и заполнить таблицу со сравнительными параметрами, заданными в НД;
- выписать вопросы, приведенные в конце лабораторной работы, и подготовить ответы.
Теоретическая часть
Краткие сведения о средствах измерения.Средства измерений, применяемые в машиностроении, по назначению можно разделить на универсальные и специальные.
Специальные средства предназначены для измерения одного или нескольких параметров деталей определенного специфического типа.
По числу параметров, которые измеряются при одной установке детали на штативе, различают одномерные и многомерные измерительные и контрольные средства, а по степени механизации процесса измерения – неавтоматические (ручного действия), механизированные, полуавтоматические и автоматические.
7.3.1 Штангенинструменты.
Штангенинструменты – это группа измерительных средств для измерения и разметки линейных размеров.
Штангенинструменты являются наиболее массовыми и широко распространенными универсальными измерительными средствами. Метод измерения штангенинструментом прямой, абсолютный. В частности штангенциркули предназначены для линейных измерений наружных и внутренних размеров до 4000 мм, штангенглубиномеры – для измерения глубины отверстий и расстояния между двумя плоскостями до 500 мм, штангенвысотомеры (штангенрейсмасы) – для разметки и измерения высоты изделий до 2300 мм.
Отличительным признаком штангеинструментов является наличие в них двух штриховых шкал – основной и дополнительной – нониуса.
В лабораторной работе применяется штангенциркуль, конструкцию которого можно увидеть в представленных типах штангенинструментов – в Приложении В.
Рассмотрим различные виды штангенинструментов.
Штангенциркули ГОСТ 166 – 89.
Существуют следующие типы штангенциркулей:
ШЦ - I, ШЦ - II, ШЦ - III с отсчетом по нониусу 0,1 мм.
ШЦ - II и ШЦ - III c отсчетом по нониусу 0,05 мм.
В зависимости от того, с каким отсчетом по нониусу проводятся измерения, существуют различные для каждого типа предельные погрешности измерения. В лабораторной работе приведены предельные погрешности измерений в таблице 7.1 в соответствии с ГОСТ 166 – 89.
Штангенглубиномеры ГОСТ 162 – 90.
У штангенглубиномера существует неподвижная губка, а подвижная рамка имеет траверсу, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле. Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200 - 300) отсчет составляет 0,05 мм, на больших 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой спускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показания.
Штангенрейсмасы ГОСТ 164 – 90.
Штангенрейсмасы применяются для разметки, измерения высоты и расположения поверхностей наружных деталей (старинное название – штихмасы).
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, (Приложение В, рисунок В 26), поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2 с нониусом 4 имеет консольную державку к плоскости, к которой крепятся специальные устройства в виде различных чертилок. При разметке вертикальных плоскостей по линейке 8 и нониусу 4 устанавливают требуемый размер, используя при этом микроподачу 7. Затем весь штангенрейсмас прижимают основанием к разметочной плите, а лезвие разметочной ножки к детали. При перемещении штангенрейсмаса по плоскости разметочной плиты на поверхности детали остается риска от разметочной ножки.
Наибольшее распространение получили штангенрейсмасы с диапазоном измерения от 0 до 250 и 400 мм при отсчете 0.05 мм. Штангенрейсмасы с размером от 500 до 2500 мм встречаются значительно реже.
Рисунки и схемы штангенинструментов представлены в Приложении В
7. 3.2 Погрешности измерения штангенинструментами
Основными составляющими погрешности измерения штангенциркулями являются нормируемые в ГОСТ 166 – 89 погрешность показаний, просвет и неплоскостность измерительных поверхностей и изгиб штанги при измерении.
ГОСТ 166-89 нормирует погрешность штангенциркуля в пределах величены отсчета (т. е. соответственно 0,05 и 0,1 мм).
Неплоскостность измерительных поверхностей штангенциркулей нормируется в ГОСТе 166-89 величиной 4 мкм для ШЦ-I и 3 мкм для ШЦ-II и ШЦ-III. Величина просвета в этом же стандарте установлена для штангенциркулей с отсчетом 0,05 мм, равной 3 мкм и величины отсчета 0,1 мм, равной 6 мкм.
Основными погрешностями штангенглубиномеров, нормируемыми в ГОСТ 162 – 90, являются погрешность попаданий, несовпадений штрихов и неплоскостность измерительных поверхностей штанги и основания.
Погрешность показаний нормируется в пределах величины отсчета по нониусу, так же как у штангенциркуля, 0,05 и 0,1 мм. Неплоскостность измерительной поверхности штанги допускается 0,004 мм, а неплоскостность измерительной поверхности основания 0,006 и 0,010 мм соответственно для глубиномеров с величиной отсчета по нониусу 0,05 и 0,1 мм. Удельный вес погрешностей, являющийся следствием неплоскостности губок и зазора между губками, невелик, тем не менее все они входят в предельную погрешность измерения штангенинструментом.
Погрешность, вносимая самим оператором имеет наибольшее значение при пользованиии штангенинструментом, т. к. глаз человека способен различать смещение штрихов при угловой величине, равной 12 - 15. Для расстояния наилучшего видения, равного 250 мм, эта угловая величина будет соответствовать линейной 0,012 – 0,015 мм. Однако такая величина не может быть отсчитана по нониусу штангенинструмента. Можно обнаружить смещение не менее 0,025 мм. По нониусу берут дискретные отсчеты и размер, который окажется в середине интервала, их можно отнести к любой из его границ, т. е. к любой из границ интервала можно отнести размер, отличающийся от среднего на + 0,025, - 0,025 мм. Размер, находящийся в пределах 1,15 + 0,025, 1,15 – 0,025 мм, при измерении штангенинструментом с величиной отсчета 0,1 мм может быть оценен как 1,1 или 1,2, а при измерении штангенциркулем с величиной отсчета 0.05 мм размер в пределах 1,125 + 0,025мм, 1,125 – 0,025мм может быть оценен как 1,1 мм или 1,15 мм. Величина предельной погрешности отсчета по нониусу будет равна 0,075 мм для штангенинструмента с отсчетом 0,1 мм и 0,05 мм при величине отсчета 0,05 мм.
Погрешности измерения в мкм (±) для диапазонов размеров в мм.
1-10
10-50
50-80
80 - 120
120 - 180
180-260
260- 360
ШЦ–II и ШЦ–III
с отсчетом 0,05 мм.
ШЦ–I, ШЦ–II,
ШЦ–III с отсчетом 0,1 мм.
В штангенинструменте отсутствует устройство для стабилизации усилий поджима измерительных губок к контролируемой детали. Усилия эти могут быть значительными и привести к заметному изгибу штанги, особенно в тех случаях, когда измерение осуществляется концами губок.
Чтобы исключить погрешность условий измерений необходимо выполнить все требования к выполнению измерений и, в частности, обеспечить нормальные условия измерения.
Параллакс – кажущееся смещение штрихов относительно друг друга. Погрешность вследствие параллакса довольно существенна. Для отсчета делений на шкале наблюдатель должен принять направление зрения, перпендикулярное к плоскости шкалы. В противном случае возникает погрешность из-за параллакса, которая носит случайный характер.
Вообще все погрешности можно разделить на случайные и систематические.
Случайная погрешность – это составляющая погрешности измерения изменяющаяся случайным образом при повторных измерениях одной и той же величины. Она зависит от условий, в которых проводится само измерение, от экспериментальной ошибки методики и субъективных факторов человека.
Систематическая погрешность – составляющая погрешности измерения остающаяся постоянной или закономерно изменяющаяся при повторных измерениях одной и той же величины. Систематические погрешности не проявляются при выполнении измерений, но они проявляются при разработке и выборе средств измерений. Окончательно исключить систематическую погрешность невозможно, поэтому ее по возможности исключают, а остаток систематической погрешности включают в суммарную погрешность измерения и обозначают как неисключенная к систематическая погрешность (НСП). (Старый и отменённый термин – неисключённый остаток систематической погрешности)
Суммарная погрешность результата измерений будет состоять из НСП и случайной погрешности СКО – среднеквадратического отклонения.
Практическая часть
7.4.1 Мероприятия, выполняемые перед началом измерений
Каждый человек, выполняющий измерение, выступает в качестве оператора. При подготовке к измерениям оператор должен:
- ознакомиться с методикой выполнения измерения и последовательностью выполнения операции, проверить наличие необходимого комплекта (СИ) средств измерений и проверить наличие вспомогательных материалов.
- убедиться в том, что основные и вспомогательные СИ имеют действующие свидетельства о поверке или калибровке.
- выполнить операции по созданию необходимых условий измерения, включающие требования безопасности.
- подготовить, почистить объект, убедиться в том, что необходимые по НД условия измерения созданы и обеспечиваются постоянно.
- опробовать СИ, осмотреть, проверить действие.
- провести 2 – 3 пробных измерения и сравнить результаты наблюдений с отдельными результатами измерения. При большом расхождении результатов наблюдений, проверить, где ошибка, установить причины, устранить эти причины.
7.4.2 Выбор средства измерений и установление числа наблюдений
Основные принципы выбора СИ заключаются в следующем: точность средства измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера по НД, а трудоемкость измерений и их стоимость должны быть, возможно, более низкими, обеспечивающими наиболее высокую производительность труда и экономичность.
Недостаточная точность измерений приводит к тому, что часть годной продукции (бракуют) оказывается несоответствующей НД (ошибка первого рода); в то же время по той же причине другую часть фактически негодной продукции принимают как годную (ошибка второго рода).
Повышение (ужесточение) точности измерений, как правило, связано с чрезмерным повышением трудоемкости и стоимости контроля качества продукции, а следовательно, ведет к удорожанию производства, к повышению трудоёмкости процедур контроля качества и ограничению выпуска продукции.
Самый простой способ выбора средств измерений и установление числа измерений по коэффициенту точности основан на том, что точность средств измерений должна быть в несколько раз выше точности допустимых размеров деталей и узлов продукции производства. (смотри Часть I, Введение формула 2)
Пример отчета по лабораторной работе
Цель работы:
- знакомство с конструкцией и назначением штангенинструментов, приобретение навыков в обращении с ними;
- овладеть навыками обработки результатов наблюдений и оценивание погрешностей измерения.
- объект измерения – вал, согласно НД, задано измерить 223 ± 0,01 мм.
При анализе объекта измерения можно сделать вывод о том, что с точностью ± 0,01 мм штангенинструменты, имеющие нониусную величину отсчёта ± 0,1 мм и ± 0,05 мм, в отдельных экземплярах ± 0,02 мм, не обеспечивают необходимую достижимость результатов отсчёта и, следовательно, достаточную точность, что видно на рисунке 7.1.
Штангенциркуль ШЦ - III с пределами измерений 0—400 мм и величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений.
Микрометрическую подачу применяют для точной установки рамки относительно штанги.
Рисунок 7.1 - Штангенциркуль ШЦ – III, нониус с величиной отсчета 0,05 мм
Нониус, длина которого равна 39 мм, разделе на 20 частей. Одно деление нониуса составляет , на 0,05 мм меньше целого числа миллиметров.
Положение шкалы штанги и нониуса с величиной отсчета 0,05 мм при нулевом показании
Рисунок 7.2 - Отсчет по нониусу с ценой деления 0,05 мм
Рисунок 7.3 - Определение формы детали
Вычислим неисключённую систематическую погрешность по формуле (7.1):
Θ(Р) = Δ СИ + ΔОП + ΔУСЛ, (7.1)
Если использовать штангенциркуль типа ШЦ – III с ценой деления по нониусу ± 0,05 мм, то по МХ (метрологическим характеристикам) штангенциркуль имеет погрешность для диапазона измерения 180 – 260 мм ΔСИ= ± 0,08 мм.
(7.2)
Это в 10 раз меньше, чем допустимо по норме Kт = 2,5 – 1,4, следовательно, штангенциркуль в данном случае для выполнения измерений не подходит и нужно использовать микрометрическую скобу типа МК с пределами измерений от 200 до 225,0 мм с ценой деления 0,01 мм и предельно допустимой погрешностью для гладких микрометрических скоб ΔСИ = 0,002мм или ΔСИ = 0,004мм.
Микрометры (ГОСТ 6507 – 90). Микрометры предназначены для наружных измерений, цена деления 0,01 мм. Измерительное перемещение микрометрического винта 25 мм. Верхний предел измерений 600 мм.
К микрометрам с нижним пределом от 25 мм и более придаются установочные меры для установки и поверки нулевого положения. Микрометры с верхним пределом свыше 300 мм имеют сменную или передвижную пятку для увеличения диапазона измерений до 50 мм.
Характеристика скоб - микрометров типа МК:
Цена деления: 0,01мм
Пределы измерений: 0 - 25,0 мм, 25 – 50 мм, 50 – 75 мм, и т.д. с шагом 25 мм.
Винт с шагом: 0,5 мм.
Штрихи барабана удлинены и отмечены цифрами:
0;5;10;15;20;25;30;35;40;45.
Деление миллиметровой шкалы, выше черты - основная миллиметровая;
Ниже черты – деление полумилиметровой шкалы - смещённые относительно начального деления на 0,5мм
Процедура измерений должна включать в себя следующие операции:
- на измерительной плите установить штативную стойку, зажать и закрепить в них микрометрическую скобу в горизонтальном положении;
- вставить установочную меру и выставить микрометрическую скобу на ноль;
- установить вал – изделие на призмы и подвести к валу микрометрическую скобу так, чтобы она охватывала вал примерно на уровне половины диаметра;
- передвигая штативную стойку с микрометрической скобой, добиться схождения измерительных пятки и микрометрического винта на боковой поверхности вала с ощущением прижатия их и появления звукового сигнала трещотки. Прочитать результат наблюдения на микрометрическом стебле и барабане.
В результате проведения процедуры измерений получили:
х1=223,001мм
х2=222,999 мм
х3=223,001мм
Определим границы неисключённой систематической погрешности НСП Θ(Р):
Предельно допустимая погрешность скоб - микрометров типа МК равна Δси = 0,002 или 0,004 мм, при нормальных условиях и погрешности оператора равного Δоп = 5% от предельно допускаемой погрешности микрометра, имеем две составляющие и находим границу НСП (неисключенной систематической погрешности) определяется по формуле (7.3):
, (7.3)
В нашем случае микрометрическая скоба МК 200 – 225 мм
Погрешность оператора вычисляется по формуле (7.4):
, (7.4)
0,05∙0,002=0,0001мм
Θ(Р) = 0,002 + 0,0001 = 0,0021 мм;
Определим среднее арифметическое значение по формуле (7.5)
мм (7.5)
Определяем среднее квадратическое отклонение по формуле (7.6):
S(х) = 0,00115 мм (7.6)
Находим отношения:
ν1 =|223,001-223,0003|=0,0007
ν2 =|222,999-223,0003|=0,0013
ν3 =|223,001-223,0003|=0,0007
Если νn< Zр/2·S(х), то наблюдение xn не является промахом. Если же νn≥ Zр/2·S(х), то хn - промах и подлежит исключению.
Zр/2·S(х)= 1,96 ·0,00115 = 0,00225;
х1 0,0007< 0,00225 не является промахом
х20,0013<0,00225 не является промахом
х3 0,0007<0,00225 не является промахом
Из полученных вычислений видим, что ни одно из значений, полученных в результате измерений, не является промахом.
Определяем отношение Θ(Р)/ S(х):
Θ(Р)/S(х) = 0,0021/0,00115 = 1,826;
Так как 0,8 < 1,826 < 8, то результирующая погрешность ΔР вычисляется по формулам (7.7 - 7.10)
, (7.7)
, (7.8)
,
Кр= = 0,711, (7.9)
, (7.10)
где Zр/2 - Коэффициент Лапласса, определяемый по таблице.
мм
ΔР =0,711 [0,0021+0,0016] = 0,00263 мм
Результат измерений теперь можно записать следующим образом:
А = 223,0003 ± 0,00263 = (223 ± 0,0026) мм
Вывод по проведенной лабораторной работе: С доверительной вероятностью 0,95 определили, что истинное значение размера вала находится в доверительных границах ΔР = 223 ± 0,0026, что обеспечивает выполнение задания по НД, превышая трехкратную точность. Если бы выбрали скобу с ΔСИ = 0,004 мм, то результирующая погрешность равнялась бы 0,0045 мм, и это так же обеспечивает достаточную точность по сравнению с заданием по НД.
Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...





 , (6.2)
, (6.2)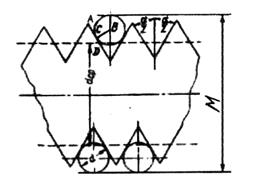
 , (6.6)
, (6.6)
 , (6.7)
, (6.7)





 , (6.8)
, (6.8)


 с округлением;
с округлением; , (6.9)
, (6.9)



 , то НСП Θ(Р) пренебрегают и окончательно принимают Є(Р) за погрешность результата измерения Δ(Ρ) при доверительной вероятности Р.
, то НСП Θ(Р) пренебрегают и окончательно принимают Є(Р) за погрешность результата измерения Δ(Ρ) при доверительной вероятности Р. , то пренебрегают случайной погрешностью СКО – S(X) и принимают Δ (Р) = Θ (Р).
, то пренебрегают случайной погрешностью СКО – S(X) и принимают Δ (Р) = Θ (Р). , то доверительную границу погрешности результата измерений вычисляют по следующей комплексной формуле (6.10):
, то доверительную границу погрешности результата измерений вычисляют по следующей комплексной формуле (6.10): (Ρ)], (6.10)
(Ρ)], (6.10)
 , (6.11)
, (6.11)



 , (6.12)
, (6.12) , (6.13)
, (6.13)
 , на 0,05 мм меньше целого числа миллиметров.
, на 0,05 мм меньше целого числа миллиметров.

 (7.2)
(7.2) , (7.3)
, (7.3)
 , (7.4)
, (7.4) по формуле (7.5)
по формуле (7.5) мм (7.5)
мм (7.5) 0,00115 мм (7.6)
0,00115 мм (7.6) , (7.7)
, (7.7) , (7.8)
, (7.8) ,
, , (7.10)
, (7.10) мм
мм


