Билет 1
Дайте определение глубины резания, подачи и скорости резания в единицах измерения. Правила выбора этих элементов.
Глубина резания t измеряется в мм- определяется толщиной снимаемого слоя металла, измеренной по перпендикуляру к обработанной поверхности металла, за один рабочий ход инструмента относительно обрабатываемой поверхности.
Подача S измеряется в мм / об называют путь, пройденный режущей кромкой инструмента относительно вращающейся заготовки в направлении движения подачи за один оборот заготовки. Подача может быть продольной, если инструмент перемещается параллельно оси.
Скорость резания U (м/с или м/мин) называют путь режущей кромки инструмента, относительно обрабатываемой заготовки в направлении главного движения за единицу времени.
Для обработки детали необходимо установить наиболее рациональные режимы резания, т.е. скорость резания, подачу и глубину резания. Глубину резания определяют припуском на обработку, который выгодно удалять за один рабочих ход. Для уменьшения влияния сил резания иногда разделяют припуск на несколько рабочих ходов. 60%- при черновой обработке,20-30%- при получистовой обработке и 10-20 %- при чистовой обработке.
Глубина резания для черновой обработке=3-5 мм, для получистовой=2-3 мм
Для чистовой от0,5-1 мм.
Подача, ограниченная силами, действующими в процессе резания, которые могут привести к поломке режущего инструмента станка. Целесообразно работать с максимально возможной подачей. Обычно подачу назначают по таблице справочника, составленной на основе специальных исследований. После выбора подачи из справочника,ее корректируют по кинематическим данным станка. При этом выбирают ближайшую меньшую подачу. Для черновой обработки подача= от 0,3 до 1,5 мм/об. Для чистовой обработки от 0,1 до 0,4 мм / об. При одинаковой площади поперечного сечения среза нагрузка на резец меньше, при работе с меньшей подачи и большей глубиной резания, а нагрузках на станок по мощности, наоборот меньше при работе с большей подачей и меньшей глубиной резания. Скорость резания зависит от конкретных условий обработки, которые влияют на стойкость (время работы от переточки до переточки) инструмента.
Чем больше скорость резания при работе инструмента при одной и той же скорости, тем выше его режущие свойства, тем более он производительность. на допустимую скорость резания влияют: стойкость инструмента, физико-механические свойства обрабатываемого материала, подача и глубина резания, геометрические элементы режущей части инструмента, размеры его сечения державки резца. С,О,Ж, допустимый износ инструмента, температура в зоне резания. С большей скоростью резания обрабатывают автоматные стали, цветные и легкие сплавы. Например, скорость резания алюминия в 5,6 раз больше, чем скорость обработки углеродистой конструкционной стали. Для достижения большей производительности резания выгоднее работать с большими сечениями среза. За счет уменьшения скорости резания. Например, при увеличении подачи в 2 раза (с 0,3-0,6 мм/об) скорость резания необходимо уменьшить на 20-25 %, а при увеличении в 2 раза глубина резания, скорость резания необходимо уменьшить на10-15 % на практике скорость резания увеличивают после того, как достигнуты предельные значения глубины резания и подачи.
Контроль заточки фрез.
- проверка геометрических параметров режущей части фрезы
- шаблон
- Биение фрезы (индикатор часового типа)
- класс шероховатости (по образцам)
- контроль качества заточки производят с помощью линзы во избежание трещин зазубрин и забоин. Параметры углов(альфа и сигма) определяют угломером.
Контроль фрез после заточки
При контроле фрез после заточки проверяют геометрические параметры режущей части фрезы, биение фрезы и класс шероховатости заточенных или доведенных поверхностей. Для контроля геометрических параметров фрез применяют ряд приборов.
Основное требование, предъявляемое к этим приборам, — простота в эксплуатации и возможность пользования ими непосредственно на рабочем месте.
Контроль биения зубьев фрез осуществляется с помощью индикатора в тех приспособлениях, где они затачиваются в центровых бабках или в специальных приспособлениях.
Фрезы, у которых посадочным местом является отверстие, при контроле устанавливают на горизонтальной или вертикальной оправке. Фрезы с цилиндрическим или коническим хвостовиком при контроле устанавливают либо в направляющей призме, либо в приборе для контроля биения рабочей части концевых инструментов. Биение проверяют по цилиндрической поверхности зубьев, по торцовым зубьям, по угловым кромкам и по опорному торцу. Проверку биения фрезы производят после установки ее на оправку или на шпиндель фрезерного станка.
Проверку качества заточки или доводки производят внешним осмотром с помощью лупы. Режущие кромки фрез должны быть острыми, без зазубрин и выбоин. Наличие трещин на пластинках твердого сплава определяют, пользуясь лупой, смачивая пластины керосином или обдувая их песком. В этом случае при наличии трещин выступает керосин.
Билет 2
1. Правила заточки резцов и других инструментов с пластинами твердых сплавов. Как производится доводка резцов на алмазных кругах.
Заточка резцов производится из твердого сплава часто затачивают по всем режущим поверхностям. В ряде случаев при незначительном износе резцов по передней поверхности их затачивают только по задней поверхности.
При заточке твердосплавных резцов предварительно обрабатывают задние поверхности стержня под углом, на 2-3 0 большем, чем угол заточки на пластине твердого сплава.
Затем затачивают по передней, затем по главной и вспомогательной задней поверхностям. У твердосплавных сверл сначала затачивают пластину, а затем корпус сверла оснащенной пластинами твердого сплава не должно быть заусенцев и мест выкрашивания режущих кромок. При заточке резца на мелкозернистом круге на режущей кромке его остаются неровности, которые интенсивно изнашивают резец. Поэтому после заточки резец доводят на алмазном круге, скорость вращения круга до 25 м/с. резец доводят по главной, задней и передней поверхностям на фаске 1,5-4 мм. Вспомогательную заднюю поверхность резца не обрабатывают.
2. Расскажите о способах крепления и выверки деталей сложной формы.
На примере установки детали для обработки конической поверхности.
Крепление трехкулачковым патроном. Наружные и внутренние конусы длиной до 15 мм.
Разрабатывают резцом, главную режущую кромку которого устанавливают под требуемым углом к оси конуса, осуществляя при этом продольную и поперечную передачу. Этот способ применяют в том случае, когда обрабатываемая деталь жесткая, угол наклона конуса большой, а точности угла конуса, шероховатостей образующей не предъявляют высоких требований. Получение конической поверхности поворотом верхнего суппорта, определяет угол поворота верхнего суппорта по формуле:
| |
| | | tg α = D-d tg α ≈ K
2 L 2
| |
По таблице тангенсов углов становить величину угла уклона конуса α.
Повернуть верхнюю поворотную часть суппорта на требуемый угол уклона конуса, когда вершина конуса обращена к задней бабке. Если конус детали обращен в сторону задней бабки, то верхнюю часть суппорта повернуть от себя на величину угла уклона конуса α и наоборот.
Настройка по образцу.
3. Обработка отверстий
Метод получения отверстия является сверление. Движение резания при сверлении вращательное, движение подачи поступательное. Перед началом работы проверяют совпадение вершин переднего и заднего центров станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышала припуска, снимаемого при наружном обтачивании.
Проверяют также биение торца заготовки, в которой будет обрабатываться отверстие, и выверяют заготовку по торцу. Перпендикулярность торца к оси вращение можно обеспечивать подрезной, при этом в центре заготовки можно выполнить углубление для нужного направления сверла. Для обработки штучных заготовок устанавливают трехкулачковый патрон и производят расточку сырых кулачков, а для обработки детали из кружка зажимную цанту и соответствующие размеру кружка вкладыш падающую цанту и направляющую втулку. Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие киноли задней бабки. Если размеры конусов не совпадают, то сверла устанавливают посредством переходных втулок. Для крепления переходных втулок. Для крепления сверл с цилиндрическими хвостовиками диаметром до 16 мм применяют сверлильные кулачковые патроны, которые устанавливаются в пиноле задней бабки. Сверло закрепляется кулачками, которые могут сводится и разводиться.
Перед сверлением отверстий заднюю бабку перемещают по станине н таком расстоянии от обрабатываемой поверхности заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое) диаметра отверстия и заданной прочности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три или более режущих кромки, он прочнее сверла, стружка тоньше, а подача в 2,5-3 раза больше, чем при сверлении. Для уменьшения увода зенкера от оси, отверстия предварительно растачивают резцом до диаметра, равного диаметру зенкера на глубину, примерно равную половине рабочей части зенкера.
Рассверливание - применяют для получения более точной и качественной поверхности отверстия, развертка имеет больше режущих кромок, чем зенкер, поэтому при развершивании уменьшается сечение стружки и повышается точность отверстия диаметром до 10 мм развешивающей после сверления. Отверстия большего диаметра перед развершиванием обрабатывают, а торец подрезают. припуск под развершиванием равен 0,15-0,5 мм- для черновых разверток,0,05-0,25 для чистовых. Для высокого качества обработки изделия производят за одну установку на станине.
Подача при рассверливании стальных деталей равна 0,5-2 мм/ об, чугуна 1-4 мм/ об. Скорость резания при развертывании 6-16 м/мин. Чем больше диаметр отверстия, тем меньше скорость резания при одинаковой подаче, при увеличении подачи скорость резания снижают.
Растачивание- производится, если диаметр отверстия нельзя обработать зенкером или сверлом на данном станке, а также, если отверстие имеет неравномерный припуск или непрямолинейную образующую.
У токарных расточных стержневых резцов консольная часть выполняется круглой, а стержень для крепления квадратный(12х12; 16Х16, 20Х20;25х25).
Для этих резцов наименьший диаметр отверстия равен 30-60 мм. Для повышения виброустойчивости режущей кромки резцов выполняет по оси стержня и крепят в специальных державках. Расточный резец имеет меньшее сечение державки и большей вылет, чем резец для наружного точения, что вызывает отжим резца и способствует возникновению вибрации, поэтому при растачивании снижают скорость резания. При черновом растачивании стали глубина резания стали достигает 3 мм, продольная подача 0,08 –0,2 мм/об скорость резания 25 м/мин для быстрорежущих резцов50-10 м/мин для твердосплавных резцов. При чистовом растачивании стали, глубина резания не превышает 1 мм, продольная подача 0,05-0,1 мм/об скорость резания 40-80 м/мин для быстрорежущих резцов и 150-200 м/мин для твердосплавных резцов.
Билет 3
1. Обработка наружных цилиндрических поверхностей.
Для наружного продольного чернового точения применяют проходные резцы.
Резцы для чернового точения работают обычно с более высокими скоростями резания и снимают стружку большего сечения, чем резцы для чистового точения.
Проходные резцы бывают прямые, отогнутые. По направлению подачи различают резцы левые и правые. Правые резцы применяют для обработки наружных поверхностей при продольной подаче справа налево, левые при продольной подаче слева направо.
Прямые переходные твердосплавные резцы изготавливаются с главным углом 450, 600, 750.
Билет 4
Требования безопасности при зачистке деталей.
Требования безопасности при зачистки деталей:
Деталь для зачистки устанавливается в тиски;
Запрещается удалять заусенцы руками;
Запрещается пользоваться неисправным инструментом;
Запрещается зачищать деталь при вращении фрезы.
Билет 4
1. Какие вы знаете методы и средства (включая оптико- механические приборы) для контроля расстояния между осями отверстий, расположенных в одной плоскости. И заданных в полярной системы координат.
Какой разрез называют сложным. Как подразделяются сложные разрезы? Покажите условные обозначения отклонения от пересечения осей.
Ответ:
Сложные разрезы бывают: ломанный разрез и ступенчатый разрез
Разрез – это условное изображение предмета, мысленно рассеченного одной или несколькими плоскостями. На разрезе показывают только то, что находится в секущей плоскости и что расположено за ней.
Ломанный разрез- выполнен на чертежах посредством двух пересекающихся плоскостей, из которых одна в большинстве случаев параллельно плоскости проекции.
Ступенчатый разрез- это разрез, образованный двумя и более параллельными секущимися плоскостями.
Сложным называют разрез при двух секущихся и более параллельными плоскостями.
Сложным называют разрез при двух секущихся и более.
 отклонение от прямолинейности
отклонение от прямолинейности
| | | | | | | | | |
| | | | Отклонение от прямолинейности профиля
Отклонение от округлости(огранка, овальность)
Отклонение от цилиндричности
Отклонение от параллельности (не параллельность плоскостей, плоскости и оси отверстия, осей отверстия)
Отклонение от перпендикулярности
Отклонение от соосности в радиусном выражении
Отклонение от симметричности оси отверстия относительно поверхности
| |
| |  |
| |
| | |  |
| |
| | |  |
| |
| | |  |
| |
| | |  |
| |
| | |  |
| |
| | |  |
| |
2. Правила пользования спецодеждой и защитными средствами.
При работе на токарных станках необходимо пользоваться спецодеждой с застегнутыми рукавами. Пуговицы должны быть застегнутыми на куртке. Надет головной убор и обязательное наличие очков. Токарю запрещается работать в шапочках, сандалиях, босоножках.
3. Какие вы знаете способы обработки фасонных поверхностей и применением копировальных устройств.
Ответ:
- Обычными резцами (Без копира с комбинированием продольной и поперечной ручных подач.) Этот способ приемлем при небольшом количестве обрабатываемых заготовок.
- Фасонными резцами для обработки деталей не большой длины (до 50 мм)
- Обычными резцами при помощи приспособления с круговой подачей поводковых устройств. Этот способ применяют для средних размеров.
- Специальными (кольцеобразными или подобными им) режущим инструментами для сферических поверхностей.
- Обычными резцами при помощи копировальных средств. Он допускает использование нормальных резцов для обточки поверхностей разной длины и конфигурации. В некоторых случаях роль копира выполняет первая образцовая деталь.
Возможно также применение гидрокопировальных суппортов.
Билет 5
1. Обработка канавок и торцевых поверхностей.
Торцы и уступы обрабатывают подрезным, проходным отогнутым или проходным упорным резцами. Подрезной торцовый резец предназначен для обработки наружных торцовых поверхностей. При подрезании торца подача резца осуществляется перпендикулярно оси обрабатываемой детали. Подрезные резцы изготавливают с пластинами из быстрорежущих сталей и твердых сплавов. Главный задний угол 10-15 0 передний угол выбирают в зависимости от обрабатываемого материала. Узкие канавки обрабатываются прорезными резцами. Бывают прямые и отогнутые, правые и левые.
Чаще применяются прорезные резцы правые прямые или левые отогнутые. Канавочные резцы с режущей кромкой. заготовки отрезают отрезными резцами.
2. Обработка конических поверхностей. Коническая поверхность характеризуется меньшим α конуса и большим D диаметром и расстоянием (между плоскостями, в которых расположены окружности с диаметрами D и d) α- угол наклона корпуса, 2α- угол нониуса.
При обработке валов часто встречается переходы между обрабатываемыми поверхностями, которые имеют коническую форму. Если длина конуса не превышает 50 мм, то его обрабатывают широким резцом. При этом режущая кромка резца должна быть установлена относительно оси центров на угол, соответствующий углу наклона нониуса на обработанной детали. Резцу сообщают подачу в поперечном или продольном направлении. Чтобы уменьшить искажение образующей конической поверхности и отклонение угла наклона нониуса, режущую кромку резца устанавливают по оси вращения детали. Конические поверхности с большими уклонами можно обрабатывать при повернутых верхних салазках суппорта с резцедержателем на угол, равный углу наклона обрабатываемого конуса. Конические поверхности большей длины с углом наклона 8-10 0 можно обрабатывать при смещении заднего центра. Величину смещения задней бабки – определяют по шкале, нанесенной на торце опорной плиты со стороны маховика и риски на торце корпуса задней бабки.
Конические поверхности с углом 0-12 0 обрабатывают с использованием копирных устройств.
Для получения конического отверстия в сплошном материале предварительно (сверлят, зенкеруют, растачивают), а за тем окончательно (развертывают, растачивают) сначала сверлят отверстие на 0,5-1,0 мм меньшего диаметра, затем черновой разверткой, имеющую форму уступов, вторая получистовая развертка снимает неровности, тренья чистовая имеет сплошные режущие кромки по всей длине и калибрует отверстие.
Заточка инструмента
На машиностроительных предприятиях инструмент, как правило, затачивают централизованно. Для ручной заточки применяют точильно- шлифовальные станции.
Например, станок модели 3 Б633, состоящий из шлифовальной головки и станины. В шлифовальную головку встроен двухскоростной электродвигатель. На выходящих концах вала ротора крепятся шлифовальные круги, которые закрываются кожухами с защитными экранами. Подразделяются на 3 группы: малые станки с кругом диаметром 100-175 мм для заточки мелкого инструмента. Средние станки диаметром круга 200-350 мм для заточки основных резцов. Крупные станки, диаметр круга 400 мм и более для шлифования деталей и обдирочно- зачистных работ. Резцы в зависимости от их конструкции и характера изнашивания затачивают по передней, задней или по обеим поверхностям стандартные резцы с пластинками из твердого сплава или быстрорежущей стали наиболее часто затачивают по всем режущим поверхностям. При заточке на станке резец устанавливают на поворотный столик или подручник вручную прижимают обрабатываемую поверхность к шлифовальному кругу. При заточке резца по задним поверхностям столик или подручник поворачивают на заданный задний угол и закрепляют в непосредственной близости к кругу. Резец устанавливают на столике или подручнике так, чтобы режущая кромка располагалась параллельно рабочей поверхности круга. Переднюю поверхность резца чаще всего затачивают боковой поверхностью круга, при этом резец устанавливают на подручнике боковой поверхности. Резцы из быстрорежущей стали затачивают сначала по передней, затем по главной и вспомогательной задней поверхностям. При заточке твердосплавных резцов применяют такой же порядок операции, но предварительно обрабатывают задние поверхности стержня под углом на 2-3 0 больше, чем угол заточки на пластине твердого сплава.
Резец в резцедержателе устанавливают по высоте оси центров станка. Для этого резцедержатель подводят к центру задней бабки, вершину головки резца устанавливают так, чтобы вылет резца не превышал 1-1,5 высоты его державки, определяют взаимное положение вершины головки резца и центра станка и совмещают их по высоте введением подкладок под державки резца. Подкладки должны иметь параллельные и хорошо обработанные поверхности, не должны по длине и ширине выходить за опорные поверхности резцедержателя. Число подкладок должно быть не более двух.
Билет 6
1. Чем вызвана необходимость балансировки вращающихся деталей. приведите примеры статической балансировки.
Детали проходят могут иметь различную шероховатость поверхности. Обозначение шероховатости поверхности располагают на линиях видимого контура изображения, на выносных линиях, а также на вспомогательных линиях типа выносных, и, как правило, вблизи от размеров.
Для обозначения шероховатости поверхности, когда указывается класс (или класс и разряд)..
Например, ▼3▼6б
▼3(▼)
Для обозначения поверхностей, у которых может быть допущена шероховатость, превышающая 320 мк (т.е. грубее, чем для 1 кл)над знаком может быть указана допустимая высота неровностей в мк,
Например, 500√,500√
Билет 7
Расскажите о приемах установки и выверки эксцентричных деталей. С точными размерами между главной осью и осями эксцентричных поверхностей. Какие контрольно - измерительные инструменты применяются при этом.
Пример, заготовка эксцентрического вала.
При обработке эксцентрических деталей обычно указывается величина расстояния между главной осью деталей и осью эксцентричной поверхности.
1) Разместить и померить центры на главной оси ОО и оси эксцентрической поверхности О1О1
У заготовки эксцентрического вала с подрезанными торцами покрыть мелом торцевые поверхности и положить заготовку на призму, расположенную на разметочной плите.
Установить на плите штангенрейсмус так, чтобы его измерительная поверхность с рамкой касалось наружной поверхности заготовки вала. Опустить измерительную поверхность штангенрейсмуса с рамкой на ½ диаметра заготовки и провести на торцах горизонтальные линии установились точно в вертикальное положение. На торцах заготовки провести вторые горизонтальные линии той же высоты.

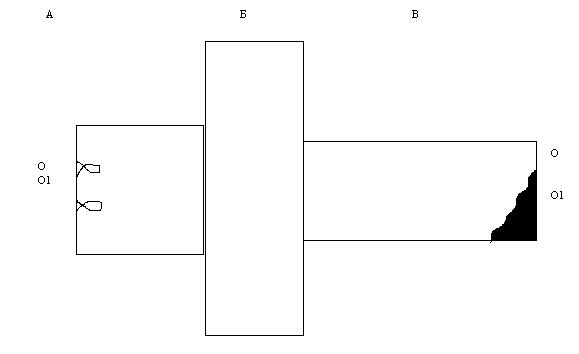
Пересечение двух проведенных линий образует на торцах центры оси О1О1 эксцентричной поверхности.
Очистить раму с измерительной поверхностью штангенрейсмуса точно на 5мм, т.е. на величину эксцентриситета, и провести на торцах третью линию, пересечение которой с вертикальной линией теперь образует на торцах центры главной оси ОО основной поверхности вала. С помощью корнера и молотка накернить центры осей ОО О1О1 с двух сторон.
2) Совершить центровые отверстия осей ОО и О1О1
Заготовку с накерненными центрами поочередно подставлять к заднему центру и, вращая маховичок задней бабки, подавать на вращающееся центровое комбинированное сверло до образования центровых отверстий соответствующих размеров. Таким же образом сделать центровые отверстия на другом торце.
3) Установить заготовку вала в центры центровыми отверстиями от ОО1 обточить поверхность В и надрезать торец поверхности Б. При обработке массивного эксцентричного вала с большим эксцентриситетом устанавливать на план-шайбу груз (противовес) для предупреждения вибрации вала и элитности обтачиваемых поверхностей. Для удобства обработки поверхностей В и Б применить проходной упорный резец. В таком же порядке обработать другую сторону заготовки А.
4) Установить заготовку вала в центрах отверстиями оси О1О1 и обточить эксцентричную поверхность Б.
При обтачивании эксцентрической поверхности Б ранее установленный груз заменить другим, в зависимости от величины эксцентричной поверхности Б и эксцентриситета.
Применяемые при этом контрольно - измерительные приборы: штангенциркуль, микрометр, центровая оправа.
2. Какой предел измерения должен иметь штангенциркуль, чтобы измерить размер 145±1 мм.
Ответ: Штангенциркуль с пределом измерения 0-150 мм.
Как подразделяются разрезы в зависимости от направления секущих плоскостей. Как записать условным обозначением следующий пласт: не перпендикулярность оси отверстия Б относительно поверхности А не более 1 мм (допуск зависит).
Ответ: В зависимости от положения секущей плоскости проекций различают:
- Вертикальные- это фронтальный разрез, если секущая плоскость параллельна фронтальной плоскости проекции
- Горизонтальные,
- Наклонные.
Билет 8
Билет 9
Билет 1
Дайте определение глубины резания, подачи и скорости резания в единицах измерения. Правила выбора этих элементов.
Глубина резания t измеряется в мм- определяется толщиной снимаемого слоя металла, измеренной по перпендикуляру к обработанной поверхности металла, за один рабочий ход инструмента относительно обрабатываемой поверхности.
Подача S измеряется в мм / об называют путь, пройденный режущей кромкой инструмента относительно вращающейся заготовки в направлении движения подачи за один оборот заготовки. Подача может быть продольной, если инструмент перемещается параллельно оси.
Скорость резания U (м/с или м/мин) называют путь режущей кромки инструмента, относительно обрабатываемой заготовки в направлении главного движения за единицу времени.
Для обработки детали необходимо установить наиболее рациональные режимы резания, т.е. скорость резания, подачу и глубину резания. Глубину резания определяют припуском на обработку, который выгодно удалять за один рабочих ход. Для уменьшения влияния сил резания иногда разделяют припуск на несколько рабочих ходов. 60%- при черновой обработке,20-30%- при получистовой обработке и 10-20 %- при чистовой обработке.
Глубина резания для черновой обработке=3-5 мм, для получистовой=2-3 мм
Для чистовой от0,5-1 мм.
Подача, ограниченная силами, действующими в процессе резания, которые могут привести к поломке режущего инструмента станка. Целесообразно работать с максимально возможной подачей. Обычно подачу назначают по таблице справочника, составленной на основе специальных исследований. После выбора подачи из справочника,ее корректируют по кинематическим данным станка. При этом выбирают ближайшую меньшую подачу. Для черновой обработки подача= от 0,3 до 1,5 мм/об. Для чистовой обработки от 0,1 до 0,4 мм / об. При одинаковой площади поперечного сечения среза нагрузка на резец меньше, при работе с меньшей подачи и большей глубиной резания, а нагрузках на станок по мощности, наоборот меньше при работе с большей подачей и меньшей глубиной резания. Скорость резания зависит от конкретных условий обработки, которые влияют на стойкость (время работы от переточки до переточки) инструмента.
Чем больше скорость резания при работе инструмента при одной и той же скорости, тем выше его режущие свойства, тем более он производительность. на допустимую скорость резания влияют: стойкость инструмента, физико-механические свойства обрабатываемого материала, подача и глубина резания, геометрические элементы режущей части инструмента, размеры его сечения державки резца. С,О,Ж, допустимый износ инструмента, температура в зоне резания. С большей скоростью резания обрабатывают автоматные стали, цветные и легкие сплавы. Например, скорость резания алюминия в 5,6 раз больше, чем скорость обработки углеродистой конструкционной стали. Для достижения большей производительности резания выгоднее работать с большими сечениями среза. За счет уменьшения скорости резания. Например, при увеличении подачи в 2 раза (с 0,3-0,6 мм/об) скорость резания необходимо уменьшить на 20-25 %, а при увеличении в 2 раза глубина резания, скорость резания необходимо уменьшить на10-15 % на практике скорость резания увеличивают после того, как достигнуты предельные значения глубины резания и подачи.






