Механизированные способы сварки и наплавки способствуют улучшению качества ремонтируемых деталей, резкому повышению производительности труда и снижению себестоимости ремонта.
Различают сварку и наплавку с автоматическим и полуавтоматическим циклами.
При автоматической (сварке или наплавке) механизированы все операции относительно перемещения электрода и детали, а также возбуждения и поддержания электрической дуги.
При полуавтоматической (сварке или наплавке) механизирована только подача электрода.
На ремонтных предприятиях получили широкое распространение: сварка и наплавка под слоем флюса, вибродуговая наплавка, сварка и наплавка в среде углекислого газа, сварка и наплавка порошковой проволокой, контактная сварка (точечная и шовная), газопрессовая сварка, холодная сварка.
Сварка и наплавка деталей под слоем флюса.
Сварка и наплавка деталей под слоем флюса может быть автоматической и полуавтоматической.
Автоматическая.
Электродная проволока непрерывно подаётся специальным роликовым устройством в зону наплавки, а из бункера поступает слоем 30…50мм гранулированный флюс. Дуга горит под жидким слоем расплавленного флюса в газовом пространстве, образуемом при непрерывном горении дуги. Оболочка расплавленного флюса предохраняет расплавленный металл от вредного действия кислорода и азота воздуха, уменьшает разбрызгивание расплава металла, улучшает качество формирования наплавляемого шва. При остывании расплава флюса образуется шлаковая корка, которая замедляет охлаждение наплавленного шва, улучшая условия его кристализации.
Наплавляемые тела вращения должны иметь диаметр не менее 40мм, предпочтительно даже 100мм и не более, чтобы расплавленный металл и флюс не стекал с поверхности до затвердения.
Автоматическая наплавка под слоем флюса имеет ряд преимуществ перед ручной:
- высокая производительность процесса благодаря применению более высоких плотностей тока и увеличению коэффициента наплавки;
- получение высококачественного покрытия вследствие хорошей защиты дуги от окружающей среды и устойчивости процесса в связи с его автоматизацией;
- возможность получения наплавленного слоя большой толщины (до 5 мм и более);
- экономичность процесса в связи с резким уменьшением потерь электродного металла и отсутствием потерь электрической энергии на излучение тепла и света;
- возможность получения наплавленного металла с высокими физико-механическими свойствами в результате его легирования;
- облегчение условий труда сварщика;
Недостатки:
- Трудность наплавки цилиндрических деталей с d < 45мм, т.к. расплавленный флюс и шлак стекают с наплавленного слоя, не успев затвердеть;
- относительно высокая стоимость применяемых флюсов.
Вибродуговая наплавка.
Автоматическая наплавка вибрирующим плавящимся электродом.
Применяют для восстановления стальных и групповых цилиндрических и конических поверхностей диаметром свыше 15мм (валы, оси, полуоси, тумбы, крестовины карданов и дифференциалов, фланцы валов, пальцы и др.) и реже плоских поверхностей.
За один проход можно получить наплавленный слой толщиной от 0,3 до 3,0мм.

За один цикл вибрации в 0,01с электрод сначала контактирует с поверхностью детали (короткое замыкание), а затем в момент отхода от неё, разности возникает дуговой разряд с выделением основного количества тепла (80-90%) и материал электрода в капельном состоянии попадает на наплавленную поверхность.
Вибрация электрода с амплитудой 1,5…2,5мм создаёт стабильность процесса наплавки и способствует равномерному наложению наплавочного материала.
В ремонтной практике используют наплавочные головки с электромагнитным вибратором (УАНЖ-5, УАНЖ-6, ВДГ-5 и др.) и головки с электромагнитным вибратором (ОКС-1252А, КУМА -5М).
Источником тока служат низковольтные генераторы. Применяют также выпрямители ВСА-600/300, ВСТ-3М и др.
Диаметр электродной проволоки 1,2…2,5мм в зависимости от требуемой толщины слоя.
Скорость подачи проволоки 0,5…3,5 м/мин. С ростом скорости подачи проволоки сокращается время горения дуги, что уменьшает выгорание углерода, но способствует образованию пор.
Вибродуговую наплавку выполняют с применением охлаждающей жидкости, без охлаждения в среде защитных газов и под слоем флюса.
Наплавка с применением охлаждающей жидкости (5%-ный раствор каустической соды) получила наибольшее распространение. Она служит и для защиты от воздействия атмосферы при испарении.
При подводе ОЖ непосредственно в зону наплавки значительно повышается твёрдость наплавленного слоя и его износостойкость, но снижается усталостная прочность детали на 30…40% в связи с образованием микротрещин и пористости слоя.
При подводе ОЖ на некотором расстоянии от зоны наплавки усталостная прочность детали повышается, но снижается твёрдость и износостойкость слоя.
При плавке без охлаждения или в среде защитных газов твёрдость слоя высокая, но он имеет большую усталостную прочность.
Достоинства:
- устойчивость процесса;
- повышенный коэффициент расплавления;
- малые потери расплавленного металла;
- высокие качества наплавленного слоя;
- неглубокая зона термического влияния на наплавляемую поверхность.
Недостатки:
- повышенное окисление;
- чрезмерная закалка наплавленного металла;
- пониженный КПД;
8.31
Наплавка в среде защитного газа.
Дуга горит в струе защитного газа, вытесняющего воздух из плавильного пространства, и расплав металла защищается от действия кислорода и азота воздуха.
Применяют углекислый газ (для стали), аргон, гелий (для Al), водород, азот, водородно-азотную смесь.

1-мундштук; 2-трубка для подачи углекислого газа; 3-сопло горелки; 4-наконечник; 5-электродная проволока.
Для автоматической наплавки используют автоматы А-580М, для полуавтоматической – полуавтоматы А-547Р, ПДГ-301 и др.
Источник тока: св-преобразователи ПСГ-500-1; ПСУ-500 и св-выпрямители ВС-300, ВДГ-301 и др.
Преимущества:
-открытая дуга позволяет вести визуальное наблюдение процесса;
- возможность проводить наплавку при любом пространственном положении наплавляемой поверхности;
-возможность наплавки деталей до 10 мм;
-не дает вредных газовых выделений и шлаковой корки;
-низкая себестоимость и высокая производительность;
-меньший нагрев детали.
Недостатки:
-необходимость применять эл-проволоку с повышенным содержанием марганца;
-склонность наплавленного слоя к образованию трещин и разбрызгивание металла.
Применяют для: коленвалов, внутренних поверхностей опорных роликов гусеничного хода, корпусов редукторов, деталей со сложным профилем типа звездочек, шестерен и др.
8.32
Электроконтактная наплавка.
Сущность способа заключается в наплавке на поверхность восстанавливаемой детали проволоки, которая приваривается электроконтактным способом: импульсами тока большой силы при одновременном деформировании проволоки до требуемой толщины слоя покрытия.

1-контактный ролик; 2- деталь; 3-навиваемая проволока; 4-наплавочный ролик; 5-вторичный контур трансф-ра; 6-первичный контур трансф-ра; 7-прерыватель.
Деталь закрепляют в центрах или в патроне токарного станка.
Этот способ является перспективным.
Достоинства:
-высокая производительность (до 100см2/мин при толщине покрытия в 1мм);
-незначительная зона термического влияния (до 0,3 мм);
-незначительные потери присадочного материала;
-благоприятные условия работы.
Наплавка в среде водяного пара и в воздушном потоке.
Заключается в защите зоны расплава водяным паром. Водяной пар в зоне дуги диссоциирует на кислород и водород, который по отношению к стали является защитным газом, т.к. он активно соединяется с кислородом, азотом, серой и фосфором, его окислов, сульфидов и др. соединений.
Наплавка трением.
Восстанавливаемую деталь подогревают до 250-300ᵒ C, подключая её к охлаждаемым водой медным контактам, после чего наплавляют быстро вращающимся электродом, прижимаемым к детали с силой P.
Другие виды наплавок.
(газопламенная, токами высокой частоты и др.) применяют главным образом для износостойкой наплавки.
8.33
Ремонт металлизацией напылением.
Процесс металлизации заключается в нанесении на восстанавливаемую деталь мельчайших (0,002-0,2 мм) расплавленных капелек металла струей сжатого воздуха или инертных газов со скоростью 140-300м/c.
Наносимый металл расплавляется при помощи электрической дуги (эл-дуговая металлизация), ацетилено-кислородного пламени (газовая металлизация), токов высокой частоты (высокочастотная металлизация) и плазмы (плазменная металлизация).
Металлизацией восстанавливают подшипники скольжения, цилиндрические поверхности до начальных размеров, устраняют трещины и раковины в корпусных деталях.
Иногда восстанавливают гладкие поверхности, защищают поверхности не подлежащие цементации медью, и повышают жаропрочность стали, покрывая её слоем Al толщиной 0,2-0,3 мм с последующим отжигом.
Металлизационные покрытия обладают высокой износостойкостью, т.к. смазочные масла пропитывают поры между сцепившимися частичками металла.
Технологический процесс состоит из подготовки детали к металлизации (удаление оксидной пленки, очистка, обезжиривание, создание шероховатой поверхности), нанесение покрытия и обработки детали после металлизации.
Электродуговая металлизация.
Схема установки:

8.34
1- электродвигатель; 2-компрессор; 3-масловлагоуловитель; 4-обратный клапан; 5-ресивер; 6-масловлагоотделитель; 7-редуктор с манометром; 8-сеть переменного тока; 9-распределительный щит; 10-трансформатор; 11-катушка с проволокой; 12-электрометализационная головка; 13-восстанавливаемая деталь; 14-токопровод; 15-проволока; 16-подающий механизм; 17-направляющие наконечники для проволоки; 18-сопло,подающее сжатый воздух; 19-зона плавления; 20-поверхность металлизируемой детали.
Схема электрометаллизатора: 
Эл. дуга возбуждается между двумя присадочными проволоками (15), которые изолированы одна от другой и непрерывно подаются роликовым механизмом(16) со скоростью 0,6-1,5 м/мин через наконечник (17). Одновременно через сопло (18) в зону дуги поступает воздух или инертный газ по давлением 0,4-0,6 МПа. Расплавленный металл выдувается сжатым воздухом на поверхность детали (20).
Для дуговой металлизации применяют станочные аппараты ЭМ-6, МЭС-1, ЭМ-12, ручные аппараты ЭМ-3,ЭМ-9 и проволоку типа Нп-40, Нп-30ХГСА, Нп-3Х13 и др.
Можно наносить слои любого металла толщиной от 0,03 до 10мм и более на металл, дерево, пластмассу, стекло, гипс и т.д.
Преимущество:
- относительно высокая производительность (3-14 кг наплавляемого металла в час)
- достаточно простое оборудование.
Недостатки:
- значительное выгорание легирующих элементов;
- повышенное окисление металла.
8.35
Высокочастотная метализация.  Основана на рассплавлении присадочной проволоки с помощью индуктора,который питает т.в.ч.(200 - 300кгц).
Основана на рассплавлении присадочной проволоки с помощью индуктора,который питает т.в.ч.(200 - 300кгц).
Приемущества по сравнению с дуговой
- Уменьшается выгорание легирующих элементов проволоки в 3-6 раз и уменьшается пористость покрытия.
-Увеличивается производительность процесса,так как применяется проволока большего диаметра (3 - 6 мм.).
- уменьшается ~ в 2 раза удельный расход электро энергии.
Недостаток:более сложное оборудование.
Газопламенная метализация.

1) канал для сжатого воздуха
2)канал для гарючей смеси
3)распыляемая проволока
4)компрессор
5)балон с сжатым воздухом
6) масловлагоотделитель
7,9,10) редукторы
8,11,12)шланги для подвода газа
13) катушка проволоки
14)металлизатор
15)балон кислорода
16)балон с ацителеном
Присадочная проволока расплавляется пламенем смеси горячего газа (цителена или пропан -бутана) с кислородом.эта смесь подается по кольцевомуканалу 2,а по кольцевому каналу 1 подается сжатый воздух или инертный газ,который распыляет жидкий металл.
Расплавление металла производится в востановительном пламени,что позволяет уменьшит выгорание легирующих элементов
(углерода,марганца и других) и тем самым повысить качество напыляемого металла.
Приемуществом газопламенной метализацииявляется сравнительно небольшое окисление металла.
Недостаток - сложность установки и невысокая производительность процесса (2-4 кг напыляемого метала в час).
Некоторое распространение получило и газопламенные установки для напыления порытий из порошков.  Таакие установки применяются для напыления материалов,не подающихся протяжке,а так же различного рода неметаллических материалов с порошковых смесей.
Таакие установки применяются для напыления материалов,не подающихся протяжке,а так же различного рода неметаллических материалов с порошковых смесей.
Плазменная металлизация.
Предназначена для нанесения покрытий из тугоплавких металлови износостойких (вольфрам,молибден,и их окислы и карбиды,окислы циркония,карбидов хрома и другие) и их сплавы.
Способ оснван на способности газа переходить при определенных условияв состояние плазмы.
Плазменная обработка осуществляется в специальных установках,называемых плазмотронами или плазменными головками. 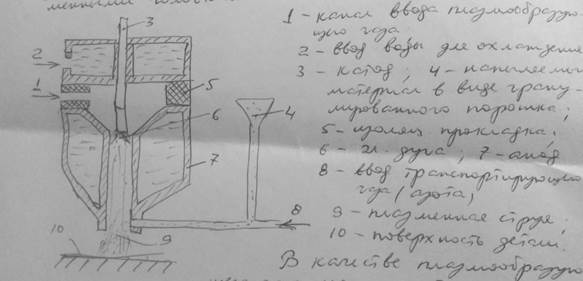
В качестве плазмообразующего газа используют аргон или азот и реже водород или гелий.Температура плазменной струи достигает
10000 - 30000° С. Более высокую температуру имеет аргонная плазма,однако азотная плазма является большим носителем тепловой энергии.
Для плазменной металлизации применяется универсальные плазменные установки УПУ - 3 и УПУ - 4 и универсальные плазменнометализаторные установки УМП -5.
НАиболее ценными свойствами обладают порошковые сплавы на основе никеля (ПГ -ХН 80СР2,ПГ-ХН80СР3,ПГ-ХН80СР4):невысокая температура плавления (950 - 1050С)необходимой твердостью
(HRC 35-36),жидкотекучестью,высокой износостойкостью,свойством самофлюсование.Недостаток их -высокая стоимость.
Менее дефецитный порошковые сплавы по основе железас высоким содеранием углерода ПГ-У30Х28НЧСЧК6Х и другие.Они обеспецивают твердость НRC 56 -63,высокую износостойкость.
К недостаткам их относят тугоплавкость (1250 - 1300°С) и отсутствие самофлюсования.
Свойства плазменного покрытия могут быть значительно улучшены,если после нанесения покрытие оплавить его плазменной струёй.Прочность покрытия повышается в 8 - 10 раз.Применяют для востановления деталей,работающих со знакопеременными нагрузками.
Порошковую плазмную металлизцию применяют для нанесения покрытия при ремонте дорогостоящих деталей типа коленвалов (под слой молибдена);для повышения долговечности рабочих органов;для нанесения покрытий жаростойких антикорозийных покрытий на детали;используемые при высоких температурах.
Ремонт электролитическим и химическим наращиванием слоя металла.
Электролитическое наращивание металла (медь на медь) было теоретически обосновано и практически осуществлено в 1836г. русским учёным Б.С.Якоби. Впервые в мировой практике для восстановления деталей хромирование начали применять в СССР в 1930…1932г.г., а осталивание в 1944г.
При ремонте СДМ процесс электролитического осаждения применяют для восстановления деталей, имеющих сравнительно малые износы, для защиты деталей от коррозии, а также для декоративного покрытия.
В ремонтном производстве наиболее распространены хромирование и осталивание в меньшей степени- меднение, никелирование, цинкование и др.
При гальванических процессах не изменяются структура и свойства основного материала детали, т.к. нагрев детали не превышает 70…90⁰С. Твердость может быть получена от 50…70НВ для цинковых до 1200НВ для хромовых покрытий.
Электролитический процесс наращивания слоя металла состоит в переносе через электролит атомов металла с одного полюса на другой при помощи тока.
Электролит представляет собой токопроводящую жидкость, молекулы которой имеют (+) и (-) заряды электричества. При пропускании через электролит тока молекула разлагается на (+) и (-) заряженные ионы. Катионы, т.е. (+) заряженные ионы, представляют собой атомы металлов и водорода.
Анионы- (-) заряженные ионы- состоят из кислотного остатка, например  или водного остатка OH⁻.
или водного остатка OH⁻.
 Катионы под действием эл. тока перемещаются в электролите к отрицательному полюсу, приобретают недостающие им электроны и осаждаются на катоде, которым служит наращиваемая деталь, а анионы- на аноде ((+) полюс), представляющем собой пластину наносимого на катод металла. В некоторых случаях применяются нерастворимые аноды.
Катионы под действием эл. тока перемещаются в электролите к отрицательному полюсу, приобретают недостающие им электроны и осаждаются на катоде, которым служит наращиваемая деталь, а анионы- на аноде ((+) полюс), представляющем собой пластину наносимого на катод металла. В некоторых случаях применяются нерастворимые аноды.
1-ванна с электролитом 4
2-анод
3-катод (деталь)
Согласно закону Фарадея количество выделившегося на катоде металла Q можно посчитать по формуле
 , где A-атомная масса осаждаемого металла; I-сила тока A; t-время действия тока, ч; n-валентность осаждаемого металла; 26,8-коэф-т, учитывающий то, что для осаждения одного грамма-эквивалента любого металла к теоретической массе осадка.
, где A-атомная масса осаждаемого металла; I-сила тока A; t-время действия тока, ч; n-валентность осаждаемого металла; 26,8-коэф-т, учитывающий то, что для осаждения одного грамма-эквивалента любого металла к теоретической массе осадка.
Закон Фарадея, где m-масса образ. вещества; Э-его эквивалентная масса ( ); F-постоянная Фарадея (96500 Кл/моль).
); F-постоянная Фарадея (96500 Кл/моль).
Электрический процесс осаждения металла характеризуется составом, концентрацией и температурой электролита, плотностью тока (отношение силы тока к площади наращиваемой поверхности,  ).
).
Площадь анода должна относиться к площади катода как (1…2):1. Поверхность анода необходимо периодически чистить проволочными щётками.
На деталях, имеющих выступы или острые кромки. Невозможно получить равномерные по толщине покрытия вследствие неодинаковой плотности тока: на выступающих частях плотность тока будет выше, чем в углублениях, т.е. рассеивающая способность электролита на различных участках деталей будет различной.
Для снижения рассеивающей способности электролита используют ряд приемов: стремятся расположить катоды на одинаковом расстоянии от анода; применяют дополнительные (защитные) катоды, называемык экранами, которые принимают на себя часть тока и тем самым, устраняют образование повышенной толщины покрытия не выступающей части детали.
Подготовка деталей к электролитической обработке заключается в их тщательной очистке, монтаже на подвеске, изоляции не подверженных покрытию поверхностей, обезжиривание, промывание в холодной проточной воде и декапировании, при котором детали из углеродистых и низколегированных сталей присоединяют к аноду на 20…120с (для удаления с поверхности детали тончайших пленок оксидов).
Подготовленную деталь подвергают осаждению, последовательно промывают в непроточной воде, в холодной и теплой проточной воде, демонтируют, сушат, контролируют качество покрытия, механически обрабатывают и термообрабатывают в масляной ванне для удаления содержащегося в поверхностном слое водорода.
К достоинствам электролитического процесса относится то, что при этом не изменяется структура металла восстанавливаемой детали.
Хромирование
Хромовые покрытия применяют для восстановления размеров деталей, а также в качестве антикоррозийного и декоративного покрытия.
Они отличаются высокой твердостью, хорошей сцепляемостью почти с любыми металлами, высокой кислото стойкостью и теплостойкостью.
К недостаткам хромирования относят: 1. ограничение толщины покрытия (до 0,3мм), т.к. иначе слой хрома отслаивается и теряет износостойкие свойства; 2. относительно низкую производительность процесса (до 0,33 мм/г); 3. высокую стоимость процесса.
Процесс хромирования
При хромировании в качестве электролита используют водный раствор хромового ангидрида ( ).
).
Процесс удовлетворительно протекает в присутствии ионов  с прменением нерастворимых анодов (свинцово-сурьмянистых: 55% свинца, 45% сурьмы). Серная кислота в электролите играет роль катализатора, способствуя осаждению хрома. Соотношение между концентрациями и
с прменением нерастворимых анодов (свинцово-сурьмянистых: 55% свинца, 45% сурьмы). Серная кислота в электролите играет роль катализатора, способствуя осаждению хрома. Соотношение между концентрациями и  должно находиться в пределах от 90 до 120.
должно находиться в пределах от 90 до 120.
В зависимости от назначения покрытия применяют электролиты различных составов:
| Наименование показателей и компонентов
| Электролит
|
| №1
| №2
| №3
|
Хромовый ангидрид,  Серная кислота,
Плотность тока,
Серная кислота,
Плотность тока,  Температура,
Температура, 
| 120…150
1,2…1,5
40…100
50…65
| 200…250
2,0…2,5
20…60
45…55
| 300…350
3,5
10…30
40…50
|
Электролит №1, наз. разведенным, обеспечивает наиболее высокую износостойкость покрытия, отличается относительно высоким выходом хрома по току (16-18%) и лучшей рассеивающей способностью.
Электролит №3, наз. концентрированным, используют для защитно-декоративных целей. Выход по току мал (10-12%), рассеивающая способность низкая.
Электролит №2, наз. универсальным, занимает промежуточное положение и применяется для получения износостойких покрытий с хорошими защитно-декоративными свойствами.
В зависимости от плотности тока и  электролита при неизменном его составе можно получить покрытия 3-х видов: матовые, блестящие, и молочные.
электролита при неизменном его составе можно получить покрытия 3-х видов: матовые, блестящие, и молочные.

1. Молочные менее тверды, обладают высокой вязкостью и износостойкостью. Применяют для восстановления сильно нагруженных деталей, работающих при знакопеременных и ударных нагрузках. Режим: толщина слоя 0,05…0,1мм плотность тока от 1,5 до 2,5  , электролита 50-60
, электролита 50-60
2. Блестящие -обладают большей твердостью, менее хрупкие, с хорошей износостойкостью при умеренных нагрузках (до 2,0 мПа) для перемещающихся деталей (деталей измерительного инструмента). Режим: толщина слоя 0,08…1,2мм плотность тока от 2,5 до 5,0 , электролита 45-50
3. Матовые -хрупки, невысокая износостойкость, высокая твердость. Применяются для декоративных и антикоррозийных целей. Режим: толщина слоя 0,3…0,5мм, плотность тока от 5,0 до 8,0 , электролита 30-45 .
Пористое хромирование
Рассматриваемый выше процесс хромирования обеспечивает получение т.н. гладкого хрома, который характеризуется слабой смачивающей способностью по отношению к маслу и плохой приробатываемостью.
С целью устранения этих недостатков применяют пористое хромирование, т.е. образование на поверхности покрытия пор. Получают путём переключения полярности тока (деталь становится анодом). Продолжительность травления 5…10 минут. В это время происходят растворение хрома, протекающее более активно по границам первичных микротрещин, и образование пор кольчатого или точечного типа.
Пористым хромированием повышают износостойкость пористых колец, поверхность цилиндров двигателей и других деталей, работающих в условиях трения скольжения.
Для ориентирования расчётов времени хромирования можно принять, что при использовании электролита №2 скорость осаждения хрома составляет в среднем 20 мкм/ч.
Осталивание
Это процесс электролитического осаждения слоёв стали толщиной до 5мм на изложенные поверхности.
Применяют для наращивания поверхностей деталей под неподвижные посадки, для восстановления деталей с большим износом (до 2-3мм), а также с целью получения подслоя в 1-3мм для тонкого хромового покрытия (0.02-0.03мм).
Твёрдость осаждённой стали составляет НВ 170-190, при добавлении в электролит органических добавок- сахара и глицерина повышается содержание углерода, что приводит к повышению твёрдости до 260 НВ.
К достоинствам осталивания относится то, чир осаждённые слои м.б. подвергнуты цементации, закалке и отпуску.
Осталивание намного производительнее и экономичнее хромирования, т.к. скорость осаждения металла составляет 0.3-0.5 мм/ч, выход по току достигает 85-95%, т.е. в 5-6 раз выше. Достаточно высокая сцепляемость покрытия.
К недостаткам процесса относится снижение устойчивой прочности деталей, достигающее 30% при покрытии стальных деталей. Это обусловлено наличием растягивающих внутренних напряжений в покрытии.
При отслаивании деталь является катодом. В качестве анода используют сталь 8.10 электролит хлористый, основной компонент хлористое железо дополнительно MnCl2 и HCl (соляная кислоста).
В процессе осталивания выделяется большое количество вредных газов, поэтому требуются мощные вентиляционные установки.
К другим видам электролитических покрытий относятся:
-Никелирование- для повышения износостойкости,, защиты от коррозии и в качестве декоративных покрытий.
-Цинкование- защищающее детали от коррозии слоем цинка толщиной до 100мкм.
-Кадмирование- для ремонта контактов электроаппаратуры и защиты деталей от агрессивных сред.
-Аужение- нанесение слоя олова для улучшения приработки отремонтированных деталей, а также для временной защиты необработанных при азотировании поверхностей.
-Меднение- для восстановления изношенных и обжатых бронзовых втулок, защиты поверхности при цементации, ремонта контактов электроаппаратуры, а также в качестве подслоя при хромировании и никелирования.
-Нанесение латунных слоев- в качестве подслоя при покрытии деталей резиной и для защитно-декоративных покрытий с последующим оксидированием.
-Нанесение серебряных слоёв- при ремонте контактов электроаппаратуры и отражательных деталей, для защиты от щелочной коррозии.
-Ферросульрибирование- для устранения задиров и улучшения условий приработки.







