Одним из путей повышения экономической эффективности технологических процессов в области переработки пластмасс является использование характерной склонности линейных полимеров к ориентации в процессе переработки, в результате чего значительно увеличиваются прочностные характеристики изделия.
Повышение механической прочности полимеров в процессе переработки объясняется созданием в них соответствующей надмолекулярной структуры, которая присуща высокоориентированным системам. Создаваемая надмолекулярная структура в процессе ориентационной кристаллизации образуется за счет воздействия на расплав полимера в процессе переработки силовых полей механической природы, под действием которых происходит распрямление и ориентация молекулярных цепей с последующей их кристаллизацией. Это позволяет зафиксировать созданную при деформации структуру и в конечном итоге получить повышенные характеристики изделия.
Этот процесс позволяет получать высокопрочные изделия на стандартном технологическом оборудовании при обычном давлении литья, но требуется внести только некоторые изменения в формующую оснастку (рис. 5.18).
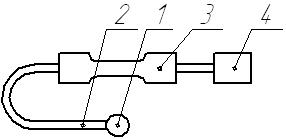
Рис. 5.18. Схема получения высокопрочных изделий:
1 – центральный литник; 2 – литниковый канал для обеспечения ориентации;
3 – основное изделие; 4 – дополнительное изделие
Опыт показывает, что, внеся изменения в конструкцию оснастки, можно увеличить прочность отливок в 6-8 раз. Это зависит от формы изделия и марки термопласта. Значительное увеличение прочности наблюдается в случае ПЭВП (в обычных условиях прочность составляет 22-24 МПа, при изменении конструкции формы – 150-180 МПа).
Сущность процесса заключается в том, что с целью увеличения прочности изделия расплав полимера после заполнения оформляющей полости поддавливается через выпускной литник при температуре, большей температуры плавления или текучести термопласта, но не более чем на 40-50 ºС. При этом процесс выдавливания не прекращают до тех пор, пока полимер не перейдет из вязкотекучего в твердое состояние. В соответствии с этим для реализации процесса отверждения в сдвиговом поле текущего расплава, как правило, необходимо формование дополнительного неупрочненного изделия или «технологической прибыли». Технологическая прибыль возвращается в процесс как вторичное сырье.
Для литьевых упрочненных изделий характерна четырехслоевая структура, которая на поперечных срезах изделия представляет концентрические образования (рис. 5.19).
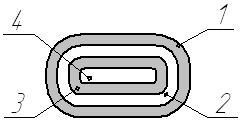
Рис. 5.19. Структура упрочненных изделий:
1 – поверхностный слой (оболочка); 2 – приповерхностный слой;
3 – средний слой; 4 – центральный слой
Оболочка образуется при заполнении формы расплавом за счет растяжения фронта потока. Формование второго слоя происходит в условиях сдвиговой деформации при заполнении формы и далее при продавливании слоя. На границе слоев происходит смена деформации растяжения в первом слое на деформацию сдвига во втором. Именно это определяет возможность проявления расслоения расплава при высоком напряжении сдвига. Третий и четвертый слои образуются на завершающем этапе, то есть при выдержке под давлением и подпитке. Разделение этих слоев происходит при охлаждении изделия.
Исследование прочностных характеристик слоев по толщине показывает, что второй слой обладает максимальным значением прочности (рис. 5.20).
Полученное строение весьма стабильно и в процессе литья образуется преимущественно фибриллярная структура (вытянутая). Как показывает опыт, что также подтверждается достигаемой максимальной прочностью, лучше всего использовать полимер с ПТР < 1 г/10 мин.
Отмечено, что упрочненные отливки лучше всего получать в виде стержней, изделий пластинчатого и иногда коробчатого типа.
Формы для литья могут выполняться горячеканальными и холодноканальными. Чем дольше функционирует впускной и выпускной литник, тем больший эффект упрочнения достигается.

Рис. 5.20. Распределение прочности по слоям изделия
Различные материалы по-разному улучшают свои характеристики. Некоторые из них приведены в таблице 5.1.
Таблица 5.1. Различия в прочности изделий
| Материал
|  , МПа , МПа
|
| Традиц.
| Упрочн.
|
| ПЭ
|
|
|
| ПП
|
|
|
| ПА-12
|
|
|
| ПП+ПЭВП
|
|
|
| ПЭВП наполненный (35 % кальцита)
|
|
|
| УПМ
|
|
|
Отливка изделия может осуществляться по двум вариантам:
1. технологическая прибыль может оформляться формующим элементом;
2. технологическая прибыль может быть неограниченной, то есть материал выпрыскивается в воздух.
Площадь сечения выпускного литника должна быть 2-3 мм ². Если начальная скорость литья незначительная, то нельзя добиться высокого эффекта упрочнения и литые изделия получатся с невысокими прочностными характеристиками.
Увеличение скорости продавливания по сравнению с некой оптимальной скоростью приводит к снижению прочностных показателей изделия относительно наилучших значений. Это обусловлено преобладанием механизмов разрушения формирующихся структур на стадии отверждения расплава.






