Цель и задачи занятия
Цель занятия — освоить методику составления технологической схемы
Задачи занятия
1. Выбрать и рассчитать ингредиенты ВКМ
2.Выбрать схему армирования ВКМ
3.Выполнить конструкторско-технологическую проработку изделия из
ВКМ
4.Выбрать технологический процесс изготовления изделий из ВКМ
5.Составить технологическую схему процесса
Введение
В существующих учебниках и специальных изданиях чаше всего приводят описания известных технологических схем, т.е. последовательность операций и аппаратов, через которые протекает сырье, превращаясь в конечный продукт, дают режимы (давление, температура и т.д.), приводят данные о размерах и мощности оборудования, экономическую информацию. Однако отсутствуют данные о том, как создавался технологический процесс, какие ступени развития прошел, какие показатели стремились достичь и каких достигли. Все эти вопросы входят в стратегию разработки технологического процесса. Эмпирически сложившаяся методология создания технологического процесса включает последовательное выполнение работ на различных стадиях (этапах). Разработку начинают с поисковых исследований, лабораторных исследований, проектирования и конструирования пилотных установок, их эксплуатации и получения исходных данных для проектирования укрупненного производства. В эту последовательность вписываются этапы создания опытных партий продуктов, их испытаний и методик анализа, оценки у потребителя, экономический анализ и создание систем автоматического регулирования и управления. Поэтому основная задача технолога — научиться хорошо разбираться в научных и технических вопросах, совокупность которых определяет содержание любого технологического процесса, научиться мыслить категориями цельного процесса с учетом требований к качеству технологических разработок. Технолог-разработчик должен хорошо разбираться в современных тенденциях развитии технологии, что крайне важно для правильной постановки задачи при выборе направления работ, при определении технических решений в ходе разработки процесса. Только при такой постановки вопроса с учетом стратегии разработка технологических процессов возможно разработать эффективную технологическую схему практически любого производства, в том числе и производства изделий из ВКМ.
Теоретическая часть
Технология производства любого вида продукции — это совокупность всех операций, которые проходит сырье до получения из него целевого продукта. Совокупность последовательных операций, протекающих в соответствующих машинах и аппаратах (оснащенных средствами контроля и управления) при соблюдении технологических режимов, в сочетании с подробным их описанием, называют технологической схемой.
Как правило, разработку технологической схемы проводят под конструкцию конкретного изделия, которое должно отвечать определенным требованиям. В случае незначительных изменений в конструкции известного изделия производят корректировку и уточнения отдельных этапов и операций технологического процесса и технологической схемы. При создании изделий из новых материалов и принципиально новой конструкции разработку технологической схемы процесса производства изделий из ВКМ осуществляют согласно схемы (см. рис. 3).
При разработке технологической схемы необходима тесная взаимосвязь этапов с целью их корректировки и уточнения при конструировании ВКМ, изделий из него, выборе технологии и аппаратурном оформлении всего технологического процесса. Естественно, на первой стадии возможна только принципиальная разработка технологической схемы, заключающаяся в схематичном изображении отдельных операций предполагаемого технологического процесса без указания используемого оборудования, режимов и т.д.


Рис. 3. Разработка технологической схемы производства изделий из КМ
Стройная и полная технологическая схема может быть получена при последовательном решении задач каждого этапа, взаимного согласования полученных результатов, их уточнения и корректировки и оформлении комплекта технологической документации.
В соответствии с техническим заданием (ТЗ) проводят предварительную проработку нескольких вариантов конструкции изделия.Для каждого варианта конструкции производят выбор ингредиентов КМ, совместное сочетание которых позволит создать КМ с заданным уровнем механических свойств.
Выбор ингредиентов и их возможных сочетаний производят в соответствии с методическими указаниями к лабораторной работе по курсу «Строительная механика» (Метод., указания: Богатеев Г.Г. «Изучение прочностных характеристик элементов строительных конструкций из ВКМ в зависимости от технологических факторов» — Казань, КГТУ, 1998 г.).
Выбор ингредиентов КМ
Основными характеристиками для выбора волокнистого материала являются относительная стоимость С=Ц-р/0в и удельные прочность-oVp и упругость Ев/р (Ц —цена, р — плотность волокнистого наполнителя, -св и -Ев — прочность при растяжении и модуль упругости соответственно).
С учетом комплекса требований ТЗ и при C=min, -ав/р=п1ах и •Ев/р=тах осуществляют выбор наполнителя.
При выборе геометрической формы наполнителя учитывают их влияние на распределение нагрузки в композиции, на механизм разрушения КМ, а также учитывают размеры и конструкцию изделия, условия эксплуатации и др.
Для изделий малой толщины и сплошной конфигурации предпочтительнее использовать высокодисперсные наполнители (порошки и т.д.), т.к. они легко распределяются в связующем.
В случае использования волокнистого наполнителя (волокна, нити, жгуты) прочность наполнителя в изделии используется максимально.
Замена монолитных волокон полыми (капилярными) позволяет резко увеличить прочность и жесткость изделий присжатии иизгибе, однако их использование в изделиях, работающих на растяжение, не эффективно.
| Выбор оптимального диаметранепрерывных волокон осуществляют по формулам:
|
 (при растяжении)
(при растяжении)
 (при сжатии)
(при сжатии)
где  — толщина слоя связующего между волокнами;
— толщина слоя связующего между волокнами;
 — относительное удлинение при разрыве матрицы и волокна соответственно;
— относительное удлинение при разрыве матрицы и волокна соответственно;
 —разрушающее напряжение при сжатии однонаправленного КМ;
—разрушающее напряжение при сжатии однонаправленного КМ;
G — модуль сдвига связующего.
При создании КМ с требуемыми  выбор оптимального соотношения ингредиентов осуществляют по зависимостям:
выбор оптимального соотношения ингредиентов осуществляют по зависимостям:
 и
и
 ,
,
где  и VB — пределы прочности и объемная доля волокон в КМ;
и VB — пределы прочности и объемная доля волокон в КМ;
 — предел текучести матрицы;
— предел текучести матрицы;
 и Ем — модуль упругости волокна и матрицы соответственно.
и Ем — модуль упругости волокна и матрицы соответственно.
Для полной реализации механических свойств волокон в КМ необходимо соблюдение условия 


Определение оптимальной степени наполнения производят из соотношений или по номограмме (см. рис. 4).

Диаметр волокна,мкм
Рис. 4. Зависимость толщины пленки связующего от диаметра волокон
при однонаправленном расположении волокон и различной
степени наполнения.
 и
и
 ,
,
Где  — минимальная толщина прослойки связующего между волокнами;
— минимальная толщина прослойки связующего между волокнами;
D — диаметр волокна;
VBV — объемное содержание волокон;
 коэффициент капиллярности; d н
коэффициент капиллярности; d н
 и
и  — внутренний и наружный диаметры полого волокна.
— внутренний и наружный диаметры полого волокна.
Выбор схемы армирования осуществляют на основании данных о распределении силового поля и характера нагружения, направлений и значений действующих сил, углов армирования и количество волокон в каждом направлении.
В общем случае при выборе схем армирования придерживаются следующих принципов:
— ориентация элементарных волокон или нитей в КМ одномерна в направлении вектора приложенной нагрузки;
— объемное содержание волокон должно быть большим и стремиться к своему предельному значению;
— волокна в системе равнонагружены и работают одновременно;
—число перекрещивающихся слоев (для многослойных КМ) должно быть одинаковым;
— волокна (слои) должны быть качественно склеены между собой.
При использовании в качестве наполнителей тканых материалов в основном придерживаются вышеприведенных принципов. При этом учитывают (для конкретных условий эксплуатации КМ) и вид прилагаемой нагрузки (растяжение, сжатие, изгиб, кручение).
Таким образом, выбирая форму, размеры и материал наполнителя, можно получить достаточно точные данные о том, из какого материала должен быть второй компонент КМ.
Выбор матрицы (связующего). Полимерная матрица является важнейшим компонентом КМ, определяющим его технологические и эксплуатационные свойства. В качестве матрицы в КМ используют отверждаемые эпоксидные, полиэфирные и др. термореактивные смолы, а также полимерные термопластичные материалы. Матрица (связующая композиция) должна обладать определенным комплексом свойств, среди которых можно выделить:

 — наличие реакционно-способных функциональных групп (-С-С-,
— наличие реакционно-способных функциональных групп (-С-С-,
-СООН,-SН и др.) О
—достаточная для переработки вязкость;
—хорошая смачивающая способность по отношению к материалу наполнителя и хорошая адгезия;
—адгезия матрица — наполнитель должна быть больше когезионной прочности связующего;
—обладать высокой скоростью отверждения;
—не выделять при отверждении низкомолекулярных побочных продуктов;
—должна обеспечивать идеально-упругое поведение материала КМ и др.
Для улучшения физических, механических, технологических и специальных характеристик КМ в состав связующего вводят наполнители, добавки, пластификаторы. Пластификаторы, в свою очередь, должны обладать следующими основными свойствами:
—способностью совмещаться с полимерами;
—малой летучестью;
—способностью проявлять пластифицирующее действие при повышенной температуре;
—химической стойкостью, которая должна быть не ниже, чем у пластифицируемого полимера;
—не должны экстрагироваться из полимера.
Такая последовательность выбора ингредиентов КМ позволяет проектировать и создавать композиционные материалы с заданными свойствами, выбирать прогрессивные технологические процессы переработки КМ в изделия.
Матричными материалами могут быть металлы и их сплавы, органические и неорганические полимеры, керамика и другие вещества. Одним из основных требований, предъявляемых матричным материалам, является условие непрерывности по всему объему КМ.
Другой компонент — наполнитель является прерывным, разделенным в композиции и считается усиливающим или армирующим.
Такими компонентами чаще всего являются тонкодисперсные порошкообразные частицы или волокнистые материалы различной природы.
КМ характеризуется следующими признаками:
—состав и форма компонентов КМ определены заранее;
—компоненты, присутствуют в количествах, обеспечивающих заданные свойства материала;
— материал является однородным в макромасштабе и неоднородными в микромасштабе (компоненты различаются по свойствам, между ними существует явная граница раздела).
При использовании в КМ высокодисперсных наполнителей, которые хаотически располагаются в материале, механические свойства таких материалов одинаковы во всех направлениях. Такие материалы называют изотропными.
Ориентирование наполнителя (обычно волокнистого) обуславливает анизотропию свойств (т.е. различие механических свойств материала в разных направлениях).
При однонаправленной ориентации волокон КМ можно считать трансверсально-изотропными; они имеют плоскость изотропии yz, перпендикулярную направлению армирования вдоль оси х (рис. 5).
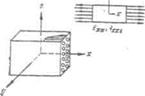
| Рис. б. Модель ортотропного композиционного пластика
|
Рисунок5-Модель однонаправленного(трансверсально-изотропного)композиционного пластика с основными схемами распределения напряжений
Другой разновидностью ориентированных КМ являются ортотропные материалы, армируемые волокнами или тканями с продольно-поперечной укладкой (рис. 6). В этих КМ образуются три взаимно ортогональные плоскости симметрии механических свойств (ху, xz, zy).
В общем случае композиционные материалы представляют собой гетерогенные системы, состоящие из двух или более фаз, между которыми есть четкая граница раздела. Каждый компонент в КМ сохраняет свои индивидуальные свойства и имеет свое конкретное назначение. Как правило, матрица воспринимает нагрузку и передает ее наполнителю.
Варьируя типом наполнителя и матричного материала, их взаимодействием и схемой расположения в КМ, можно получать изделия с заданным сочетанием механических свойств (рис. 7).
Рис. 7. Новый комплекс свойств КМ
На заключительной стадии из нескольких отбирают один из вариантов изделия с соответствующими ингредиентами КМ и производят отработку конструкции изделия на технологичность, т.е. производят конструкторско-технологическую проработку. Такую проработку производят в соответствии с ГОСТ (14.201-73), который устанавливает основные задачи, последовательность их решения, систему технологичности изделия и стадии их определения.
Конструирование изделия — это комплексное решение системы взаимосвязанных и взаимообусловленных задач, связанных с обеспечением:
— конструктивно-геометрической определенности (задачи синтеза
конфигурации изделия);
—механической организации (разработка несущей конструкции изделия);
—технологичности изделия;
—вибростойкости и ударопрочности;
—химической стойкости к агрессивным средам и т.д.
—технико-экономической эффективности и конкурентоспособности.
Изделие из ВКМ может быть представлено как система деталей определенного функционального назначения. Некоторые детали системы могут быть выполнены из металлов, другие — из неметаллических материалов (керамика, полимеры и др.), а основные детали — из ВКМ.
Затем производят рационализацию и оптимизацию конструкции изделия, т.е. производят ее совершенствование.
Для окончательного варианта конструкции производят технико-экономическую оценку.
Выбор технологического процесса получения ВКМ и переработки его в изделие осуществляют с учетом природы и структуры выбранных ингредиентов КМ, видом используемого полуфабриката (препрега), конструкции изделия, метода формования и обработки, назначением изделия и условиями его эксплуатации.
При разработке и выборе технологического процесса необходимо соблюдение общих требований, а именно:
1. Равномерно распределять волокна (жгуты) в матрице, с заданным шагом, геометрией ячейки и характером армирования.
2.Обеспечивать прочную адгезионную связь между наполнителем и матрицей, а также между матричными слоями.
3.Полностью уплотнять КМ (если к изделию не предъявляют специальных требований).
4.Сохранять целостность волокон и их исходной прочности.
5.Обеспечивать возможность последующей сварки, пайки, склеивания и клепки.
С этой целью производят выбор последовательности выполнения технологических операций в соответствующих аппаратах (установках) и составляют принципиальную схему технологического процесса производства КМ и переработки его в изделия.
Выбранная технологическая схема должна удовлетворять комплексу требований, а именно, быть:
—передовой;
—экономичной;
—обеспечивать выпуск высококачественной продукции, конкурентоспособной на рынке и т.д.
Основой технологической схемы производства является разрабатываемый технологический процесс. Глубина и достаточная полнота разработки выбранного процесса позволяет определить типы и количество оборудования, потребное количество основных и вспомогательных материалов, топлива, всех видов энергии, рабочей силы, необходимые площади, типы и размеры зданий, сооружений и т.д.
Технологическая подготовка включает:
1.Разработку технологических процессов (операций) и определение их последовательности.
2.Выбор и расчеты оборудования и установления режимов их работы.
3.Определение потребной технологической оснастки, проектирование и изготовление специального инструментария.
4.Систему организации рабочих мест и транспортирования сырья, материалов или обрабатываемой продукции.
5.Разработку прогрессивных норм затрат рабочего времени, сырья, материалов, энергии и т.д.
6.Проектирование организации технического контроля.
Принципы выбора форм технологических документов
Всякое материальное производство — это процесс создания материальных благ, представляет собой естественное условие человеческой жизни и является материальной основой других видов деятельности.
Промышленное производство складывается из циклов. Производственный цикл — период времени от запуска исходного сырья, материалов, полуфабрикатов в производство по установленному на данном предприятии технологическому процессу до полного изготовления и сдачи продукции на склад, потребителю. Производственный цикл определяется для деталей, составных частей и изделия в целом и характеризуется длительностью цикла и структурой цикла, т.е. имеется в виду соотношение между длительностями операций и временем перерывов в цикле.
Промышленное изделие — изделие, изготовленное промышленным способом на основе серийной технологии, обладает относительно устойчивой формой и свойствами законченного продукта (т.е. не является сырьем, заготовкой, элементом конструкции).
Для промышленного производства изделий разрабатывают комплекты технологической документации в соответствии с выбранным технологическим процессом.
Выбор технологической документации применительно к условиям конкретного производства обусловлен следующим:
—типом и видом производств;
—стадией разработки документации;
—выбором технологического процесса для изготовления изделия и его составных частей (в том числе и ремонта);
—наличием отдельных видов специфического оборудования.
В свою очередь выбор состава форм технологических документов зависит от объема выпуска продукции и ее номенклатуры. Для предприятий с небольшим объемом производства разработку технологического процесса выполняют на формах маршрутных карт, а также в виде технологических инструкций.
Маршрутные карты используют на рабочих местах вместе с конструкторской документацией.
Предприятия, отличающиеся большим объемом выпуска изделий, используют, как правило, операционную технологию — подробное описание выполняемых действий каждого исполнителя на рабочем месте.
Документы общего назначения
Технологическая инструкция предназначена для описания технологических процессов, повторяющихся при изготовлении или ремонте изделий, правил эксплуатации средств технологического оснащения.
К таким документам относят, прежде всего, титульный лист и карту эскизов.
К документам специального назначения относят: маршрутную карту, карту технологического процесса, операционную карту, карту типовой операции и т.д.
Маршрутная карта — предназначена для маршрутного или маршрутно-операционного описания технологического процесса или указания
полного состава технологических операций при операционном описании изготовления или ремонта изделия (его составных частей), включая контроль и
перемещение по всем операциям различных технологических методов в тех
нологической последовательности с указанием данных об оборудовании,
технологической оснастке, материальных затратах, нормативных и трудовых
затратах.
Технологическая оснастка — совокупность приспособлений для установки и закрепления заготовок и инструментов, выполнения сборочных операций, а также для транспортирования заготовок, деталей или изделий.
Карта технологического процесса — предназначена для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
Операционная карта — предназначена для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах (применяют при разработке единичных технологических процессов).
Карта технологической информации — предназначена для указания дополнительной информации, необходимой при выполнении отдельных операций (технологических процессов) и связанной с применением уникальных средств технологического оснащения, прогрессивных методов изготовления или ремонта изделия.
Маршрутное описание техпроцесса — сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Маршрутно-операционное описание техпроцесса — сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Технологическая операция — законченная часть технологического процесса, выполняемого на одном рабочем месте.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Технологическое проектирование начинают с разработки маршрутной технологии, т.е. с установления последовательности выполнения основных операций и использования групп оборудования. По маршрутной технологии за каждым участком закрепляют обрабатываемые в нем виды продукции и составляют спецификации потребных для их изготовления (обработки) оборудования и материалов.
Вслед за маршрутной (в разделе технико-технологические расчеты) разрабатывают более детальную пооперационную технологию. Важнейшим требованием к технологическому процессу является ее единство, т.е., начиная от подготовки сырья и материалов и заканчивая выпуском продукции все процессы производства должны быть связаны в единую технологию. Соблюдение этого требования является основой высокопроизводительной работы проектируемого промышленного предприятия.
Практическая часть
Выбор и составление принципиальной и технологической схемы осуществляют в соответствии с требованиями ТЗ к изделию, а также с учетом результатов выбора ингредиентов КМ и возможных и рациональных технологий его создания и переработки.
ИЗ всего имеющегося парка оборудования, используемого для получения ингредиентов ВКМ, их подготовки к процессу создания ВКМ и получения из него полуфабрикатов, производят выбор наиболее экономичных и производительных установок (стандартного оборудования), потенциально пригодных для осуществления технологического процесса.
За основу технологического процесса выбирают схему процесса, проверенного производственной или опытной практикой. Для наглядности и облегчения работы целесообразно составить черновую маршрутную технологию в виде схемы с указанием на каждой операции применяемого оборудования по существующему техпроцессу, заданной суточной производительности и предлагаемые изменения в технологическом процессе.
Технологическую схему производства составляют, начиная с фазы получения ингредиентов КМ или их подготовки, и заканчивают операцией укупорки изделия и поставкой потребителю. На последующих этапах в результате технологических и технических расчетов технологическая схема может быть уточнена и несколько видоизменена.
Описание технологической схемы должно быть кратким и четким. В нем должны быть указаны последовательность производственных операций, схемы переходов обрабатываемых материалов с операции на операцию, и указаны отличительные особенности предлагаемой технологической схемы производства. В описании необходимо также указать — что дает такое (такие) нововведение с точки зрения улучшения технологического процесса, повышения производительности и улучшения качества изделий, уменьшения экономических затрат, улучшение санитарно-гигиенических условий производства, экологичности и т.д.
При проектировании новых производств разработчик должен самостоятельно разработать всю технологическую схему производства, опираясь на знания, полученные за время обучения в университете и при прохождении производственной практики на предприятиях отрасли.
При разработке технологических схем производства необходимо предусмотреть все основные мероприятия по реконструкции действующих установок и операций:
1. Обеспечение технического прогресса внедрением прогрессивных технологических процессов.
2. Интенсификация технологических процессов и всего производства за счет использования новых высокопроизводительных видов оборудования, модернизации существующего оборудования, а также за счет применения более мощных агрегатов и узлов технологических установок.
2.Повышение качества продукции.
3.Внедрение комплексной механизации трудоемких работ на всех основных и вспомогательных операциях, а также комплексной автоматизации всех производственных процессов.
4.Обеспечение безопасных условий труда и т.д.
Если изменений, вносимых в технологическую схему известного производства, много, то необходимо свести их после детального обоснования в таблицу по примерно следующей схеме (форме):
Таблица 1-Перечень изменений, вносимых в технологическую схему производства
| Наименование операции
| Изменения и преимущества предложения
| Обоснование
|
| Подача заготовок Прессование
| Вводится транспортер. Сокращается количество рабочих
Вводится таблетировочный пресс. Повышение производительности
| Расчет, стр.
Расчет, стр. отчет о работе опытной установки
|
С учетом изложенные положений и требований составляют принципиальную технологическую схему (каркас), на которую на последующих занятиях на основании выполненных исследований, выбора и расчетов оборудования, материального баланса и др. будут нанесены конкретные данные по каждой операции, тип и количество оборудования, нормы расхода, загрузки и потери сырья и материалов, контролируемые параметры технологического процесса и их техническое оснащение средствами автоматизации, регулирования и управления и т.д.
После уточнения и согласования с преподавателем разработанная принципиальная технологическая схема должна быть защищена авторами на практическом занятии.
При оформлении текстового материала необходимо соблюдение соответствующих ГОСТ.
Контрольные вопросы
1. Цель и задачи занятия.
2.Технология производства, технологическая схема производства изделий.
3.Основные задачи технолога.
4.Принципиальная схема разработки технологической схемы производства изделия из ВКМ.
5.Конструирование изделия и отработка его на технологичность.
6.Основные требования, предъявляемые к технологическому процессу на стадии его разработки.
7.Технологическая подготовка производства.
8.Маршрутная, пооперационная технология.
9.Основные принципы создания передовых технологий.






