| этапы действия
| средства методы
| критерии самоконтроля
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выходной контроль: тесты или ситуационные задачи
1. При изготовлении металлокерамической коронки рабочий оттиск снимают массой:
а) силиконовой
б) альгинатной
в) фторкаучуковой
г) термопластичной
д) цинкоксидэвгеноловой
2. При изготовлении металлопластмассовой коронки рабочий оттиск снимают массой:
а) силиконовой
б) альгинатной
в) фторкаучуковой
г) термопластичной
д) цинкоксидэвгеноловой
3. Двухслойный оттиск получают при помощи слепочных масс:
а) альгинатных
б) твердокристаллических
в) силиконовых
г) термопластических
д) гидроколлоидных
4 .Гипсовая модель по слепку из альгинатного материала должна быть отлита не позднее (в мин):
а) 5
б)30
в) 40
г) 60
Д) 90
5.Альгниатную слепочную массу замешивают на:
а) холодной воде
б) 3% растворе поваренной соли
в) прилагаемом к материалу катализаторе
г) горячей воде
д) 1 % растворе питьевой соды
6.Причина появления пор в отображении препарированного зуба при снятии двухслойного слепка:
а) недостаточное высушивание культи зуба
б) высокая текучесть корригирующего слоя
в) высокая твердость основного (базового) слоя
г) излишняя компрессия при снятии слепка
д) слишком большое количество корригирующей массы
7.Конструкционные материалы, применяемые в ортопедической стоматологии:
а) гипс, керамические массы, базисный воск
б) базисный воск, слепочные материалы, пластмассы
в) пластмассы, моделировочный воск, слепочные массы
г) слепочные массы, сплавы металлов, керамические массы
д) керамические массы, пластмассы, сплавы металлов
8.Рабочий слепок с опорными коронками снимают при изготовлении мостовидного протеза:
а) любого
б) литого
в) паяного
г) металлокерамического
д) металлопластмассового
9.Для ускорения кристаллизации медицинского гипса при его замешивании добавляется:
а) поваренная соль,
б) сахар,
в) тетраборат натрия,
г) бура,
10.Для двойного слепка используются слепочные массы:
а) твердокристаллические,
б) силиконовые,
в) альгинатные.
г) термопластические.
Эталоны ответов
В) Структура содержания темы
ЗУБОТЕХНИЧЕСКИЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ. МОДЕЛИРОВОЧНЫЕ ВОСКИ. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Для изготовления модели будущего протеза применяют материалы, основанные на различных восковых композициях, называемые моделировочными или стоматологическими (зуботехническими) восками. Восковые моделировочные материалы используют для изготовления моделей вкладок, коронок, штифтов, частичных и полных протезов. Из воска изготавливают специальные валики, с помощью которых определяют прикус, его можно применять для снятия оттиска с участков полости рта, лишенных зубов. Кроме того, воски применяются во многих технологических процессах на этапах изготовления зубных протезов.
Стоматологические воски классифицируют по назначению. Различают моделировочные, технологические или технические вспомогательные и оттискные воски (схема 19.1).
Схема 19.1. Виды зуботехнических восков

К моделировочным воскам относится воск для вкладок, литьевой и базисный воски. Восковые модели применяются для изготовления протезов из металлов методом литья по выплавляемым моделям.
Воски для вкладок типа I - твердые. Их применяют для изготовления вкладок по прямому методу. Вкладочные воски типа II - мягкие, и их используют для изготовления восковых вкладок на моделях (по непрямому методу). Кроме того, вкладочные воски иногда применяют для моделирования аттачменов (замковых креплений) в комбинированных протезах.
Литьевые воски применяют для моделирования тонких деталей частичных протезов и коронок в мостовидных протезах. Они особенно подходят для изготовления колпачков и кламмеров, в которых необходимо воссоздать однородные тонкие элементы.
Базисный пластиночный воск применяется для моделирования полных съемных зубных протезов (базисов протезов). Различают три типа базисного воска. Тип 1 - мягкий базисный воск для внешних поверхностей и контуров модели протеза. Тип II - воск средней твердости, предназначенный для моделей протезов, примеряемых в полости рта. Тип III - самый твердый воск, также предназначенный для примерок модели во рту, но в условиях жаркого тропического климата. Базисный воск применяют также для моделирования временных мостовидных протезов и в качестве прикусных валиков. Этот воск иногда используют в ортодонтии.
Показатель твердости определяют по величине текучести воска при температуре 45 °С. К технологическим вспомогательным воскам относятся паковочный, липкий, соединительный, белый и универсальный или воск для общих работ. Паковочный или ящичный (boxing) воск используют в качестве емкости для отливки модели. Его также применяют для моделирования отсутствующих зубов во временных протезах. Липкий воск применяют для временного крепления деталей модели протеза. Соединительный - для соединения элементов конструкции при моделировании протезов и для паяния. Вспомогательным дополнительным воском заполняют пустоты и поднутрения при моделировании съемных частичных протезов. Белым моделируют виниры. Универсальный применяют при выполнении различных зуботехнических этапов моделирования.
В последние годы появились моделировочные материалы на основе светоотверждаемых полимеров. Полимерные моделировочные материалы характеризуются более высокой прочностью и стабильностью, хорошей размерной точностью и способностью выгорать без остатка.
Оттискные воски характеризуются высокой текучестью и деформируются при удалении из поднутрений. Поэтому в качестве оттискного материала воски применяют ограниченно, только для беззубых участков полости рта.
Воски плавятся не при определенной температуре, а в широком температурном диапазоне. Они имеют самый высокий коэффициент термического расширения по сравнению с любым другим материалом.
Текучесть воска в твердом состоянии определяет его способность к деформации под действием внешних сил, например силы тяжести, и иначе называется ползучестью. Текучесть воска в нагретом состоянии характеризуется вязкостью расплавленной восковой композиции. Такая текучесть необходима, чтобы точно воспроизвести рельеф, например, препарированного под вкладку зуба, но при охлаждении до комнатной температуры или до температуры полости рта, текучесть полученной восковой модели должна быть минимальной, чтобы не допустить искажения этой модели.
Для достижения требуемого качества состав зуботехнических восков включает много компонентов (табл. 19.1).
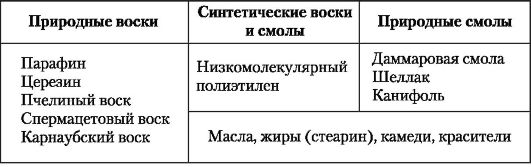
Таблица 19.1 Сырьевые компоненты в составах зуботехнических восков
Но основой являются собственно воски, т.е. органические полимеры, состоящие из углеводов и их производных. Средняя молекулярная масса восковых материалов колеблется от 400 до 4000, что существенно ниже молекулярной массы акриловых полимеров.
Стоматологические воски представляют собой смеси натуральных и синтетических восков, природных полимеров (например, даммаровая смола), масел, жиров, камедей (гуммиарабика) и красителей. В качестве восков используют парафин, пчелиный, карнаубский и спермацетовый воски.
Существенный вклад в размерную точность будущего протеза вносят формовочные материалы - материалы для изготовления формы, в которой происходит замена временного моделировочного воскового материала на постоянный восстановительный материал для зубных протезов, пластмассу, керамику, металл.
Наибольшие сложности возникают при изготовлении формы для литья различных конструкций зубных протезов из металлических сплавов. Например, для вкладки не допустимы отклонения размеров на величину более 0,1%. Если учесть, что размер вкладки в среднем составляет 4 мм, такое отклонение составит всего 4 мкм (1/10 толщины человеческого волоса). Следует подчеркнуть, что процесс изготовления зубного протеза любой конструкции включает технологические этапы, которые по своей природе и механизму протекания обязательно сопровождаются размерными изменениями. Для восковой модели характерна усадка за счет тепловых воздействий и связанных с ними превращений восковых композиций. Литье сплавов также сопровождается усадкой отливки. При охлаждении отливки от температуры солидуса до комнатной возникает термическая усадка, которая в зависимости от вида сплава и конфигурации протеза может колебаться в диапазоне от 1,25 до 1,7%. Применение специальных формовочных материалов позволяет компенсировать эти усадочные изменения размеров отливок.
Формовочные вспомогательные материалы для литья стоматологических сплавов должны отвечать следующим требованиям:
1) не содержать веществ, которые могут ухудшить качество отливки, реагируя с ней (например, фосфор, серу и т.п.);
2) не сращиваться с отливкой;
3) обеспечивать гладкую поверхность отливки, повторяющую гладкость поверхности восковой модели;
4) образовывать пористую оболочку, чтобы через поры обеспечить выход газов, образующихся в процессе литья металлов;
5) иметь определенную прочность, предохраняющую форму от растрескивания при нагревании и при литье;
6) иметь определенную величину расширения (гигроскопического, термического), обеспечивающую компенсацию усадки остывающей отливки.
В состав формовочных материалов в качестве основных компонентов входят, как правило, связующее и огнеупорный наполнитель. В зависимости от связующего формовочные материалы подразделяются на три группы: гипсовые, фосфатные и силикатные (схема 19.2).
Схема 19.2. Классификация формовочных материалов

В гипсовые формовочные материалы в качестве связующего входит гипс, а в качестве огнеупорного наполнителя - оксид кремния. Оксид кремния существует в трех аллотропических формах: кварца, тридимита и кристобалита. При нормальных условиях кварц, тридимит и кристобалит находятся в α-форме, но при определенных температурах они превращаются в β-форму. Переход кварца и кристобалита из α-формы в β-форму сопровождается увеличением объема кристаллического материала, что и используется для компенсации усадки отливки.
Добавление воды в формовочный материал в начальной стадии твердения гипса приводит к значительному расширению формы - гигроскопическому расширению, что является следствием увеличения расстояния между растущими кристаллами гипса - двугидрата сульфата кальция. Максимальное гигроскопическое расширение достигается при взаимодействии воды с формовочным материалом до начала схватывания. Величина гигроскопического расширения может достигать 1-2,5%, что вполне компенсирует усадку при литье протезов из сплавов золота.
Основным методом компенсации усадки отливок является термическое расширение. Для его создания форму перед отливкой подвергают термической обработке. Конечная температура прогрева формы зависит от вида оксида кремния, входящего в состав формовочного материала. Если формовочный материал содержит кварц, то форму нагревают до 700 °С, если кристобалит - до 450 °С. В состав формовочного материала помимо связующего гипса часто входят кварц и кристобалит, варьируя соотношение этих компонентов. Изменяя соотношение воды и порошка при замешивании формовочной массы, можно варьировать термическое расширение формы в довольно широком диапазоне от 0,9 до 1,4%.
Для литья сплавов с более высокой температурой плавления применяются огнеупорные или высокотемпературные формовочные материалы. К ним относятся формовочные материалы на фосфатном связующем.
Внедрение в зуботехническую практику силикатных формовочных материалов, отличающихся высокой прочностью и термостойкостью, связано с применением кобальтохромовых и нержавеющих сталей. В силикатных формовочных материалах в качестве связующего применяется кремневый гель, образующийся при гидролизе жидкого стекла, или органические соединения кремния. Из органических соединений наиболее часто применяют тетраэтоксисилан [этилсиликат Si(OC2 Н5)4]. После прогрева форма дает значительное термическое расширение с образованием в силикатном связующем оксида кремния, который способен к превращениям при нагревании, вызывающим дополнительное увеличение объема.
МАТЕРИАЛЫ ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ
Плохо отполированные зубные протезы менее гигиеничны, легче подвергаются коррозии и являются источником механической травмы тканей полости рта пациента. После извлечения протеза из формы на его поверхности остаются неровности и шероховатости, особенно на краях протеза, которые удаляют сначала грубой обработкой - шлифованием, а затем полированием. Материалы, применяемые для этой обработки, называются абразивными (от лат. abrasio - соскабливание). Процесс абразивной обработки поверхности материалов называется истиранием. Истирание - это процесс изнашивания поверхности одного материала под воздействием другого путем царапания, долбления, резания, смятия или подобного механического действия. Материал, который вызывает истирание, называется абразив. Материал, который подвергается истиранию, - субстрат. Абразив представляет собой тонко дисперсный материал, состоящий из множества частиц, которые воздействуют на поверхность субстрата как многочисленные микрорезцы, истирающие его поверхность. Шлифование - процесс удаления значительного количества материала с поверхности субстрата с помощью истирания или абразивного воздействия, которое обычно производится абразивом с частицами крупных размеров. Поверхность субстрата после шлифования в большинстве случаев остается грубой на ощупь и дает рассеянное или диффузное отражение.
Свойства абразивов:
• твердость и прочность;
• форма абразивной частицы или зерна;
• абразивная способность;
• зернистость.
На скорость истирания влияют следующие факторы:
1. Большая разница в твердости между материалом абразива и субстрата. Таким образом, благодаря более высокой твердости абразива по сравнению с обрабатываемой поверхностью субстрата возможен процесс шлифования. Твердость абразива часто характеризуют по десятибалльной шкале Мооса. У алмаза самая высокая твердость - 10 баллов, твердость корунда - 9. Для абразива важно соотношение вязкости и хрупкости. Хрупкость - способность разрушаться под действием динамических ударных сил - играет важную роль в сохранении абразивной (шлифующей) способности. При хрупком изломе части абразивного зерна образуется новый режущий край. При высокой вязкости абразива он не будет ломаться, а постепенно скругляться и терять шлифующую способность.
2. Размер частиц абразива. Согласно принятому положению абразив в зависимости от среднего размера его частиц называют тонким или мелким, если его размеры не превышают 10 мкм, средним - (от 10 до 100 мкм) и грубым - (от 100 до 500 мкм). Абразивные частицы большего размера будут истирать поверхность быстрее, чем более мелкие частицы; однако обработка крупными частицами абразива будет оставлять на поверхности более грубые царапины, чем обработка более тонким абразивом.
3. Форма частиц абразива также влияет на скорость истирания. Заостренные неправильной формы частицы абразива будут истирать поверхность быстрее закругленных частиц, имеющих более тупые режущие грани. Но первые будут оставлять на поверхности более глубокие царапины, чем вторые. По мере увеличения времени действия абразива скорость истирания снижается, так как форма частиц абразива скругляется, а абразив загрязняется продуктами износа поверхности субстрата (осколками или стружкой).
Абразивные зерна получают обычно дроблением природных или искусственных твердых материалов. В результате они приобретают форму неправильных многогранников, а его режущий элемент представляет собой, как правило, пирамидальную форму. Зерно может иметь приблизительно равные длину, ширину и высоту. Эта изометрическая форма наиболее благоприятна.
4. Скорость движения абразива по поверхности субстрата. Чем она больше, тем скорее происходит истирание этой поверхности. Однако чем больше скорость, тем выше сила трения абразива о поверхность
субстрата. Это приводит к повышению температуры истираемой поверхности.
5. Величина давления, приложенного к абразиву. Повышение давления приводит к более быстрому истиранию данным абразивом поверхности. При этом на поверхности появятся более глубокие и широкие царапины, возникнет более высокая температура (при обработке поверхностей в полости рта последнее очень важно).
6. Наличие смазки (например, силиконовой, глицериновой или водяного орошения). Смазка предназначена для снижения температуры разогрева и удаления из зоны действия абразива осколков или продуктов истирания субстрата, которые могут засорять или «засаливать» абразив. Слишком много смазки снижает скорость абразивной обработки, так как избыток смазки мешает контакту абразивных частиц с поверхностью субстрата.
Для проведения абразивной обработки в стоматологии чаще всего применяют абразивные инструменты. Они представляют собой абразивы, содержащие частицы разного размера и твердости, соединенные связующим или связкой в инструменты различной формы. К инструментам для шлифования относятся камни, боры, резиновые круги и диски.
Кроме понятия твердости самого абразива, существует понятие твердости абразивного инструмента. Оно означает сопротивление вырыванию абразивного зерна из связующего или связки, соединяющей множество зерен в единый инструмент. Связка должна быть правильно подобрана, соответствовать виду абразива и его назначению. Оптимальная связка удерживает абразивные зерна только до их затупления, после чего зерна должны выкрашиваться (расщепляться) и обнажать следующую за ними свежую поверхность абразивного инструмента. При шлифовании более твердых материалов затупление абразива происходит быстрее, поэтому обновление рабочей поверхности должно происходить интенсивнее, следовательно, связка в таком инструменте должна быть мягче.
В абразивных инструментах в качестве связки используют неорганические (керамические, силикатные, стеклоцементные) и органические (вулканитовые, бакелитовые, акриловые) материалы.
Полирование (от лат. polio - делаю гладким) - процесс обработки материалов с целью получения чистой гладкой зеркальной поверхности. Полирование - процесс получения гладкой на ощупь, глянцевой поверхности (она дает в основном зеркальное отражение падающего на нее луча света). Качество полирования поверхностей важно по эстетическим и функциональным причинам. Если после шлифовальной обработки абразивом на поверхности оставлены царапины, ширина которых больше длины волны видимого света (т.е. приблизительно около 0,5 мкм и более), поверхность будет матовой. Если ширина царапин менее 0,5 мкм, поверхность станет блестящей. Кроме этого, было установлено, что язык способен ощущать самую незначительную разницу в шероховатости; поверхность с царапинами глубиной более 20 мкм ощущается как шероховатая, а при глубине менее 2 мкм - как гладкая.
Полирование осуществляют с помощью абразива, состоящего из частиц очень маленького размера (субмикронного). Частицы меньшего размера выглаживают поверхность, устраняя шероховатости, полученные обработкой более грубым абразивом. Конечное полирование поверхности наиболее тонким абразивом снимает с поверхности любые видимые царапины и образует микрокристаллический или аморфный слой на поверхности субстрата. В отличие от абразива, применяемого для шлифования, полирующий абразив должен быть мягче материала полируемого протеза.
Полирование проводится при помощи кругов или круглых щеток, покрытых полировочными пастами. Линейная скорость при полировании должна быть больше, чем при шлифовании, причем тем больше, чем тверже полируемый материал.
Для полирования в зуботехнической практике используют оксид хрома, оксид железа (крокус), мел, гипс, диатомит.
Практическая работа
О.О.Д.?????
|
1. Требования к моделировочным материалам.
|
1. Требования к моделировочным материалам.
|
|
2. Свойства формовочных материалов.
|
2.Свойства формовочных материалов.
|
|
3. Свойства абразивных материалов.
|
3.Свойства абразивных материалов.
|
|
4. Классификация абразивных материалов.
|
4.Классификация абразивных материалов.
|
|
5. Классификация моделировочных материалов.
|
5.Классификация моделировочных материалов.
|
| этапы действия
| средства методы
| критерии самоконтроля
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|






