

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Для гибки труб диаметром до 3 1/2" в кольцо или спираль, а также для гибки труб сравнительно большой длины с большим радиусом гиба применяют гибочные вальцы. На этих станках труба увлекается силами трения в направлении вращения роликов и приобретает на выходе кривизну, которая определяется взаимным расположением роликов. Станки могут быть с тремя и четырьмя роликами.
Ролики имеют ручьи с радисом, величина которого соответствует наружному радиусу трубы. Глубина каждого ручья немного меньше половины диаметра трубы (на 1-5 мм).
При данном способе гибки можно гнуть трубы с наименьшим радиусом R=6Dн.
В зависимости от плоскости расположения роликов вальцовочные станки бывают вертикальные (фиг. 39) и горизонтальные (фиг. 40).
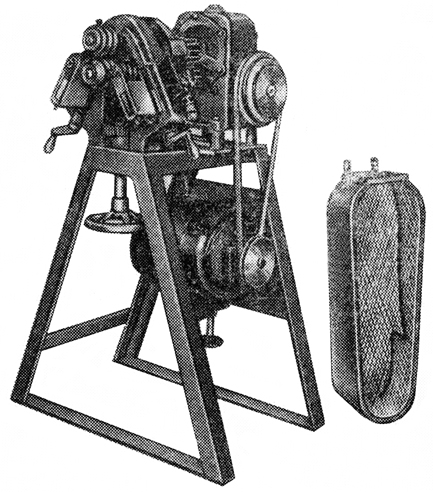
Фиг. 39. Внешний вид вертикального станка для гибки вальцовкой
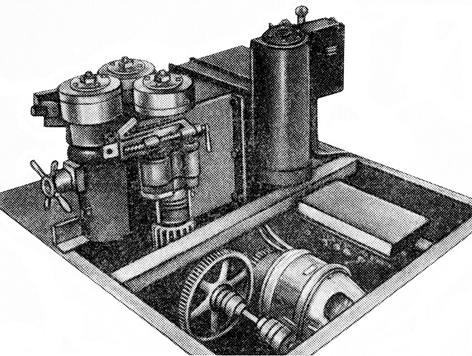
Фиг. 40. Горизонтальный станок для гибки вальцовкой
Трубы до 3 1/2" гнут на горизонтальных станках, так как в горизонтальном положении легче поддерживать участок трубы - заготовки до ее контакта с роликами. У горизонтальных станков предусматриваются столы для поддержания труб при гибке.
Каждый станок снабжается сменными роликами, у которые различный радиус ручья.
На вальцах можно трубы гнуть по спирали. В этом случае добавляется направляющий ролик, который отводит конец трубы, выходящий после гибки, на заданный шаг.
Чтобы согнуть кольцо, вначале отрезают заготовку, соответствующую длине окружности требуемого кольца. Заготовку закладывают между роликами и приводят их во вращение, включая электродвигатель. После первой прокатки концы трубы остаются прямыми, поэтому необходима повторная прокатка для того, чтобы труба приняла форму кольца.
Для удобства сборки верхний ролик изготавливается сплошным, а нижние два составляются из двух половин, стягивающихся болтами.
Специальные гибочные вальцы для гибки труб, предназначенные для масосового производства, сконструированы так, чтобы время на установку заготовки и съем изделия было наименьшим. Два нижних ролика укреплены на неподвижных осях 1 и 2, верхний ролик 3 может перемещаться при помощи гидравлического штока 4 (фиг. 41).
|
|

Фиг. 41. Схема станка для гибки труб вальцовкой.
Во время гибки шток весь выдвинут и поводки АВ и ВС составляют одну прямую. При этом представляется возможным при помощи ручного маховика перемещать верхний ролик по вертикали и регулировать величину зазора между верхним и нижним роликами в соответствии с диаметром трубы и потребным радиусом гиба.
После окончания гиба шток 4 задвигается в цилиндр 6, верхний ролик отходит от нижних роликов и новая заготовка может быть легко установлена.
Труба вначале зажимается между ведущими роликами 1 и 3 путем вращения рукоятки 5, затем при помощи рукояток подводятся гибочные ролики 2 и 4 и включается двигатель. Ведущие ролики станка (фиг. 39) делают 20 оборотов в минуту.
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!