Так как углы подъема в любой точке кривых, полученных первым и вторым способами, одинаковы и равны углу трения, то и оба кулачка будут самотормозящимся при любом угле поворота.
Кроме логарифмических кулачков на практике также применяются кулачки с профилем образованным спиралью Архимеда и профилем образованным эвольвентой. Такие кулачки применяются реже, чем круглые и логарифмические.
Рычажные зажимные устройства
В зажимных устройствах станочных приспособлений широкое распространение получили прихваты (рис. 7.6), представляющие одно- или двуплечие рычаги, приводящиеся в действие силой Р, которая создается винтом, гайкой или эксцентриком, а также пневмо- или гидроцилиндрами. Применяется несколько схем использования прихватов. Схема, показанная на рис. 7.6 а, наименее эффективна, так как при такой схеме сила зажатия детали W всегда меньше приложенной силы Р. Прихват, выполненный по этой схеме, может быть после снятия силы Р отодвинут от детали в направлении, показанном стрелкой К, тем самым облегчается доступ к обрабатываемой детали.
Схема, показанная на рис. 7.6, б более эффективна, так как по этой схеме зажимная сила W не только может быть равна приложенной силе Р, но может быть и больше этой силы. Для облегчения доступа к обрабатываемой детали прихват, выполненный по этой схеме, может быть повернут относительно оси опоры А по стрелке М. Так как опора такого прихвата нагружается силами Р и W, целесообразно изменить эту схему, поместив на место опоры А обрабатываемую деталь, а на место обрабатываваемой детали - опору, т. е. принять наиболее эффективную схему (рис. 7.6, в). Прихват, выполненный по этой схеме, можно сделать откидным (штриховая линия) и тогда будет обеспечен совершенно свободный доступ к обрабатываемой детали.
| В рассмотренных схемах прихватов сила Р привода перпендикулярна к прихвату и зажимная сила действует на обрабатываемую деталь в одном направлении, поджимая ее к опоре В. Если же к прихвату (рис. 7.6, а)приложить силу Р под некоторым углом α или, не изменяя направление силы P, повернуть прихват на этот угол, то на обрабатываемую деталь будут действовать две силы, которые поджимают деталь к двум опорам одновременно: к опорам B и С.
Рассмотренные прихваты можно объединить (сблокировать) для того, чтобы, прикладывая силу Р в одном
| 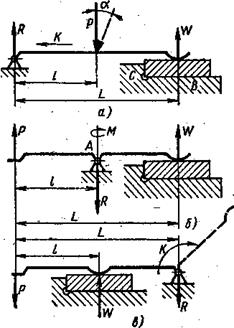 Рис 7.6. Схемы типовых прихватов
Рис 7.6. Схемы типовых прихватов
|
месте, обеспечить крепление детали (или группы деталей) в нескольких местах без увеличения силы привода. На рис. 7.7 показаны схемы попарного объединения прихватов 1 и 4 для крепления двух деталей 2 в четырех точках. По схеме, показаннойна рис. 7.7, а, каждая пара прихватов закрепляет детали в двух точках силами P/2. Силы P создаются при завинчивании двух гаек 3 и 5. По схеме, данной на рис. 7.7, б, сблокированы все четыре прихвата.

Рис. 7.7. Блокировка прихватов
Силы зажима деталей в этом случае создаются завинчиванием гайки 6 и равны P/ 4. По схеме, приведенной на рис. 7.7, в, где также все четыре прихвата приводятся в действие одной силой Р, детали оказываются зажатыми такими же силами, как и на рис. 23, а, но в 2 раза быстрее и легче. Достигается это применением коромысла 7, покачивающегося относительно оси 8.
Таким образом, объединение прихватов по данной схеме на рис. 7.7, а нерационально вследствие относительно небольшой производительности, а при ручном приводе и в результате большой утомляемости рабочего. Объединение по схеме, приведенной на рис. 7.7, б также нерационально из-за относительно невысокого коэффициента использования энергии привода или силы, затрачиваемой рабочим. Объединение прихватов, показанное на рис. 7.7, в, рационально в отношении производительности и использования энергии как механического, так и ручного привода.
Изготовляются прихваты из сталей 20, 35, 45. Прихваты из малоуглеродистых сталей цементируют на глубину 0,8—1,2 мм и подвергают закалке до твердости HRC 54—60. Прихваты из среднеуглеродистой стали закаливают до твердости HRC 40 - 45. Многие конструкции прихватов нормализованы, а некоторые стандартизованы.
2.7.5 Примеры конструктивного оформления зажимных элементов
На рис. 7.8, а показан пример использования прихвата 5, при действии которого сила зажима W непараллельна силе привода Р. Обрабатываемая деталь 3 установлена на опорных пластинах 2 и 4 двумя плоскими поверхностями. Конструкция обеспечивает поджатие обрабатываемой детали к обеим пластинам и применима в случаях, когда установочные поверхности детали точно обработаны и расположены строго перпендикулярно друг к другу, а поверхность контакта с прихватом параллельна одной установочной поверхности и перпендикулярна другой. Различие в размере l деталей компенсируется самоповорачиванием прихвата только около оси О, Использование сферических шайб 6 предохраняет зажимной стержень 1 от прогиба.

Рис. 7.8 Прихваты, обеспечивающие зажим детали в двух направлениях
Аналогичный прихват показан на рис. 7.8, б. Этот прихват удобен для закрепления необработанных деталей, так как позволяет компенсировать не только неодинаковость размера l деталей, но и непараллельность вертикальной установочной поверхности А детали с ее поверхностью В контакта с прихватом. Это обеспечивается возможностью прихвата покачиваться относительно сферической опоры 7 в различных направлениях. Для облегчения настройки зажима с таким прихватом его сферическую опору следует делать регулируемой.

Рис. 7.9. Прихваты: а - с цилиндрическим сухариком; б - откидной
Рассмотренные прихваты могут быть выполнены в виде планки 4 (рис. 7.9, а)с встроенным в нее цилиндрическим сухариком 3. При попадании на неровную поверхность закрепляемой детали 2 сухарик под действием силы зажима проворачивается так, что эта сила передается на деталь по всей ширине А поверхности площадки сухарика.
На рис. 7.9, б показана конструкция откидного прихвата 8, выполненного по схеме, показанной на рис. 7.6, в. С помощью такого прихвата наиболее рационально используется сила Р привода потому, что при откидывании прихвата обеспечивается свободный доступ к обрабатываемой детали 11, и, кроме того, зажим этим прихватом может быть осуществлен по большой поверхности детали, что уменьшает возможность деформации этой поверхности. Последнее достигается тем, что соприкосновение зажима с обрабатываемой деталью осуществляется с помощью качающегося сухаря 7. Ось 5 прихвата помещается либо непосредственно в кронштейне корпуса 14, при этом прихват может быть только откидным, либо в отдельной стойке 15 и в этом случае прирхват может быть не только откидным, но и поворотным вместе со стойкой относительно оси. Свободное поворачивание стойки обеспечивается регулированием гаек 12 и 13.
Для того чтобы откинуть прихват, необходимо ослабить гайку 9 и отбросить шарнирный болт 10. На тяжелых прихватах для облегчения откидывания рекомендуется прикреплять отдельный противовес 6 или удлинять прихват в сторону противовеса. Чтобы прихват или противовес не ударялись при откидывании о корпус приспособления, в последнем целесообразно предусматривать пружинный или другой упругий демпфер. Недостатком такого прихвата следует считать сложность конструкции.
Один из многих вариантов применения эксцентриков показан в конструкции эксцентриковых прихватов (рис. 7.10). В исходном состоянии прижимная планка 1 с эксцентриком 2 находится в правом крайнем положении. После установки заготовки] они перемещаются в левое крайнее положение. Вращением ручки эксцентрика по часовой стрелке производят закрепление заготовки. Назначение остальных элементов конструкции такое же, как и в конструкции прихвата. Применение прихватов с эксцентриковым механизмом позволяет сократить вспомогательное время на закрепление заготовки.
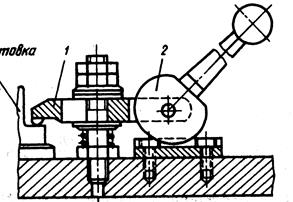
Рис. 7.10 Конструкция эксцентрикового прихвата
Недостатком данной конструкции может быть отмечен следующий момент. При поворачивании ручки эксцентрика 2 по часовой стрелке, в результате трения скольжения между кулачком и опорной пластиной, на оси кулачка возникает сила, стремящаяся сдвинуть прихват в сторону проворота ручки. Это может привести к сдвигу заготовки, что недопустимо. Поэтому при проектировании приспособлений нужно учитывать и реакции сил, сопутствующих основным закрепляющим усилиям.






