Для обозначения швейного оборудования отечественные заводы-изготовители используют исторически сложившуюся систему простых порядковых номеров, несколько видоизмененную за последние два десятилетия.
Заводская классификация подразделяет машины на типы,группыили классы. Каждый машиностроительный завод присваивает вновь созданной машине свое буквенное или цифровое обозначение.
Тип – обозначают буквами, иногда с цифровой приставкой (РЛ-4, КЛ-2). Эти буквы выражают наименование машины с точки зрения конструктивных особенностей.
Так, тип машины РЛ обозначает, что это машина раскройная ленточная, а цифра 4 обозначает вариант машины, то есть очередное усовершенствование.
Некоторые машиностроительные заводы, например ОАО «Орша» присваивают швейным машинам класс, который обозначают цифрами, иногда с буквенной приставкой, например 1022, 1022-4, 1022-М, 1022-МСИ и так далее. Здесь цифра обозначает порядковый номер выпускаемой модели, а буква – вариант машины этого класса, т.е. какое-либо конструктивное изменение или дополнительные приспособления в машине.
В настоящее время в соответствии с заводской классификацией все швейные машины объединяются в определенные конструктивно-унифицированные ряды, а каждому признаку швейной машины (тип стежка, тип двигателя материала, тип электропривода и т.д.) присваивается определенный номер.
В соответствии с «Классификацией и обозначением швейных машин и полуавтоматов» машинам 31 ряда могут быть присвоены обозначения, где первая группа цифр условного обозначения характеризует конструктивный ряд, вторая – модификацию, третья – средства автоматизации, четвертая – технологическую оснастку.
Условное обозначение машин конструктивно-унифицированного ряда (КУР) 31 (131) кл. ОАО «Орша», предназначенных для выполнения стачивающих операций однолинейной строчкой при изготовлении из материалов малой, средней и высокой поверхностной плотности, представлено на рис. 1.
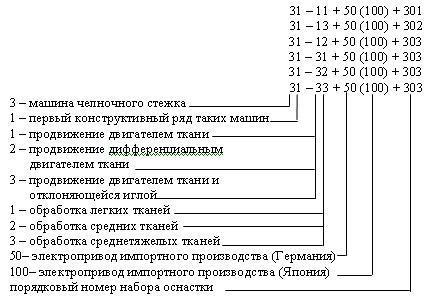
Рис. 1. Условное обозначение машин конструктивно-унифицированного ряда 31
Например: машина имеет условное обозначение 31-31+100+303. Первая группа цифр условного обозначения характеризует конструктивный ряд (3 – челночный стежок, 1 – порядковый номер ряда), вторая – модификацию (3 – перемещение материала нижней рейкой и отклоняющейся иглой, 1 – материал малой поверхностной плотности), третья – средства автоматизации (100 – автоматические останов, обрезка ниток и закрепление строчки), четвертая – технологическая оснастка (303 – порядковый номер набора оснастки для пришивания манжет к сорочке).
По области использования в технологическом процессе все основное технологическое оборудование швейной промышленности подразделяется на четыре группы:
1) оборудование подготовительно-раскройного производства;
2) швейное технологическое оборудование;
3) оборудование влажно-тепловой обработки полуфабриката и изделий;
4) транспортные устройства и механизмы.
По физическому содержанию выполняемых операций все оборудование швейного производства подразделяется на машины и аппараты. Машинами называются устройства,в которых всегда имеются механизмы, осуществляющие основные (механические) операции обработки полуфабрикатов, а немеханические (тепловые, физико-химические и т.д.) процессы являются вспомогательными.
Аппаратами называются устройства,в которых осуществляютсянемеханические процессы обработки полуфабрикатов (химические, тепловые, физико-химические и т.д.).
Классификация технологического оборудования швейного производства по физическому содержанию выполняемых ими операций приведена на рис. 2.
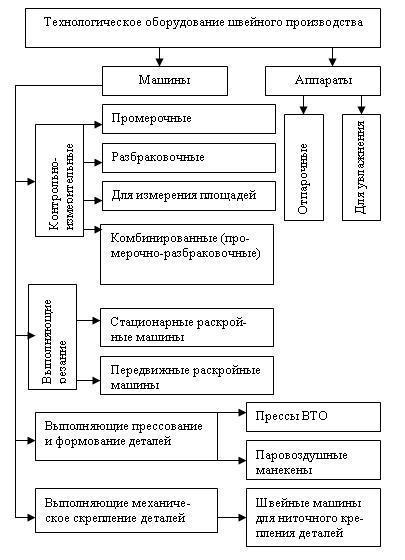
Рис. 2. Классификация технологического оборудования швейного производства
Классификация швейных машин
Швейные машины различаются по назначению, принципу действия, техническим параметрам, кинематике, конструкции основных механизмов и сборочных единиц.
Классификацию швейных машин осуществляют по-разному, в зависимости от того, какой из признаков положен в ее основу.
В основе предлагаемой классификации швейных машин лежат три группы признаков.
Опыт показывает, что трех этих групп признаков достаточно, чтобы охарактеризовать любую машину. Встречающиеся на практике другие классификационные признаки носят субъективный характер и неоднозначно характеризуют машины.
Первая группа – технологическая,основанная на общепринятоймеждународной классификации стежков и строчек, получившей реализацию в швейных машинах.
Вторая группа – конструктивная,включающая такие признаки, как расположение головки машины относительно оператора, длина вылета рукава, расположение головки машины, относительно уровня стола, платформа машины, количество игл, тип двигателя материала, степень тяжести машины, вид системы смазки и т.д.
Третья группа –степень автоматизации оборудования.






