

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
Материал, который использовали для сварки стойки – сталь Ст3, толщиной 5 мм. Рассмотрим основные характеристики Ст3.
Таблица 2 - Характеристика материала Ст3.
| Марка: | Ст3сп |
| Классификация: | Сталь конструкционная углеродистая обыкновенного качества |
| Применение: | несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах |
Таблица 3 - Химический состав в % материала Ст3
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| 0.14 - 0.22 | 0.15 - 0.3 | 0.4 - 0.65 | до 0.3 | до 0.05 | до 0.04 | до 0.3 | до 0.008 | до 0.3 | до 0.08 |
Таблица 4 – Свариваемость Ст3сп
| без ограничений | - сварка производится без подогрева и без последующей термообработки | |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке | |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг | |
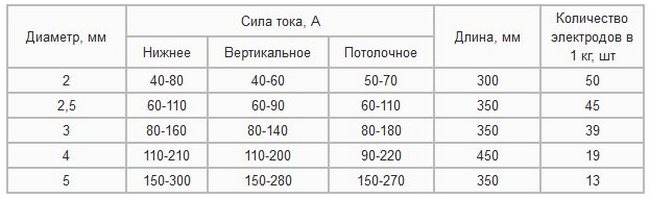
1)По марке металла были выбраны электроды типа марки ОК -46 которые подходят для сварки углеродистых и низколегированных сталей.
Электроды марки ОК-46 используются для выполнения сварки изделий и конструкций, изготовленных из углеродистых и низколегированных марок сталей. Выполнять сварочные работы с их использованием можно абсолютно в любом положении. Работа может выполняться как на переменном, так и на постоянном токе. Довольно часто электродная продукция этой марки используется для ручной дуговой сварки. Одной из характерных особенностей этих изделий является наличие у них рутилового покрытия. Применяя их для соединения изделий методом сварки, можно получить высокое качество шва. Сами электроды отличаются низкой чувствительностью к загрязнению металла — грязи и ржавчине.
Таблица 5 – Сила тока при сварке сварочных электродов ОК-46
Подготовка металла под сварку и сборка конструкции
Если металл, идущий на изготовление сварных конструкций загрязнен или деформирован, его нужно предварительно очистить и выправить. Очистка может производиться ручными и механическими проволочными щетками, пламенем специальной горелки, промывкой горячей водой или раствором щелочи, травлением в растворах различных кислот и другими способами.
Перед началом сварки необходимо произвести разделку кромок, обрезку, выставить нужные зазоры. Скос кромок производится в соответствии с типом сварного соединения. После подготовки металла можно начинать сборку изделий под сварку.
Металл выправляют либо вручную, либо на специальных станках. Например, листы выправляются пропусканием их через листоправильные вальцы. Углы правят на углоправильных станках. Правка швеллерного и двутаврового профиля производится с помощью правильно-гибочных прессов.При очень малых объемах производства и отсутствии правильного оборудования иногда приходится прибегать и к ручной правке металла на правильной плите.
После подготовки металл фиксируют в положении, предусмотренном проектом. В процессе сборки необходимо выдержать заданный зазор между свариваемыми элементами, установить их в требуемых плоскостях или под заданным углом и скрепить между собой так, чтобы при сварке взаимное расположение элементов не нарушалось и к месту сварки был свободный доступ. Таким образом, технология сборки под сварку должна гарантировать хорошее качество сварки изделия. Правильность сборки проверяется специальными шаблонами.
Собираемые элементы относительно друг друга фиксируются в основном с помощью коротких отрезков сварных швов, называемых прихватками. Прихватки рекомендуется накладывать со стороны, обратной наложению первого валика. Длина прихватки 20—120 мм и зависит от вида конструкции: более длинные прихватки делаются на больших массивных изделиях. При сборке кольцевых стыков трубопроводов длина прихваток должна быть не более 25 мм. На стыках трубопроводов диаметром до 200 мм делается три прихватки, для трубопроводов диаметром 200—300 мм — не менее четырех прихваток. Высота прихватки не должна превышать высоту первого валика сварного шва.
При сварке ответственных конструкций перед наложением основного шва прихватки должны удаляться по мере заварки шва. Конструкция в собранном виде удерживается подварочным швом или специальными приспособлениями.
При сборке тяжелых конструкций, у которых обычные прихватки в процессе сварки могут лопнуть (например, при сварке шарового резервуара на манипуляторе), вместо прихваток накладывается сплошной шов небольшого сечения.

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!