1.Наименование приспособления…………………………………………………….
2.Назначение
3. Технические требования.
3.1. Требования к сборке.
3,1.1 Соблюдение при сборке размеров изделия указанных в чертеже
3.1.2. Отклонения от перпендикулярности
3.1.3. Отклонения от прямолинейности
3.1.4. Смещения кромок собираемых элементов
3.1.5. Величина зазора в месте свариваемого стыка
3.1.6. Размеры прихваток, их количество и место расположение
3.1.7. Предельные отклонения по размерам и геометрической форме входящих (собираемых) деталей
3.2. Требования к сварке.
3.2.1. Способ сварки
3.2.2. Марки свариваемого материала
3.2.3. Вид свариваемых деталей
3.2.4. Толщины свариваемых деталей
3.2.5. Типы сварных швов
3.2.6. Типы соединений
3.2.7. Конструкции сварных соединений
3.2.8. Виды швов сварных соединений
3.2.9. Положение при сварке
3.2.10. Марки свариваемых материалов
3.2.11. Наличие подогрева (до и в процессе сварки)
3.2.12. Наличие термической обработки после сварки
3.2.13. Другие требования
3.3. Требуемая производительность
3.4. Допустимые габариты проектируемого оборудования, мм
Продолжение приложения 1
3.5. Характеристика энергоносителей:
вода-давление, МПа , оС
пар-давление, МПа , оС
воздух-давление, МПа , оС
электроэнергия, род тока
напряжение, в
3.6. Характеристика деталей и сборочных единиц
| Обозначение
| Наименование
| Габаритные размеры, мм
| Масса, кг
| Марка материала
| Годовая программа
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.7. Условия подачи деталей и сборочных единиц
| Обозначение деталей
| Наименование транспортных средств
| Условия подачи
|
|
|
|
|
|
|
|
|
3.8. Перечень выполняемых операций с применением приспособления
| Наименование
| Содержание
| Последовательность выполнения операции с указанием используемых элементов приспособления при сборке
|
|
|
|
|
|
|
|
|
3.9. Условия выдачи изделий
| Обозначение изделий
| Наименование транспортных средств
| Условия выдачи
|
|
|
|
|
|
|
|
|
3.10. Род привода
3.11. Характеристика управления, необходимость дистанционного управления, расположение пультов
3.12. Требования по технике безопасности, санитарно-технические устройства (предохранительные, оградительные, сигнальные, шумопоглощающие) и эргономические требования
Продолжение приложения 1
4. Экономические показатели:
сметная стоимость ___________тыс. руб., экономический эффект ________тыс. руб.,
капитальные затраты ______________ тыс. руб., срок окупаемости ___________лет,
экономия металла _________ т., экономия электроэнергии ___________тыс. кВт ч,
высвобождение рабочих __________ чел.
5. Дополнительные требования
Приложение:
1. Схема приспособления с указанием технологических баз, мест прижима и данных для расчета усилий на _____________листах.
2. Чертежи заготовок с фактическими размерами на __________листах.
3. План цеха (участка) с размерами колонн, расположением оборудования, указанием направления движения изделий, подъемно-транспортных устройств и мест подключения к энергоносителям на __________листах.
4. Чертежи аналогичного оборудования на __________листах.
5. Технологический процесс сборки и сварки изделия.
Техническое задание разработано
(дата)
Разработчик
(подпись)
Приложение 2
Составление технического задания (Т.З.) на проектирование сборочно-сварочного приспособления и средств механизации сварочного производства
Техническое задание на проектирование или модернизацию приспособлений, а также средств механизации сварочного производства разрабатывается в соответствии с требованиями ГОСТ Р 15.201-2000
Продолжение приложения 2
«Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и поста -
новки продукции на производство», оформляется по установленной форме согласно ГОСТ 14.105-73 (см.Приложение№1) и содержит следующие сведения:
1. Наименование приспособления.
2. Назначение приспособления (сборочное, сборочно-сварочное, сварочное).
3. Тип приспособления (универсальное, переналаживаемое, специальное).
4. Технологические и конструктивные требования к приспособлению (взаимное положение швов, смещение деталей, защита шва и околошовной зоны, точность с учетом отклонений заготовок и т. д).
В Т. З при необходимости указывается: место установки приспособления;
выделяемая площадь; характеристика энергоносителей (напряжение и род тока, давление воздуха или воды); габарит приспособления; требуемая производительность; перечень деталей и сборочных единиц, собираемых (свариваемых) в приспособлении; условия подачи деталей к приспособлению и выдачи изделия; вид транспортных средств; требования к управлению (расположение пульта, необходимость дистанционного управления);
требования безопасности; эргономические требования.
5. Дополнительные технические требования, характеризующие режим работы приспособления; возможность его переналадки; степень механизации и автоматизации; надежность; унификацию и стандартизацию; связь с другими приспособлениями; климатические условия эксплуатации; требования к маркировке и упаковке.
6. Экономические показатели от использования приспособления (сметная стоимость, годовой экономический эффект, срок окупаемости капитальных вложений и др.)
7. Рабочие чертежи сварной конструкции (изделия).
8. Чертежи заготовок с фактическими размерами (фактическими отклонениями размеров и формы заготовок).
9. Технологический процесс с подробной расшифровкой операций, переходов и проходов, выполняемых на данном приспособлении или с его помощью.
10. Принципиальная схема приспособления.
11. План цеха (участка) с разрезами и сеткой колонн с указанием направления движения изделий, подъёмно-транспортных средств цеха и мест расположения энергоносителей.
12. Данные об аналогичных применяемых на монтажных площадках и в цехах при сварке, и о конструкциях специальных и групповых приспособлений, применяемых на других заводах (в том числе и за рубежом) для изготовления аналогичных сварных изделий.
Продолжение приложения 2
Для правильного проектирования конструктор должен иметь и внимательно
изучить ряд исходных данных:
1. Техническое задание на проектирование.
2. Чертёж собираемого и свариваемого изделия и деталей, входящих в него, технические условия на изготовление.
3. Технологический процесс изготовления изделия.
4. Программу выпуска изделий.
5. Чертежи аналогичных приспособлений.
6. ГОСТы на детали и механизмы приспособлений, паспорта или технические данные о механическом и сварочном оборудовании, в сочетании с которым будет использоваться проектируемое приспособление.
7. Справочную и техническую литературу.
Приложение 3
Упоры.


Рис. 1 Рис. 2


Рис. 3 Рис. 4
Продолжение приложения 3


Рис.5 Рис.6

Рис. 8


Рис.8 Рис.9
Продолжение приложения 3

Рис.10 Рис.11
Отводочный установочный палец

1 – Корпус
2 – Направляющая втулка
3 – Палец
4 – Шариковый запорный механизм
5 – Винт
Установочные элементы


Рис.14
Рис.13
Окончание приложения 3
Накладной кондуктор и ложементы


Рис.19

 Рис.15
Рис.15
Рис. 20
Рис.16


Рис.17

Рис. 21
Рис.18
Приложение 4
Практические задания

Продолжение приложения 4

Продолжение приложения 4

Продолжение приложения 4

Окончание приложения 4

Приложение 5
Индивидуальное задание:
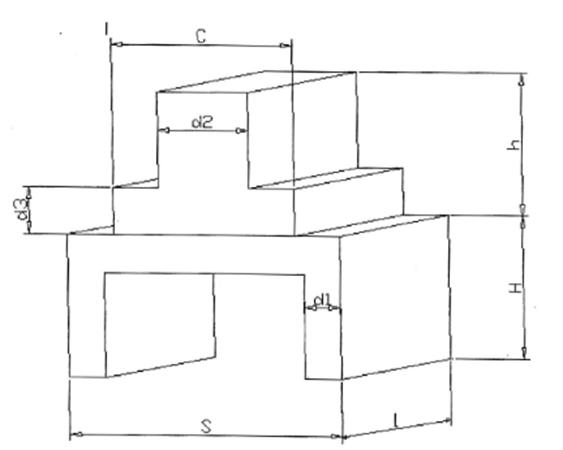
Рис.1
| № вар
| 1
| 2
| 3
|
| S
| 500
| 400
| 350
|
| L
| 100
| 800
| 600
|
| H
| 400
| 350
| 200
|
| h
| 300
| 250
| 100
|
| d1
| 8
| 6
| 4
|
| d2
| 20
| 15
| 10
|
| d3
| 40
| 8
| 6
|
| C
| 300
| 250
| 200
|
Продолжение приложения 5

| №
| Д,
| e1,
| e2,
| δ1,
| δ2,
| G1,
| G2,
| М1,
| М2,
| ∑ М0,
|
|
|
| мм
| мм
| мм
| мм
| мм
| кгс
| кгс
| кгс*м
| кгс*м
| кгс*м
|
|
| 1
| 300
| 2000
| 500
| 6
| 4
|
|
|
|
|
|
|
| 2
| 200
| 1500
| 600
| 4
| 3
|
|
|
|
|
|
|
| 3
| 100
| 1000
| 400
| 5
| 2
|
|
|
|
|
|
|
| 4
| 150
| 3000
| 700
| 7
| 7
|
|
|
|
|
|
|
| 5
| 250
| 3000
| 800
| 8
| 6
|
|
|
|
|
|
|
| 6
| 350
| 2500
| 900
| 9
| 10
|
|
|
|
|
|
|
| 7
| 400
| 2000
| 850
| 10
| 7
|
|
|
|
|
|
|
| 8
| 300
| 3000
| 950
| 11
| 6
|
|
|
|
|
|
|
| 9
| 350
| 4000
| 1000
| 12
| 5
|
|
|
|
|
|
|
| 10
| 200
| 2500
| 750
| 13
| 2
|
|
|
|
|
|
|
| 11
| 250
| 2000
| 550
| 14
| 11
|
|
|
|
|
|
|
| 12
| 100
| 1500
| 5000
| 15
| 9
|
|
|
|
|
|
|
| 13
| 450
| 1000
| 450
| 16
| 6
|
|
|
|
|
|
|
| 14
| 300
| 2500
| 800
| 20
| 7
|
|
|
|
|
|
|
| 15
| 200
| 3000
| 700
| 25
| 10
|
|
|
|
|
|
|
Примечание: в случае выбора горизонтального вращателя считать, что на чертеже изделия не показаны ранее поставленные детали которые составляют по весу 10% от веса конструкции и смещают центр тяжести изделия на 10% то оси вращения вдоль диаметра.
Продолжение приложения 5
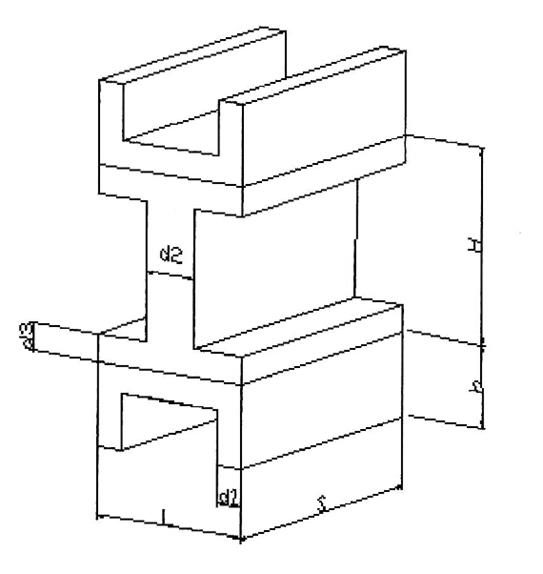
Рис.2
| №вар
| 1
| 2
| 3
|
| S
| 1000
| 800
| 600
|
| L
| 500
| 450
| 400
|
| Н
| 1000
| 800
| 600
|
| h
| 350
| 300
| 250
|
| dl
| 8
| 6
| 5
|
| d2
| 18
| 15
| 10
|
| d3
| 8
| 6
| 5
|
Продолжение приложения 5
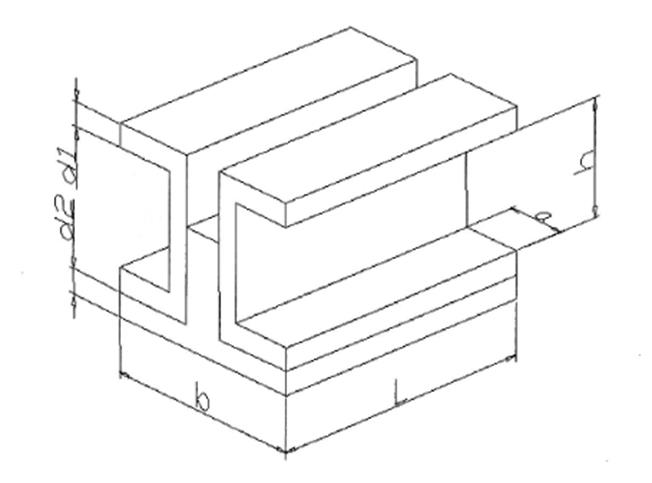
Рис.3
| №вар
| 1
| 2
| 3
|
| L
| 3000
| 2000
| 1500
|
| h
| 300
| 250
| 200
|
| b
| 500
| 300
| 250
|
| dl
| 8
| 6
| 6
|
| d2
| 8
| 8
| 6
|
| a
| 200
| 120
| 100
|
Продолжение приложения 5
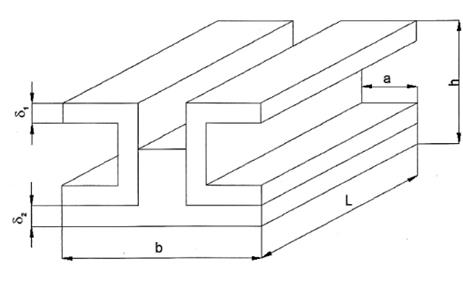
Рис.4
| №вар
| L
| h
| b
| δ1
| δ2
| a
|
| 1
| 3000
| 300
| 500
| 8
| 8
| 200
|
| 2
| 2000
| 250
| 300
| 6
| 8
| 120
|
| 3
| 1500
| 200
| 250
| 6
| 6
| 100
|
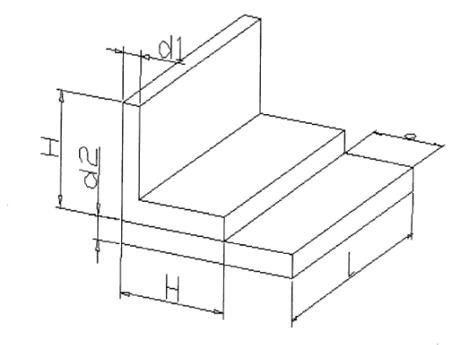
Рис.5
| №вар
| 1
| 2
| 3
|
| L
| 2000
| 1500
| 1000
|
| Н
| 500
| 400
| 300
|
| а
| 500
| 400
| 300
|
| dl
| 8
| 6
| 5
|
| d2
| 6
| 4
| 4
|
Продолжение приложения 5
| №вар
| 1
| 2
| 3
|
| S
| 300
| 600
| 1000
|
| L
| 500
| 1000
| 1250
|
| Н
| 100
| 200
| 250
|
| b
| 300
| 600
| 800
|
| С
| 400
| 800
| 1200
|
| dl
| 10
| 20
| 25
|
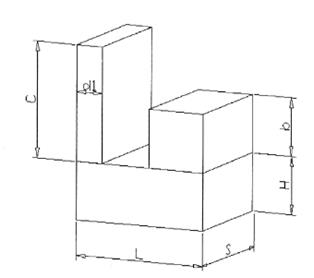
Рис.6
| №вар
| 1
| 2
| 3
|
| S
| 1500
| 1000
| 800
|
| L1
| 400
| 300
| 250
|
| L2
| 600
| 500
| 300
|
| Н
| 400
| 300
| 250
|
| С
| 1500
| 1200
| 700
|
| d
| 15
| 12
| 10
|
| а
| 300
| 150
| 150
|
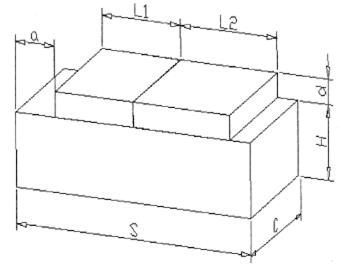
Рис.7
Продолжение приложения 5

Рис.8
| №вар
| 1
| 2
| 3
|
| С1
| 100
| 200
| 500
|
| С2
| 100
| 300
| 800
|
| dl
| 10
| 20
| 25
|
| d2
| 15
| 25
| 30
|
| Н
| 100
| 150
| 200
|
| L
| 300
| 500
| 800
|
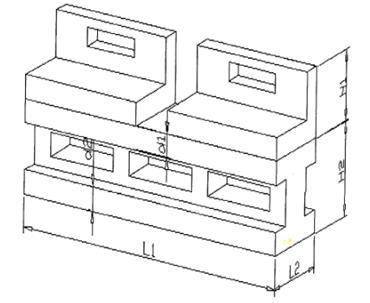
Рис.9
| №вар
| 1
| 2
| 3
|
| HI
| 100
| 400
| 150
|
| Н2
| 100
| 200
| 600
|
| dl
| 10
| 20
| 30
|
| d2
| 15
| 30
| 25
|
| LI
| 300
| 800
| 1000
|
| L2
| 100
| 200
| 300
|
Продолжение приложения 5

| №вар
| 1
| 2
| 3
|
| С
| 100
| 300
| 800
|
| dl
| 10
| 20
| 40
|
| d2
| 10
| 30
| 35
|
| Н
| 80
| 250
| 700
|
| L
| 500
| 600
| 1000
|
Рис.10

| №вар
| 1
| 2
| 3
|
| Н
| 500
| 1000
| 2000
|
| С
| 100
| 200
| 400
|
| L
| 700
| 1200
| 2500
|
| S
| 100
| 300
| 500
|
| dl
| 10
| 15
| 20
|
| d2
| 10
| 20
| 25
|
Рис.11
Продолжение приложения  5
5
Рис. 12
| №вар
| 1
| 2
| 3
|
| HI
| 200
| 300
| 400
|
| Н2
| 200
| 500
| 700
|
| dl
| 10
| 15
| 20
|
| d2
| 15
| 20
| 30
|
| С
| 200
| 400
| 800
|
| LI
| 500
| 600
| 800
|
| L2
| 700
| 750
| 940
|
Продолжение приложения 5
| №вар
| 1
| 2
| 3
|
| 11
| 500
| 800
| 1000
|
| L1
| 1000
| 1500
| 2400
|
| L2
| 1000
| 1000
| 2300
|
| dl
| 10
| 20
| 30
|
| d2
| 15
| 25
| 30
|
| С
| 800
| 1200
| 1800
|
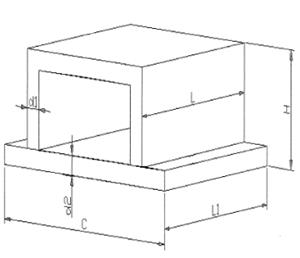
Рис.13
| №вар
| 1
| 2
| 3
|
| Н
| 100
| 300
| 500
|
| С
| 80
| 340
| 650
|
| d
| 10
| 20
| 30
|
| L
| 400
| 800
| 1200
|
| М
| 40
| 130
| 160
|
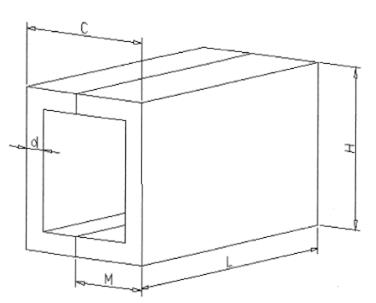
Рис.14
Продолжение приложения 5
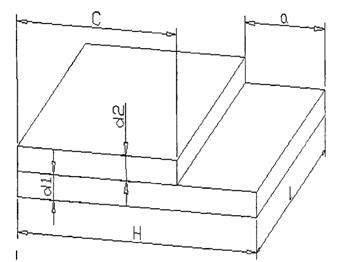
Рис.15
| №вар
| 1
| 2
| 3
|
| С
| 100
| 200
| 250
|
| dl
| 5
| 10
| 15
|
| d2
| 10
| 5
| 15
|
| Н
| 120
| 240
| 300
|
| L
| 800
| 1000
| 1200
|
| а
| 20
| 40
| 50
|
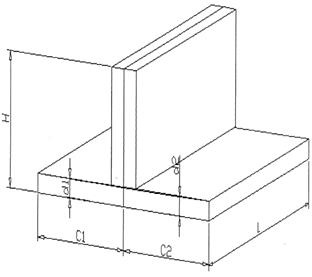
Рис.16
| №вар
| 1
| 2
| 3
|
| Н
| 20
| 80
| 140
|
| С1
| 40
| 30
| 60
|
| С2
| 40
| 50
| 35
|
| L
| 150
| 200
| 300
|
| dl
| 50
| 10
| 10
|
| d2
| 5
| 15
| 15
|
Продолжение приложения 5
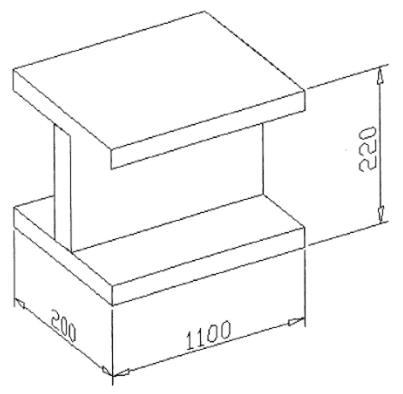
Рис.17
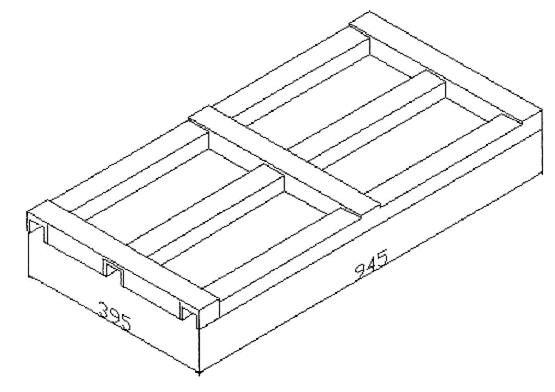
Рис.18
Продолжение приложения 5
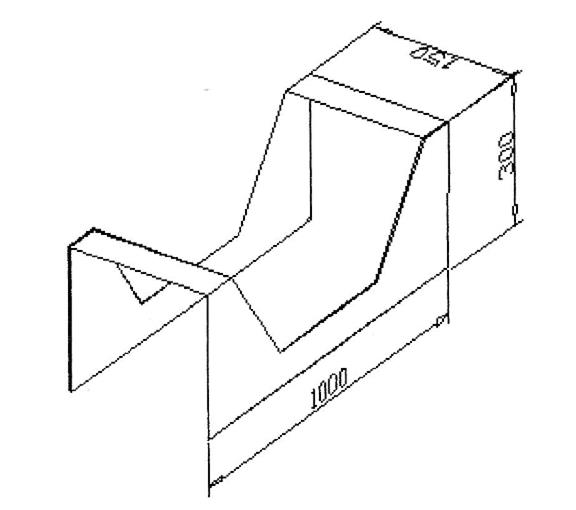
Рис.19
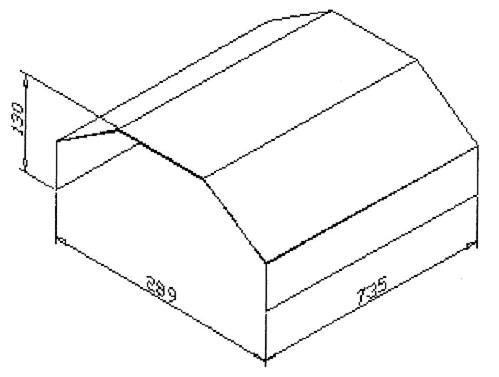
Рис.20
Продолжение приложения 5
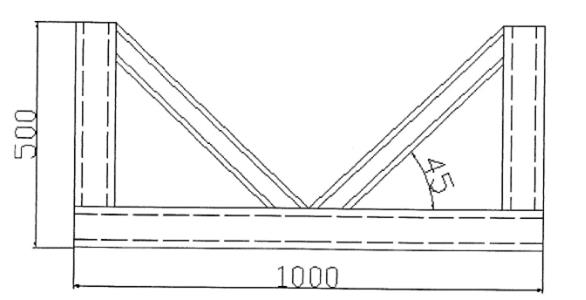
Рис.21
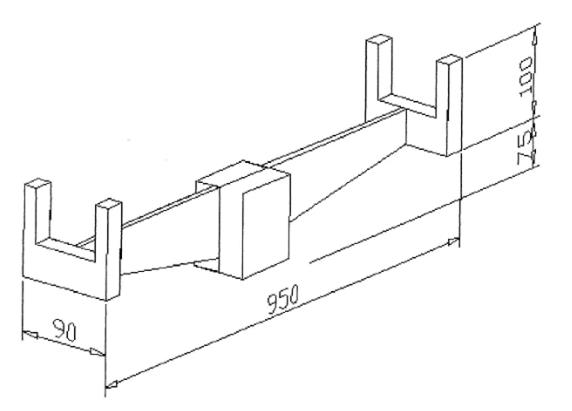
Рис.22
Продолжение приложения 5
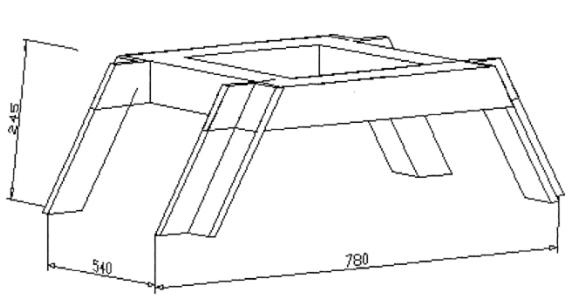
Рис.23
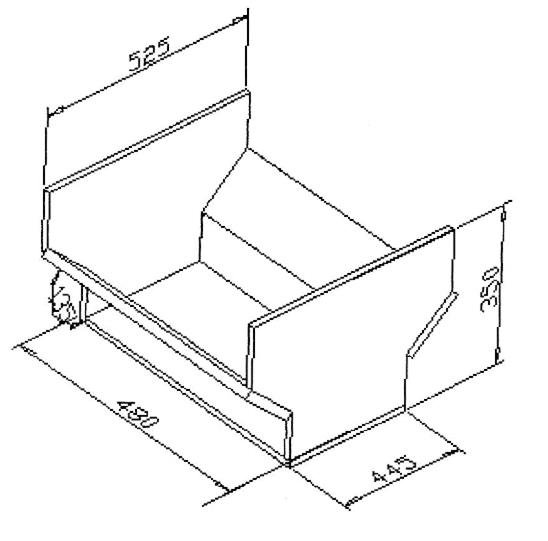
Рис. 24
Продолжение приложения 5
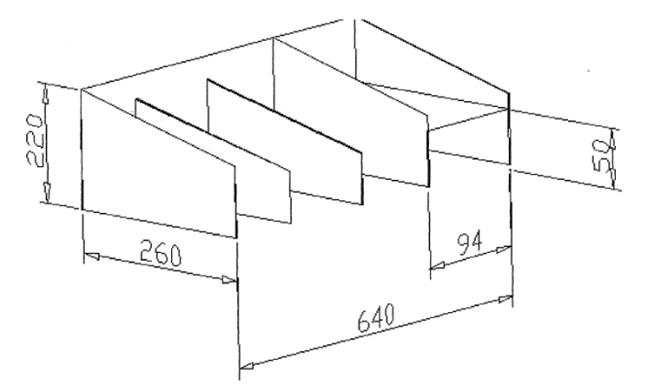
Рис.25
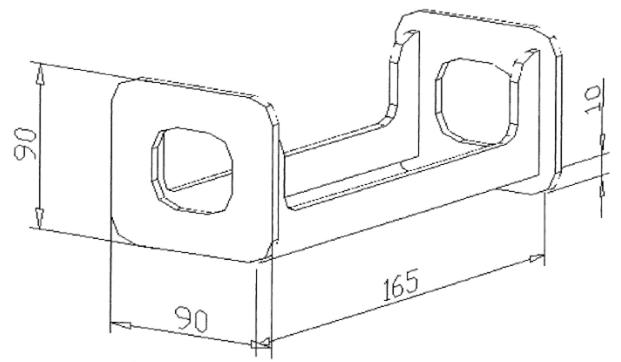
Рис. 26
Продолжение приложения 5
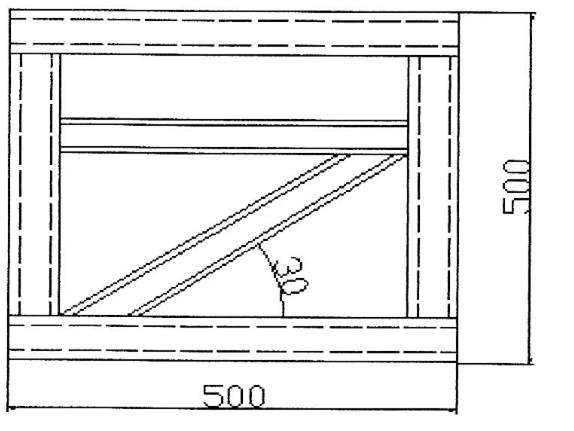
Рис. 27
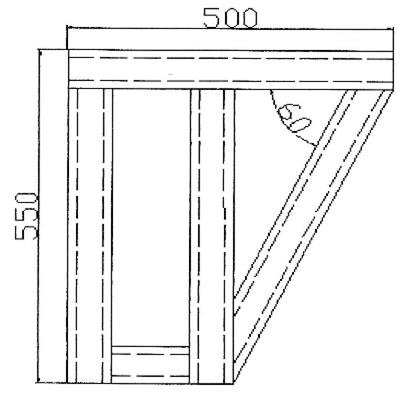
Рис.28
Продолжение приложения 5
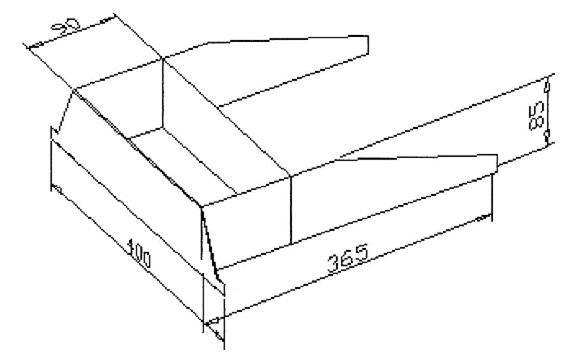
Рис. 29
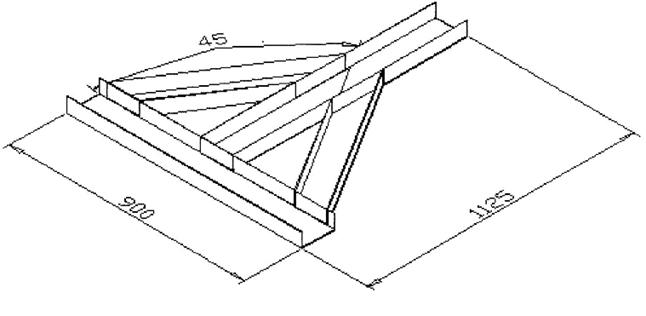
Рис.30
Продолжение приложения 5
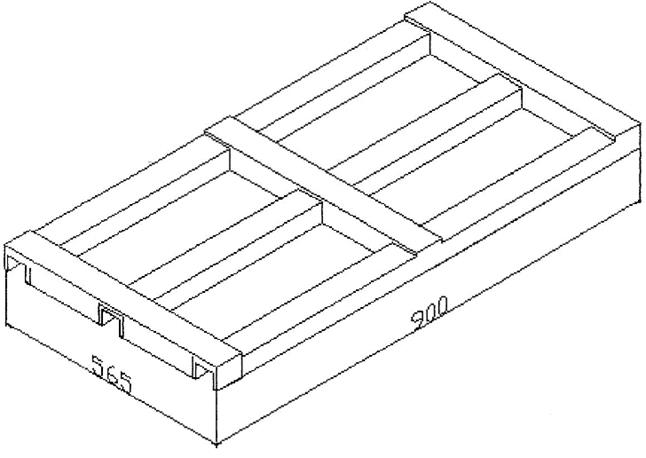
Рис. 31
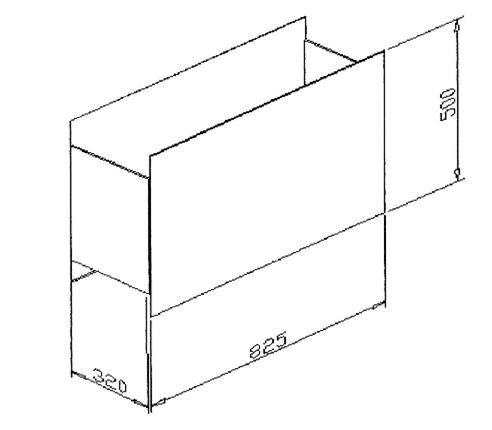
Рис. 32
Продолжение приложения 5
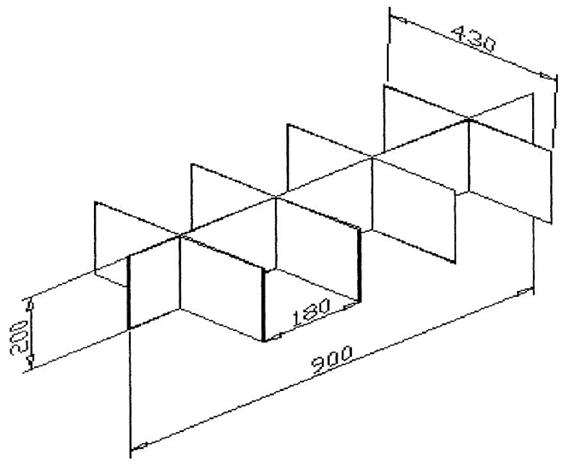
Рис.33 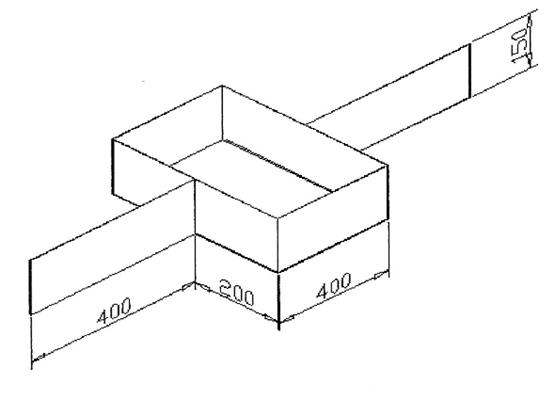
Рис. 34
Продолжение приложения 5
Рис. 35
Рис. 36
Окончание приложения 5
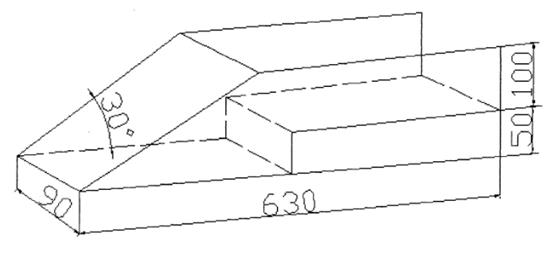
Рис. 37 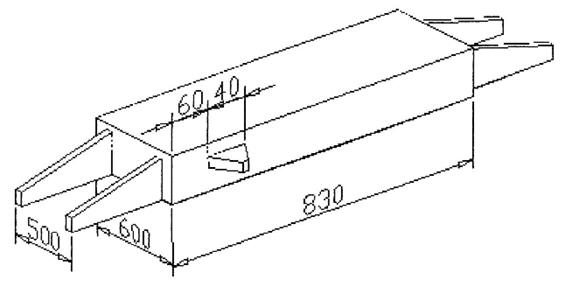
 Рис. 38
Рис. 38
Рис. 39
Приложение 6
Продолжение приложения 6

| Обозначение
| Основные различия
B  L H L H
| Кол-во
|
| 0850-2001
| 480 720 
| 6
|
| 0850-2002
| 
| 4
|
| 0850-2003
| 
| 2
|
Рисунок 1. Плита ГОСТ 17883-72

Рисунок 2. Кольцо базовое ГОСТ 17481-72

| Обозначение
| Основные различия
B L H
| Кол-во
|
| 0850-2043
| 45 90
| 4
|
| 0850-2045
| 
| 4
|
| 0850-2046
| 
| 4
|
Рисунок 3. Уголки крепежные ГОСТ 17905-72
Продолжение приложения 6

| Обозначение
| Основные различия
B L H
| Кол-во
|
| 0850-4031
| 90 60 120
| 4
|
| 0850-4032
| 90 60 180
| 4
|
| 0850-4033
| 90 60 240
| 4
|
Рисунок 4. Угольники крепежные шириной 90 мм ГОСТ 17905-72

| Обозначение
| Основные различия
B L H
| Кол-во
|
| 0850-2561
| 60 45 120
| 2
|
| 0850-2562
| 60 45 180
| 2
|
| 0850-2563
| 60 45 240
| 4
|
| 0850-2564
| 60 45 300
| 2
|
| 0850-2565
| 60 45 360
| 4
|
| 0850-2566
| 60 45 420
| 2
|
| 0850-2567
| 60 45 480
| 4
|
| 0850-2568
| 60 45 540
| 2
|
| 0850-2569
| 60 45 600
| 4
|
| 0850-2570
| 60 45 720
| 2
|
Рисунок 5. Уголки высотой 90 мм ГОСТ 17903-72

| Обозначение
| Основные различия
B L H
| Кол-во
|
| 0850-2111
| 60 90 180
| 4
|
| 0850-2113
| 60 90 240
| 4
|
| 0850-2115
| 60 90 300
| 2
|
| 0850-2117
| 60 90 360
| 2
|
| 0850-2119
| 60 
|
|
|
|






