Время выполнения задания – 2 часа
Тема: Контроль сварных соединений магнитным или электромагнитным методом.
Цель: Приобрести навыки по оценке качества сварных швов магнитным или электромагнитным методом контроля.
Исходные материалы и данные:
1. Магнитный передвижной дефектоскоп МД - 12 ПШ.
2. Пульверизатор для нанесения сухого порошка.
3. Передвижной электромагнит.
4. Магнитный порошок и магнитная лента.
5. Образцы сварных соединений с дефектами сварки.
Литература:
1. Овчинников В. В. Контроль качества сварных соединений – М: Aкадемия, 2009.
2. Овчинников В. В. Лабораторный практикум. Контроль качества сварных соединений – М: Aкадемия, 2009.
Состав задания: изучить методику контроля и устройство передвижного магнитного дефектоскопа типа МД -12ПШ.
Вопросы для повторения:
1. Физическая сущность магнитного метода контроля. [1], стр. 111
2. Методы магнитного контроля. [1], стр. 114
Методические указания
Сущность магнитного метода заключается в том, что на поверхность намагниченной детали наносят ферромагнитный порошок в виде суспензии с порошком, мылом и масляным раствором (мокрый метод) или намагниченного аэрозоля (сухой метод).
Под действующей вытягивающей силой магнитных полей рассматриваются частицы порошка, которые перемещаются по поверхности детали в виде валиков над дефектами.
Форма этих уплотнений соответствует очертаниям выявленных дефектов, рис. № 1.
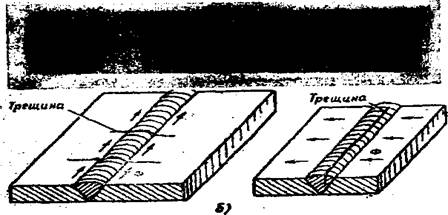
Поток рассеяния над дефектом тем больше, чем больше дефект и его направление перпендикулярно основному потоку намагничивания.
рис. № 1. Осаждение магнитного порошка.
Чувствительность магнитного метода контроля к выявлению дефектов зависит от ряда факторов:
1. От глубины залегания дефекта. Увеличение глубины залегания дефекта снижает чувствительность к выявлению дефектов.
2. От протяжённости дефекта в глубину и его ориентации по отношению силовых линий магнитного порошка.
3. От величины и рода тока намагничивания.
4. От способа выявления.
При соблюдении относительных условий ведения контроля магнитным методом, он имеет высокую чувствительность к тонким и мелким трещинам. Он позволяет выявить поверхностные и подповерхностные дефекты типа трещин, непроваров, несплавлений, различных включений.
Фиксация потоков рассеивания производится двумя способами:
1. Магнитным порошком.
2. Электромагнитным методом.
Электромагнитный метод даёт возможность выявить дефекты в металле и в сварке, залегающие на большой глубине по сравнению со способом магнитного порошка. Дефекты, скрытые под поверхностью на глубине до 20 мм.
Ещё большей чувствительностью обладает вращающийся искатель к этому дефектоскопу.
Данный метод контроля обладает возможностью автоматической регистрации дефектов.
К недостаткам метода следует отнести:
1. Возможность применения для стыковых сварных соединений.
2. Недостаточную чувствительность по сравнению с магнитным методом.
3. Не указывает природу обнаруженного дефекта.
Ход работы
Контроль сварных соединений магнитным методом включает в себя следующие операции:
1. Подготовка поверхности перед контролем и очистка её от загрязнений, окалины, следов шлака после сварки.
2. Подготовка суспензии - перемешивание магнитного порошка с жидкостью.
3. Намагничивание контролируемого изделия.
4. Нанесение суспензии на поверхность контролируемого изделия.
5. Осмотр поверхности изделия и выявление мест, покрытых отложениями порошка.
При выполнении электромагнитного метода контроля необходимо провести следующие операции:
1. Изучить устройство передвижного магнитного дефектоскопа типа МД -12ПШ.
2. Определить чувствительность порошкового метода к выявлению скрытых дефектов путём нанесения сухого магнитного порошка и магнитной суспензии на планку с искусственными дефектами. Данные записать в отчёт.
3. Определить дефекты сварки в образце стыкового шва, намагничивание произвести переносным электромагнитом.
4. Сравнить результаты выявления дефектов магнитным порошком с показаниями передвижного магнитного дефектоскопа, сделать вывод.
Контрольные вопросы:
1. Области рационального применения магнитных методов контроля.
2. Чувствительность порошкового и электромагнитных методов контроля.
3. Недостатки электромагнитного метода контроля.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Методику постановки методов.
4. Чертёж образца сварного шва с указанием дефектного участка.
5. Вывод по работе.
Лабораторная работа № 4.






