

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ДЛЯ ОБУЧАЮЩИХСЯ ПО ВЫПОЛНЕНИЮ ПРАКТИЧЕСКИХ РАБОТ
для специальности 240125 «Технология производства и переработки пластических масс и эластомеров» по МДК 01.01 «Теоретические основы обслуживания и эксплуатации технологического оборудования»
2012
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 3
ПРАВИЛА ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ РАБОТ. 4
ОПИСАНИЕ РАБОЧЕГО МЕСТА ОБУЧАЮЩЕГОСЯ.. 5
ПРАКТИЧЕСКИЕ РАБОТЫ... 6
Практическая работа № 1. 7
Практическая работа № 2. 9
Практическая работа № 3. 12
Практическая работа № 4. 15
Практическая работа № 5. 21
Практическая работа № 6. 26
Практическая работа №7. 31
Практическая работа №8. 33
Практическая работа №9. 41
Практическая работа №10. 43
Практическая работа № 11. 47
Практическая работа № 12. 51
Практическая работа № 13. 53
Практическая работа № 14. 60
Практическая работа №15. 62
Практическая работа №16. 67
Практическая работа №17. 76
Практическая работа №18. 80
Практическая работа №19. 89
ВВЕДЕНИЕ
МДК.01.01. «Теоретические основы обслуживания и эксплуатации технологического оборудования» является обязательным разделом профессионального модуля ПМ.01 «Обслуживание и эксплуатация технологического оборудования» основной профессиональной образовательной программы по специальности 18.02.07 «Технология производства и переработки пластических масс и эластомеров»
В результате освоения модуля ПМ.01 обучающийся должен:
уметь:
-снимать показания приборов, регулирующие технологический процесс, и оценивать достоверность информации;
-осуществлять наладку, настройку, регулировку и опытную проверку оборудования;
-подключать приборы, регистрировать необходимые характеристики и параметры;
|
|
- решать расчетные задачи с использованием информационных технологий;
знать:
- гидромеханические процессы и аппараты;
-тепловые процессы и аппараты;
-массообменные процессы и аппараты;
-механические аппараты;
-основные типы, конструктивные особенности и принцип работы оборудования для проведения производственных процессов;
-классификацию, характеристику и конструкционные особенности оборудования для переработки полимерных материалов;
-выбор оборудования с учетом технологической схемы процесса;
-основы технологических расчетов оборудования;
-методы осмотра оборудования и обнаружения дефектов;
-паро- энерго - и водоснабжение производства;
-правила безопасной работы оборудования для переработки полимерных материалов.
Формируемые модулем (или дисциплиной) компетенции:
ПК
ПК 1.1.Подготавливать к работе технологическое оборудование, инструменты, оснастку.
ПК 1.2.Контролировать и обеспечивать бесперебойную работу оборудования, технологических линий.
ПК 1.3.Выявлять и устранять отклонения от режимов в работе оборудования.
ОК
ОК 2.Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем
ОК 3.Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы
ОК 4.Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач
ОК 5.Использовать информационно-коммуникационные технологии в профессиональной деятельности
ОК 8.Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации
Методические указания предназначены для проведения практических занятий по МДК.01.01, закрепления теоретических знаний и получения навыков работы при обслуживании и эксплуатации технологического оборудования.
|
|
Методические указания разработаны в соответствии с рабочей программой профессионального модуля ПМ.01. «Обслуживание и эксплуатация технологического оборудования» основной профессиональной образовательной программы по специальности 18.02.07 «Технология производства и переработки пластических масс и эластомеров»
Содержание методических указаний по выполнению практических работ соответствует требованиям Федерального государственного стандарта среднего профессионального образования по специальности 18.02.07 «Технология производства и переработки пластических масс и эластомеров»
По учебному плану, и в соответствии с рабочей программой профессионального модуля ПМ.01, на изучение МДК.01.01. обучающимися предусмотрено 330 часов, из них практических – 110.
Методические указания включают 3 практических работы по темам раздела «Обслуживание и эксплуатация вспомогательного технологического оборудования», 1 практическую работу по теме раздела «Обслуживание и эксплуатация валкового оборудования», 6 практических работ по темам раздела «Обслуживание и эксплуатация экструзионного оборудования», 4 практических работы по темам раздела Обслуживание и эксплуатация оборудования для литья под давлением, 2 практических работы по темам раздела «Обслуживание и эксплуатация оборудования для формования изделий из листовых термопластов», 3 практических работы по темам раздела «Обслуживание и эксплуатация прессового оборудования».Каждая практическая работа содержит сведения о теме, цели ее проведения и формируемых компетенциях, включает пояснения к работе, содержание отчета, контрольные или вопросы, список литературы.
К выполнению практических работ обучаемые приступают после подробного изучения соответствующего теоретического материала и прохождения инструктажа по технике безопасности. (для практических работ №2 и №3).
Характер практических работ репродуктивный и частично-репродуктивный.
Примечание:
Репродуктивный характер – обучающиеся пользуются подробными инструкциями, в которых указаны: цель работы, пояснения, оборудование, аппаратура, материалы и их характеристики, порядок выполнения работы, таблицы, выводы (без формулировок), контрольные вопросы, литература.
Частично-поисковый характер – обучающиеся не пользуются подробными инструкциями, им не задан порядок выполнения заданий, от студентов требуется самостоятельный подбор оборудования, выбор способов выполнения работы, справочной литературы.
|
|
Поисковый характер – обучающиеся должны решить новую для них проблему, опираясь на имеющиеся у них теоретические знания.
Работы частично-поискового и поискового характера выполняются, как правило, при изучении дисциплин, составляющих ядро конкретной специальности, а так же дисциплин, связанных с обслуживанием, эксплуатацией и ремонтом различного оборудования.
ПРАКТИЧЕСКИЕ РАБОТЫ
Практическая работа № 1
Тема: Расчет объема емкостного оборудования
Цель:
- закрепление теоретических знаний о конструктивных особенностях емкостного оборудования;
- приобретение навыков технологических расчетов емкостного оборудования.
Пояснения к работе:
Технологический расчет емкостного оборудования состоит из следующих стадий:
1. подбор материалов, для изготовления емкостного оборудования;
2. расчет объема аппарата по заданной часовой производительности и времени цикла работы.
Объем аппарата определяется по формуле:
Vn = 
где:
Vn - полный объем аппарата, м3;
Q -суточная производительность по загрузке, м3 /сутки. Суточная производительность определяется материальным балансом данного процесса или заданной производительностью по готовому продукту, в схему производства, которого входит данная операция.
f -коэффициент заполнения аппарата. Принимается в зависимости от условий протекания процесса перемешивания (пенообразование). Обычно принимается 0,3¸0,8.
τ ц – суммарное время цикла (оборота) аппарата, час.
Время цикла (оборота) аппарата складывается из следующих величин:
τ заг. - времени загрузки аппарата сырьем (компонентами);
τ наг. - времени нагрева содержимого аппарата до необходимой температуры;
τ пер. - времени перемешивания компонентов;
τ охл. - времени охлаждения компонентов в аппарате (при необходимости);
τ отс. - времени отстоя осадка (при необходимости);
τ выг. – времени выгрузки содержимого аппарата;
|
|
τ под. - времени подготовки аппарата под следующую загрузку (чистка, промывка и т.д.).
Таким образом, время цикла аппарата может быть выражено следующим уравнением:
τ ц= τ заг.+ τ наг. + τ пер. + τ отс. + τ выг. + τ под.
Время цикла аппарата может складываться и из других величин.
Следовательно, согласно формуле, при заданной производительности, объем аппарата зависит только от времени цикла. Поэтому основное внимание технологов на производстве должно быть направлено на снижение времени цикла за счет:
- сокращения времени загрузки механизацией подачи сырья и применением дозирующих устройств;
- предварительного подогрева компонентов в другом оборудовании;
- более интенсивного перемешивания компонентов;
- улучшения конструкции сливной арматуры и т. п.
В большинстве производств емкости реакторов удерживаются в пределах 5-10 м3 , так как при дальнейшем укрупнении затрудняется отвод тепла и снижается эффективность перемешивания.
Для обеспечения заданного температурного процесса необходимо нагревание или охлаждение. Для обеспечения этого емкостные аппараты обеспечивают теплообменными устройствами наружными или внутренними.
Задание.
По исходным данным варианта, выданного преподавателем:
1) определить его форму: обечайку, днище, крышку (с обоснованием выбора);
2) выбрать тип перемешивающего устройства;
3) определить количество штуцеров аппарата;
4) выполнить карандашом рисунок аппарата, обозначив все части;
5) рассчитать объем аппарата;
6) предложить тип теплообменного устройства для обогрева (охлаждения) с обоснованием.
7) выполнить отчет по практической работе.
Содержание отчета.
1) исходные данные по варианту задания (выдает преподаватель).
2) рисунок аппарата с обозначением на рисунке всех его частей, штуцеров (с назначением каждого штуцера), направлений загрузки компонентов и выгрузки содержимого.
3) письменное обоснование выбора формы крышки, обечайки, днища аппарата, количества штуцеров, типа теплообменного устройства, типа перемешивающего устройства.
4) расчет объема аппарата.
Контрольные вопросы при защите.
Список литературы:
Основная
1. Баранов Д.А., Процессы и аппараты: Учебник для ссузов. - М.: Издательский центр"Академия", 2010 г.
2. Павлов К.Ф., Примеры и задай по курсу процессов и аппаратов химической технологии. -М.: ООО "РусМедиаКонСалт", 2010г.
Дополнительная
1. Плановский А.Н. и др. «Процессы и аппараты химической технологии»,М.: Химия, 1968.
Практическая работа № 2
|
|
Тема: Измельчение кускового материала.
Цель:
- формирование практических навыков работы на лабораторном измельчительном оборудовании;
Формируемые компетенции:
ПК
ПК 1.2. Контролировать и обеспечивать бесперебойную работу оборудования, технологических линий.
ПК 1.3. Выявлять и устранять отклонения от режимов в работе оборудования.
ОК
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности
Оборудование:
1. Щековая дробилка.
2. Электронные весы.
Пояснения к работе.
Измельчение - процесс многократного разрушения твердого тела на части под действием внешних сил, превышающих силы молекулярного притяжения в измельченном теле.
Процесс измельчения сопровождается многократным увеличением удельной поверхности измельчаемого материала, что позволяет резко интенсифицировать химические и массообменные процессы, скорость которых определяется площадью межфазного взаимодействия.
Поскольку исходный измельченный материал содержит частицы различного размера, для их характеристик используют следующие величины:
- наибольший диаметр частиц в анализируемом материале dmax;
- наименьший диаметр частиц в анализируемом материале dmin;
- размах варьирования R = dmax / dmin;
- средний диаметр частиц dcp;
Так как частицы твердого материала имеют неправильную форму, при расчетах используют их эквивалентный диаметр либо размер сит, через который они просеиваются. Важное значение для оценки измельченного материала имеет удельная поверхность его частиц и гранулометрический состав, характеризующий долю или процент массы частиц каждого класса по крупности в пробе.
Процесс измельчения характеризуется степенью измельчения – отношением среднего размера твердого тела до измельчения к среднему размеру материала после измельчения.
В зависимости от крупности исходного и измельченного материала различают процессы дробления и измельчения. Дробление твердых материалов обычно осуществляется сухим способом, а тонкое измельчение – мокрым способом, что исключает транспортировку получаемых продуктов.
Основными способами измельчения являются удар, раздавливание, истирание, раскалывание и резание.
Принято различать:
1) грубое измельчение или дробление:
- крупное дробление измельчение до кусков размером 200 мм;
- среднее дробление измельчение до кусков размером 20 – 100 мм;
- мелкое дробление измельчение до кусков размером 3 – 20 мм;
2) тонкое измельчение или помол.
- грубый помол – размер зерен в конечном продукте от 0,1 до 0,3 мм;
- тонкий помол – размер зерен в конечном продукте меньше 0,1 мм;
Для каждой стадии измельчения применяют свои конструктивные типы машин.
Основным показателем работы дробильно-размольных машин является степень измельчения (i). Степенью измельчения называется отношение поперечных размеров кусков исходного материала к величине поперечных размеров кусков, полученных после измельчения. Исходный и измельченный продукты полидисперсные. Для оценки качества измельчения принято определять степень измельчения по среднему диаметру смеси кусков с применением ситового анализа. На основании гранулометрического состава, т. е. количественного распределения зерен по крупности определяют средние размеры зерен:

где:
d1; d2 …- средние размеры зерен отдельных фракций ситового анализа, определяемые как полусумма размеров отверстий которые прошли все зерна данной фракции, и сита, на которых зерна этой фракции задержались, не просеявшись через него;
x1; x2- массовые проценты каждой фракции (Σ x = 100%)
Процесс измельчения часто проводят в несколько приемов
На рис. 1 представлена кинематическая схема щековой дробилки.

Установка состоит из следующих узлов:
Эксцентриковый вал 3 закреплен в двух подшипниках, средняя часть вала имеет эксцентриситет 5 мм. Подвижная щека 5 подвешена на эксцентриковой части вала на двух шариковых подшипниках. Подвижная дробящая плита закреплена на подвижной щеке. Неподвижная дробящая плита крепится на неподвижной щеке 1. Рабочие поверхности дробящих плит выполнены рифлеными, причем выступы одной плиты располагаются против впадин другой.
Распорная плита 8 отлита из чугуна и при попадании в зев дробилки материалов с большой прочностью – ломается, этим предотвращается поломка остальных узлов дробилки. Пружинный буфер 6 посредством тяги удерживает распорную плиту 8 от выпадения, постоянно зажимая ее между подвижной щекой 5 и регулировочным устройством 7. Регулировка разгрузочной щеки производится при помощи регулировочного устройства.
Дробление материала осуществляется путем раздавливания и частичного истирания материала между двумя дробящими плитами.
Задание:
1. Крупные куски исходного материала загрузить в загрузочный бункер щековой дробилки
2.. Нажатием кнопки «ПУСК» включить электродвигатель щековой дробилки в работу. По мере измельчения материал ссыпается в приемник.
3. Нажатием кнопки «СТОП» выключить электродвигатель щековой дробилки.
4. Собрать измельченный материал на лоток.
5. Взвесить 100 г измельченного в дробилке материала.
Содержание отчета:
Контрольные вопросы:
1. Что такое измельчение?
2. Принцип работы щековой дробилки
3. Основные способы измельчения.
4. Основные показатели работы дробильно-измельчительного оборудования.
Литература:
Основная
3. Баранов Д.А., Процессы и аппараты: Учебник для ссузов. - М.: Издательский центр"Академия", 2010 г.
4. Павлов К.Ф., Примеры и задай по курсу процессов и аппаратов химической технологии. -М.: ООО "РусМедиаКонСалт", 2010г.
Дополнительная
2. Плановский А.Н. и др. «Процессы и аппараты химической технологии»,М.: Химия, 1968.
Практическая работа № 3
Тема: Проведение ситового анализа измельченного материала на механическом встряхивателе.
Цель:
- формирование практических навыков работы на лабораторном механическом встряхивателе;
- формирование навыков определения гранулометрического состава исходного и измельченного продукта.
Формируемые компетенции:
ПК
ПК 1.2. Контролировать и обеспечивать бесперебойную работу оборудования, технологических линий.
ПК 1.3. Выявлять и устранять отклонения от режимов в работе оборудования.
ОК
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности
Оборудование:
1. механический встряхиватель для ситового анализа;
2. электронные весы.
Пояснения к работе:
Важной характеристикой сыпучих материалов являются дисперсность. Дисперсность определяет технологические свойства сыпучего материала и может быть выражена функцией распределения частиц (зерен) по крупности.
Измерение крупности частиц сыпучих материалов является одним из важнейших методов производственного контроля процессов, особенно связанных с использованием порошкообразных и пылевидных процессов.
Сыпучий материал по составу характеризуется распределением его частиц по средним размерам, определяемым ситовым анализом.
Средний размер зерен отдельных фракций актового анализа, определяются, как полусумма размеров отверстий, которые прошли все зёрна данной фракции, и сита, на которых зёрна этих фракций задержались, не просеявшиеся через него.
Dcp = x 1d1 + x2d2 +... + xndn = х idi
где:
х1 х2,... хn - массовые проценты каждой фракции в пробе материала;
d1 d2,... dn - средний размер частиц (зерен) данных фракций;
i— число фракций.
Схема механического встряхивателя вращательно-встряхивающего действия представлена на рис. 1
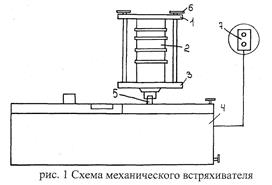
Все остальные узлы прибора смонтированы на крышке, которая крепится к станине. Столик, на котором устанавливается комплект сит, получает вращательное движение от эксцентрикового вала, а возвратно-поступательное движение с помощью кулисы. Привод прибора осуществляется от электродвигателя. Через муфту сцепления движение передается через пару косозубых шестерен эксцентриковому валу. Включение в работу и экстренный останов осуществляется кнопками управления «Пуск» и «Стоп».
Задание:
1. Взвесить 100 г с точностью 0,1 г измельченного в дробилке кускового материала.
2. Установить набор сит на механическом встряхивателе, таким образом, чтобы сита были расположены в порядке уменьшения размеров отверстий сит сверху вниз.
3. Высыпать 100 г материала на верхнее сито.
4. Нажатием кнопки «ПУСК» включить электродвигатель механического встряхивателя.
5. Произвести рассев измельченного материала в течение 15 минут.
6. Нажатием кнопки «СТОП» выключить электродвигатель механического встряхивателя.
6. По окончании рассева, высыпать остатки с каждого сита на лотки, включая материал, попавший на донышко и взвесить.
7. Результаты занести в таблицу 1.
Таблица 1
| Размер отверстий сит, мм | Ситовой анализ измельченного материала
| ||
| граммы, г | проценты,% | Сумарный остаток, % (сверху по ситам) | |
| 10,0 | |||
| 5,0 | |||
| 2,0 | |||
| 1,0 | |||
| 0,630 | |||
| 0,315 | |||
| донышко | 100 | ||
| Итого | 100 | ||
Процентное содержание материала на каждом сите вычисляется по формуле:
Х n =  ;
;
где  - массаматериала на nом сите;
- массаматериала на nом сите;
 - сумма масс материала на всех ситах, включая донышко;
- сумма масс материала на всех ситах, включая донышко;
Суммарный остаток, % (сверху по ситам) – хn +хn+1
8. По полученным данным построить график характеристики измельченного материала в координатах:
 | ||||||
 | ||||||
| ||||||
Содержание отчета:
1. Название и цель работы.
2. Схему установки со спецификацией
3. Описание работы механического встряхивателя.
4. Таблица с внесенными результатами.
5. График характеристики измельченного материала.
Контрольные вопросы:
1. Принцип действия механического встряхивателя.
Список литературы:
Основная
1. Баранов Д.А., Процессы и аппараты: Учебник для ссузов. - М.: Издательский центр"Академия", 2005 г.
2. Павлов К.Ф., Примеры и задай по курсу процессов и аппаратов химической технологии. -М.: ООО "РусМедиаКонСалт", 2010г.
Дополнительная
1. Плановский А.Н. и др. «Процессы и аппараты химической технологии»,М.: Химия, 1968.
Практическая работа № 4
Тема: Выбор валкового оборудования
Цель:
- закрепление теоретических знаний о конструкции вальцов периодического и непрерывного действия;
- закрепление теоретических знаний о конструкции каландров
- приобретение навыков технологических расчетов вальцевания и каландрования.
Пояснения к работе:
1. Производительность вальцов периодического действия кг/час (смесительных, подогревательных, листовальных) зависит от единовременной объемной загрузки материала, продолжительности цикла обработки, размеров и коэффициента использования машинного времени:
Q =  ;
;
где  – объем единовременной загрузки, м3;
– объем единовременной загрузки, м3;
Q - производительность вальцов, кг/час;
r - объемная масса смеси, кг/дм3 ; (r=0,9-01,1 кг/м3);
η - коэффициент использования машинного времени, (η=0,8-0,9);
τ - продолжительность цикла работы вальцов, мин.;
Обычно объем единовременной загрузки определяют опытным путем для каждого вида материала и размера вальцов. Для предварительных расчетов можно использовать эмпирическую зависимость:

D - диаметр переднего валка, с которого периодически срезается масса, м;
L – длина рабочей части валка, м.
Продолжительность цикла τ определяется как сумма времен загрузки τ1, обработки материала на вальцах τ2 и выгрузки τ3.
τ = τ 1 + τ 2 + τ 3;
Экспериментально необходимое время τ зависит в свою очередь, от количества «пропусков» массы через зазор, от конструкции вальцов, влияющей на условия теплообмена между массой и теплоносителем.
Значения τ по заводским данным, необходимые для расчета, приведены втаблице1 ПРИЛОЖЕНИЯ А.
2. Теоретический расчет производительности кг/час для вальцов непрерывного действия рассчитывается по эмпирическим формулам.
Q =60 πDnhb r
где D — диаметр валка, с которого снимается масса, м;
n - частота вращения рабочего валка, м/мин.
h и b толщина и ширина ленты материала соответственно, м;, толщину ленты принимают в 1,5-2 раза больше минимального зазора.
Ширина ленты в метрах может быть:
1) равна длине рабочей части валка;
2) рассчитана по формуле b  ;
;
3)  - рабочая длина валка, с которого снимается масса, м;
- рабочая длина валка, с которого снимается масса, м;
n - частота вращения рабочего валка, м/мин;
τ - продолжительность цикла, мин.
3. Средняя скорость (дм/мин) выхода материала из непрерывно действующих вальцов, которая необходима для выбора отборочных устройств рассчитывается по формуле:
V м =  ; дм/мин
; дм/мин
Где  ;
;
b и h – ширина и толщина ленты, выходящей из зазора между валками, дм
4. Производительность каландра кг/ час, (как машины непрерывного действия, с однократным пропуском материала через данную пару валков), рассчитывается по формуле:
Q =60 DnhL r, кг /час
где:
D - диаметр валка каландра, м;
n - частота вращения валка, на который переходит материал после выхода из калибрующего зазора, об/мин;
h - толщина пленки или листа, м;
L - длина рабочей части валка, м
r - плотность ленты кг/м3;
Необходимые для расчетов данные приведены в ПРИЛОЖЕНИЯХ А и Б.
Задание:
Согласно вариантам задания:
1) Начертить (вручную) технологическую схему линии (технологического участка) для получения поливинилхлоридной пленки каландровым методом. Выполнить экспликацию оборудования. Расписать назначение и принцип действия каждого оборудования.
2) По данным варианта задания рассчитать производительность вальцов и каландра.
3) По таблице 2 ПРИЛОЖЕНИЕ А и таблице 3 ПРИЛОЖЕНИЕ Б выбрать вальцы и каландр.
Варианты заданий к практической работе
| № варианта | Задание |
| 1 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1000 мм и толщиной 0,4 мм. |
| 2 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1500 мм и толщиной 0,2 мм. |
| 3 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1100 мм и толщиной 0,6 мм. |
| 4 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1200 мм и толщиной 0,3 мм. |
| 5 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1500 мм и толщиной 0,1 мм. |
| 6 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1100 м м и толщиной 1 мм. |
| 8 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1500 мм и толщиной 0,8 мм. |
| 9 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 800 мм и толщиной 0,6 мм. |
| 10 | Технологический участок по изготовлению пленки ПВХ – пластиката шириной 2000 мм и толщиной 0,8 мм. |
| 11 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1500 мм и толщиной 0,3 мм. |
| 12 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 800 мм и толщиной 0,1 мм. |
| 13 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1200 мм и толщиной 0,4 мм. |
| 14 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1200 мм и толщиной 1 мм. |
| 15 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1300 мм и толщиной 0,6 мм. |
| 16 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1200 мм и толщиной 0,2 мм. |
| 17 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1100 мм и толщиной 0,2 мм. |
| 18 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1000 мм и толщиной 0,8 мм. |
| 19 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1600 мм и толщиной 1 мм. |
| 20 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1200 мм и толщиной 0,1 мм. |
| 21 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1700 мм и толщиной 0,7 мм. |
| 22 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1600 мм и толщиной 0,5 мм. |
| 23 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1700 мм и толщиной 0,9 мм. |
| 24 | Технологический участок по изготовлению пленки ПВХ - пластиката шириной 1300 мм и толщиной 0,7 мм. |
| 25 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1300 мм и толщиной 0,8 мм. |
| 26 | Технологический участок по изготовлению пленки ПВХ – винипласта шириной 1100 мм и толщиной 1 мм. |
Содержание отчета:
1) Технологическая схема производства пленки из поливинилхлорида с экспликацией оборудования.
2) Краткое описание технологической схемы.
3) Назначение и принцип действия каждого оборудования.
4) Рисунок формующего инструмента с описанием принципа работы.
5) Выполненные расчеты производительности вальцов и каландра и выбор вальцов и каландра.
Контрольные вопросы:
Список литературы:
Основная
Дополнительная
1. Торнер Р. В., Акутин М. С. Оборудование заводов по переработке пластмасс. — Москва: Издательство Химия, 1986. — 400 с, ил
Интернет ресурсы:
1. www.plastinfo.ru
2. www.polymerbranch.com
ПРИЛОЖЕНИЕ А
Таблица 1 – Заводские характеристики вальцов
| Материал | Характеристика вальцов | Время цикла, мин | Производительность. кг/час | ||||
| D, мм | L, мм | n1, об/мин | n2, об/мин | толщина пленки, мм | |||
| Целлулоид ПВХ -пластикат | 900 600 | 2200 1530 | 8 12 | 6 10-12 | 24 0,8-1,0 | 30-40 10 | 200 35 |
Таблица 2-Техническая характеристика отечественных конструкций вальцов для пластмасс
| Тип вальцов | Длина рабочей части валка, мм | Диаметр валка, мм
| Окружная скорость валка, об/мин | Фрикция | Потребляемая мощность ,кВт | ||
| переднего | заднего | переднего | заднего | ||||
| 2130 1530 800 800 | 2130 1530 800 800 | 660 550 550 300 | 660 550 550 300 | 35,3 33,3 19,5 31,5 | 45,2 33,3 23,8 28,5 | 1:1,28 1:1 1:1,2 1:1,1 | 90 55 55 15 |
ПРИЛОЖЕНИЕ Б
Таблица 3- Техническая характеристика каландров
| Наименование каландра | Диаметр Валков, мм | Рабочая длина валков, мм | Рабочая скорость валков, об/мин | Фрикция (сверху вниз) | Мощность Привода, кВт | Max температура валков, К | Распорная сила на единицу длины валка, Н/см |
| Двухвалковый Вертикальный КП2 710×1800 Трехвалковый треугольный КП3 500×1250А КП3 710×1800А Четырехвалковый: Z-образный КП4 225×450Z КП4 500×1250Z L- образный КП4 500×1250L Г-образный КП4 710×1800Г S- образный КП4 710×1800S КП4 950×2800S | 710 500 710 225 500 500 710 710 950 | 1800 1250 1800 450 1250 1250 1800 1800 2800 | 3-30 4-40 4-40 2,5-20 6-6- 3-30 3-30- 6-60 4-40 | от 1:1 до 1:1,5 от 1:1 до 1:1,5 от 1:1 до 1:1,5 от 1:1 до 1:1,5 от 1:1 до 1:1,5 от 1:1 до 1:1,5 1:1 1:1 1:1 | 75 80 125 16 125 168 300 350 500 | 453 453 453 473-573 463 493 463 463 463 | 6000 6000 6000 3000 6000 12000 6000 7000 7000 |
Практическая работа № 5
Тема: Выбор экструдера агрегатной линии для производства листов.
Цель:
- закрепление теоретических знаний о конструкции и назначении оборудования, входящего в технологическую линию по производству листов;
- приобретение навыков расчета производительности экструдера для производства листов;
- приобретение навыков выбора основного оборудования технологической линии.
Формируемые компетенции: (ПК, ОК)
ПК
ПК 1.2. Контролировать и обеспечивать бесперебойную работу оборудования, технологических лин
|
|
|

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!