Брак при отливке деталей значительно удорожает себестоимость продукции, вызывает нерациональный расход металла. Литейный брак возникает при нарушении технологии изготовления формы, в результате неправильной конструкции литой детали или при несоблюдении технологии плавки металла.
По классификации ГОСТ 19200 – 80 все литейные дефекты разделены на пять групп: 1) несоответствие по геометрии – 14 дефек-тов; 2) дефекты поверхности – 13 дефектов; 3) несплошности в теле отливки – 16 дефектов; 4) включении – 3 дефекта; 5) несоответствие по структуре – 4 дефекта.
1. Несоответствие по геометрии, т. е. несоответствие размеров и конфигурации отливки чертежу вызывается рядом причин: слабым креплением или недостаточным нагружением формы (заливы); заливкой формы холодным металлом (недоливы); неправильной сборкой форм и установкой стержней (перекос); возникновением напряжений при резкой разностенности отливки (коробление).
2. Дефекты поверхности возникают из-за недостаточной огне-упорности формовочных или стержневых смесей (пригара) и заливки формы холодным металлом с разрывом струи (спай).
3. Несплошности в теле отливок определяются просвечиванием рентгеновскими лучами, ультразвуковым контролем, специальными испытаниями (давлением, керосиновой пробой и др.).
Несплошности также обнаруживаются визуальным осмотром. К внешним порокам относятся: 1) раковины (газовые, усадочные, кон-центрированные и рассредоточенные, земляные, шлаковые); 2) тре-щины (горячие, холодные); 3) дефекты поверхности отливки (спай, пригар, оксидные плены).
Газовые пузыри и поры образуются при кристаллизации в связи с резким уменьшением растворимости газов в твёрдом металле по сравнению с жидким,чаще всего из-за его большой газонасыщен-ности. Для снижения пузырчатости сталь подвергают раскислению перед разливкой введением Mn или Si, или разливают в вакууме.
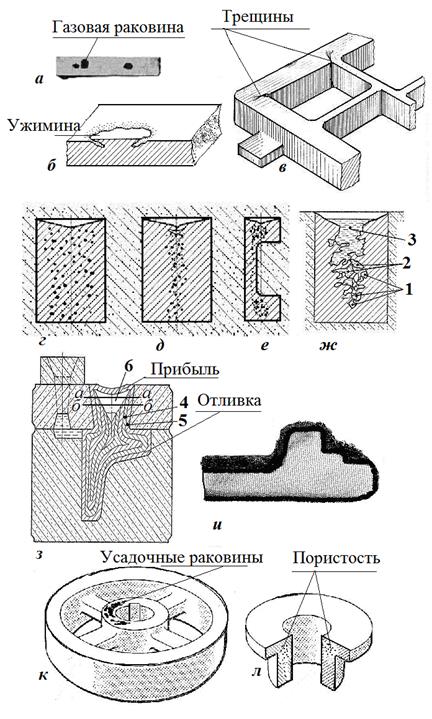
Рис. 1П1. Некоторые характерные дефекты в отливках: а – газовая раковина; б – ужимины; в – трещины; г, д, е, ж – усадочная пористость; з – газовая раковина; и – пригар; к –усадочная раковина; л – пористость
Газовые раковины – открытые или закрытые пустоты с чистой и гладкой поверхностью, которые возникают из-за недостаточной газопроницаемости формы и стержней, повышенной влажности формовочных смесей и стержней, насыщенности расплавленного металла газами. Газовая раковинаимеет размеры до десятков миллиметров, может располагаться в теле отливки, выходить на поверхность, скрываться под «коркой» вблизи поверхности.
Газовые раковины образуются по различным причинам: высокая газотворная способность и низкая газопроницаемость формы; плохая набивка опок (земляные раковины); применение загрязненной шихты и шлакоуловителей неправильной конструкции (шлаковые ракови-ны).
Усадочные пустоты (раковины, рыхлости, пористости, образующиеся в результате усадки металла (уменьшение объема) при его затвердевании (рис. П 1.1, г…ж).
Трещины возникают как результат высоких напряжений в отливках из-за сопротивления формы их усадке вследствие недостаточной податливости форм и стержней при высоких температурах (рис. П 1.1, в). Они называются горячими трещинами.Для снижения этих напряжений принимают меры для обеспечения свободной усадки жидкого металла при кристаллизации. Они также возникают из-за неодинаковых скоростей охлаждения различных частей литой заготовки (холодные трещины) в местах резких переходов от тонких частей отливки к толстым. Трещины возникают там, где напряжения в отливках превышают прочность материала.
Пригар, представляющий собой трудноотделимую корку, на поверхности отливок, состоящую из смеси металла, формировочного песка и шлака (рис. П 1.1, и).
Ужимины, создающиеся вследствие частичного отслоения внутренних поверхностных слоев песчаной формы, что приводит к образованию в твердом металле полостей, заполненных формовочным материалом (рис. П 1.1, б).
4. Включения возникают при заливке сплава в форму. К этому виду дефектов относятся королёк, металлические и неметаллические включения.
Королёк – металлический шарик из того же сплава, что и отливка, отдельно застывший и не сплавившийся с ней. Возникают в результате разбрызгивания металла при заливке или попадания застывших капель сплава в полость формы.
Металлические включения - инородные металлические включения, имеющие поверхность раздела с отливкой.
Неметаллические включения – неметаллические частицы, попавшие в металл механическим путём или образовавшихся в результате химического взаимодействия компонентов при расплавле-нии и заливке металла. Они по происхождению разделяются на эндогенные и экзогенные. Эндогенные образуются в результате взаимодействия компонентов сплава, например, железа с растворенными в нем кислородом, серой, азотом. Они образуются в результате металлургических реакций. Экзогенные – шлаковые включения и засоры от разрушающихся стенок формы, то есть частицы, попавшие в сталь извне.
5. Несоответствие по структуре – ликвация, отбел, половинчатость, флокен.
Ликвация – местные скопления химических элементов или соединений в теле отливки, возникших в результате избирательной кристаллизации при затвердевании.
Отбел – дефект в виде твёрдых, трудно поддающихся механической обработке мест в различных частях отливки из СЧ, вызванных скоплением структурно свободного цементита.
Половинчатость – дефект в виде проявления структуры СЧ в отливках из белого чугуна.
Флокен – дефект в виде внутренних надрывов тела отливки дискообразной формы под влиянием растворенного в стали водорода и внутренних напряжений. Они являются опасным пороком некоторых сталей в виде тонких разнонаправленных трещин на поверхности деталей. Эти дефекты обнаруживаются внешним осмотром, но особенно хорошо заметны на изломах и протравленных макрошлифах (рис. П 1.2).


а б
Флокены различаются в виде светлых округлых пятен (рис. П 1.2, а), несколько напоминающие хлопья снега (немецкое слово floken означает хлопья). Макроструктура такого излома приведена на рис. П 1.2, б. Происхождение флокенов связано с поглощением водорода жидкой сталью.
Приложение 2





