Поверхности
Нижеприведённый комплекс исследований проводился с целью выяснения эффективности ЭХП в зависимости от шероховатости (высоты микронеровностей) исходной поверхности.
Поверхность исследуемых образцов (см. рис. 3.12) подвергалась различной предварительной обработке (ПО).
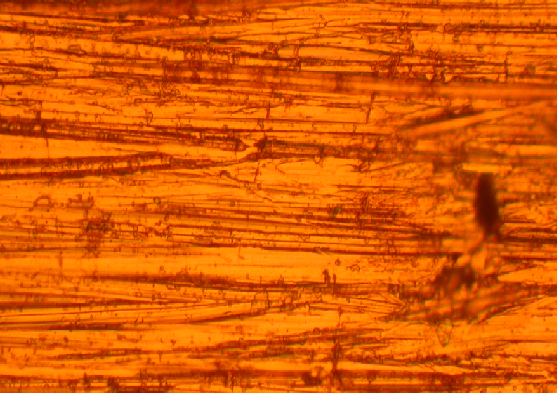
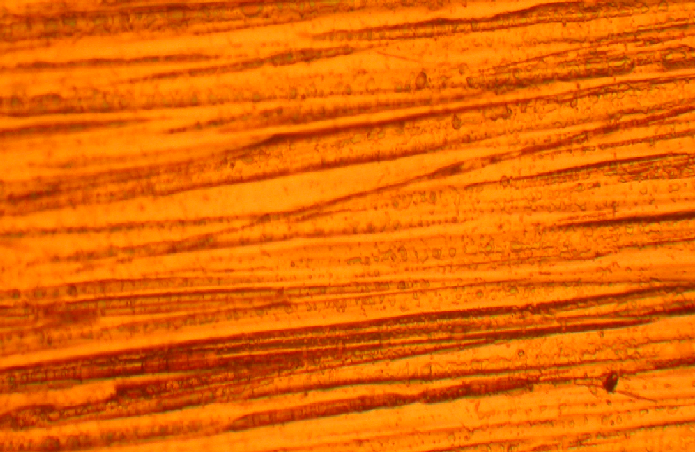
1. У девяти образцов – механическим способом ручным инструментом (надфили №4). Внешний вид поверхности представлен на рис. 3.21, а. Исходная микрошероховатость поверхности RZ = 0,84×10–6 м.
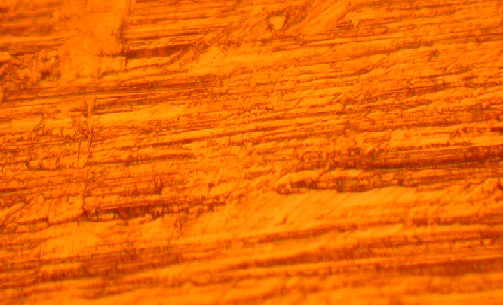
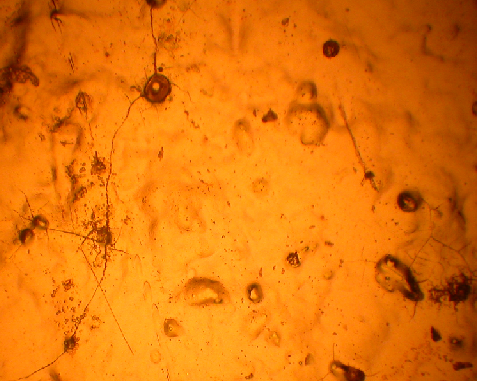
2. У шести образцов – механическим способом с помощью связанного абразива (наждачной бумаги № 320). Внешний вид поверхности представлен на рис. 3.21, б. Исходная микрошероховатость поверхности составила величину RZ = 0,59×10–6 м.
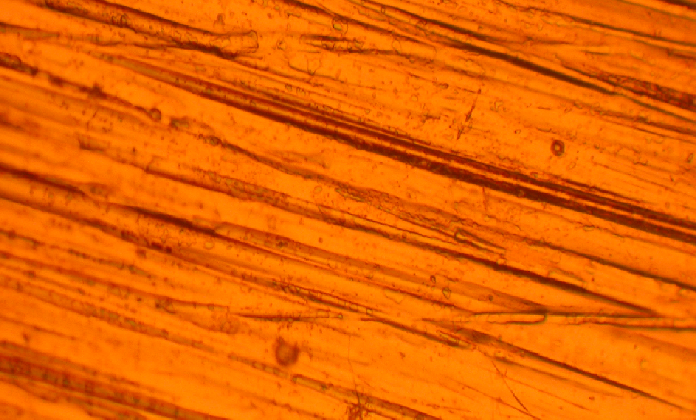
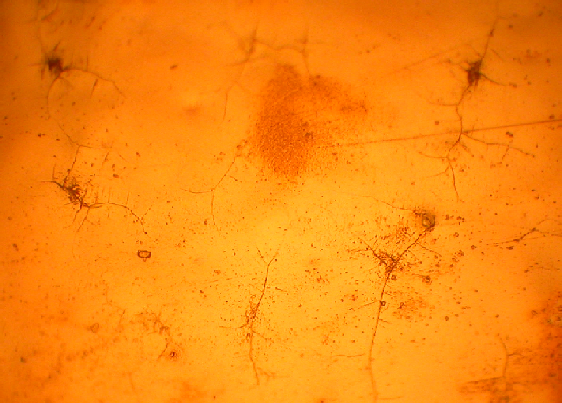
3. У шести образцов поверхность после литья никакой предварительной обработке не подвергалась. Внешний вид их поверхности представлен на рис. 3.21, в. Исходная микрошероховатость поверхности литых образцов RZ = 0,3×10–6 м.
Поверхность всех образцов полировалась в электролите (тиокарбамид SC (NH 2)2 90 г/л, кислота серная концентрированная (плотность 1,84 г/см3) H 2 SO 4 70 г/л) при следующих амплитудно-временных параметрах импульсов тока:
- униполярные – длительность 3×10–3 с; скважность 1,25; амплитудная плотность тока 3–5 А/дм2;
- биполярные – длительность прямого импульса 3×10–3 с; скважность 1,25; длительность обратного импульса 0,5×10–3 с; амплитудная плотность тока в импульсах 3–5 А/дм2.
ЭХП производилось до момента стабилизации значения микрошероховатости поверхности, то есть до тех пор, пока высота микронеровностей ещё уменьшалась в процессе обработки. Через каждые 20 с измерялись микрошероховатость и отражательная способность (блеск) поверхности и масса образцов.
1. ЭХП подвергались три образца, поверхность которых предварительно обработана надфилем №4. Длительность процесса ЭХП при обработке униполярными импульсами тока до стабилизации значения микрошероховатости составила 4 мин. В результате сформировалась микрошероховатость RZ = 0,14×10–6 м, масса образца изменялась в среднем через каждые 20 с на 0,003 г (табл. 3.3).
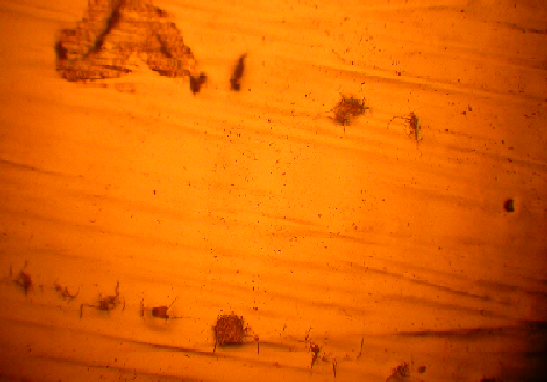
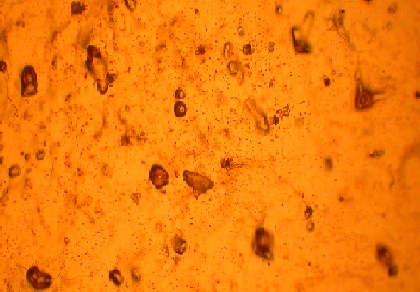
Визуально фиксировались изменения поверхности кастов и поверхности образца между ними. Поверхность крапанов приобрела блеск и гладкую поверхность уже через 40 с ЭХП, а поверхность между кастами приобрела конечную шероховатость только через 4 мин, при этом острые грани образца и кастов закруглились. Дефекты, полученные при литье (поры) и предварительной механической обработке (макрошероховатости, царапины), сгладились, но до конца не исчезли (рис. 3.22).
2. ЭХП подвергались три образца, поверхность которых предварительно обработана наждачной бумагой №320. Длительность ЭХП при обработке униполярными импульсами тока до стабилизации значения микрошероховатости составила 7 мин. В результате сформировалась микрошероховатость RZ = 0,09×10–6 м, масса образца изменялась в среднем через каждые 20 с на 0,0021 г (табл. 3.3)
Поверхность крапанов выгладилась и приобрела блеск уже через 40 с, а поверхность между кастами и крапанами приобрела конечную шероховатость только через 7 мин, при этом острые грани образца и кастов закруглились (рис. 3.23).
3. ЭХП подвергались шесть образцов, поверхность которых предварительно не обрабатывалась. Три образца полировались на униполярном режиме, а ещё три – на биполярном.
Длительность ЭХП на униполярном режиме составила 7 мин (рис. 3.24), на биполярном режиме – 1,5 мин (рис. 3.25). В обоих случаях сформировалась микрошероховатость поверхности RZ = 0,01×10–6 м, вес образца изменялся в среднем через каждые 20 с на 0,002 г (табл. 3.3).
Изменения относительного сглаживания поверхности и высоты её микронеровностей в графическом виде представлены на рис. 3.26 и 3.27.
.
а

б

в
Рис. 3.21. Внешний вид исходной поверхности образцов (увеличение 200):
а – предварительно обработанных надфилем №4;
б – предварительно обработанных шкуркой №320;
в – предварительно необработанных (после литья)
а
б
в
Рис. 3.22. Внешний вид поверхности образца, предварительно обработанного надфилем №4 после ЭХП на униполярном режиме (увеличение 200):
а – через 20 с; б – через 60 с; в – через 4 мин

а
б

в
Рис. 3.23. Внешний вид поверхности образца, предварительно обработанного наждачной бумагой №320 после ЭХП на униполярном режиме
(увеличение 200): а – через 20 с; б – через 40 с; в – через 7 мин
а
б

в
Рис. 3.24. Внешний вид поверхности предварительно необработанного
образца после ЭХП на униполярном режиме (увеличение 200):
а – через 20 с; б – через 70 с; в – через 4 мин
а

б

в
Рис. 3.25. Внешний вид поверхности предварительно необработанного
образца после ЭХП на биполярном режиме (увеличение 200):
а – через 20 с; б – через 70 с; в – через 4 мин
Таблица 3.3
Экспериментальные результаты
| Время
обра-
ботки
t, с
| Высота микронеровностей
RZ, ×10-6м
| Относительное сглаживание
ΔRZ, %
| Масса снятого металла Δm
за время t, г
| Коэффициент эффективности сглаживания микронеровностей λЭФ
| |
| без ПО
| ПО
шкуркой
| ПО
надфилем
| |
| без ПО
| ПО
шкуркой
| ПО
надфилем
| без ПО
| ПО
шкуркой
| ПО
надфилем
| без ПО
| ПО
шкуркой
| ПО
надфилем
| |
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| |
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| |
| 0
| 0,30
| 0,300
| 0,59
| 0,84
| —
| —
| —
| —
| —
| —
| —
| —
| 38,7
| 8,6
| 7,2
| 17,1
| |
| 20
| 0,20
| 0,250
| 0,49
| 0,55
| 33,3
| 16,7
| 16,9
| 34,5
| 0,002
| 0,002
| 0,0021
| 0,003
| |
| 40
| 0,15
| 0,210
| 0,45
| 0,46
| 50,0
| 30,0
| 23,7
| 45,2
| 0,004
| 0,004
| 0,0042
| 0,006
| |
| 60
| 0,10
| 0,190
| 0,41
| 0,30
| 66,6
| 36,7
| 30,5
| 64,3
| 0,006
| 0,006
| 0,0063
| 0,009
| |
| 80
| 0,08
| 0,150
| 0,39
| 0,24
| 73,3
| 50,0
| 33,9
| 71,4
| 0,008
| 0,008
| 0,0084
| 0,012
| |
| 100
| 0,07
| 0,130
| 0,37
| 0,20
| 76,7
| 56,7
| 37,3
| 76,2
| 0,010
| 0,010
| 0,0105
| 0,015
| |
| 120
| 0,05
| 0,110
| 0,33
| 0,19
| 83,3
| 63,3
| 44,0
| 77,4
| 0,012
| 0,012
| 0,0126
| 0,018
| |
| 140
| 0,03
| 0,100
| 0,30
| 0,17
| 90,0
| 66,7
| 49,2
| 79,8
| 0,014
| 0,014
| 0,0147
| 0,021
| |
| 160
| 0,01
| 0,085
| 0,25
| 0,16
| 96,7
| 71,7
| 57,6
| 80,9
| 0,016
| 0,016
| 0,0168
| 0,024
| |
| 180
| —
| 0,070
| 0,21
| 0,14
| —
| 76,7
| 64,4
| 83,3
| 0,018
| 0,018
| 0,0189
| 0,027
| |
| 240
| —
| 0,065
| 0,19
| —
| —
| 78,3
| 67,8
| —
| —
| 0,020
| 0,0210
| 0,030
| |
| 280
| —
| 0,060
| 0,16
| —
| —
| 80,0
| 72,9
| —
| —
| 0,022
| 0,0231
| —
| |
| 320
| —
| 0,050
| 0,13
| —
| —
| 83,3
| 78,0
| —
| —
| 0,024
| 0,0252
| —
| |
| 360
| —
| 0,030
| 0,10
| —
| —
| 90,0
| 83,0
| —
| —
| 0,026
| 0,0273
| —
| |
| 400
| —
| 0,010
| 0,09
| —
| —
| 96,7
| 84,7
| —
| —
| 0,028
| 0,0294
| —
| |






