Исследуемые металлы и сплавы, составы электролитов
Составы исследованных ювелирных сплавов золота представлены в таблице 3.1.
Таблица 3.1
Составы исследованных сплавов на основе золота ГОСТ 6835– 2002
| Марка сплава
| Цвет сплава
| Состав сплава, %
|
| Au
| Ag
| Cu
| Pd
| Ni
| Zn
| In
|
| ЗлСрМ 58,5–5,5
| красный
| 59,50
| 5,77
| 33,80
| —
| —
| 0,93
| —
|
| ЗлСрМ 58,5–30
| жёлтый
| 58,31
| 31,14
| 10,56
| —
| —
| —
| —
|
| ЗлНМЦ 5,5–25–5,5
| белый
| 60,20
| 1,16
| 26,66
| —
| 5,70
| 5,81
| 0,47
|
При исследовании ЭХП сплавов золота использовались электролиты на основе тиокарбамида и серной кислоты с добавками:
1 – 7% H2SO4 + 9% SC(NH2)2;
2 – 5% H2SO4 + 9% SC(NH2)2 + 2% NH4CNS;
3 – 5% H2SO4 + 9% SC(NH2)2 + 2% NH4CNS + 0,85% CH3CH(OH)COOH.
Форма поверхности образцов позволяет контролировать различия в качестве полирования тех её участков, которые не равнодоступны для абразивного материала и полируются неодинаково на РДМ и вручную. Использовались образцы пяти видов. На первом виде образцов совмещены параллелепипед с плоскими гранями и три каста сложной формы (рис. 3.2). Образцами второго вида служили заготовки ювелирных изделий (рис. 3.3). Ушки к образцам второго вида изготавливались штамповкой. На образцах третьего вида плоский участок совмещён со сложнопрофильным кастом (рис. 3.4). Образцы четвёртого вида представляли собой литые кубики со стороной 10 мм. Образцы пятого вида – пластины размером 10×8×2 мм (площадь полируемой поверхности 80 мм2).
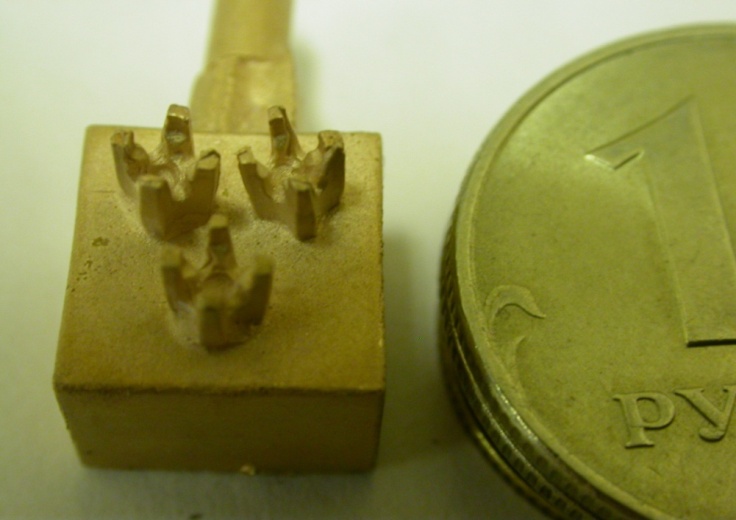
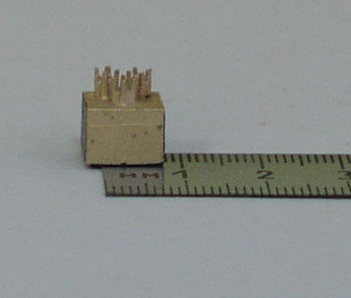

Рис. 3.2. Внешний вид образцов первого вида
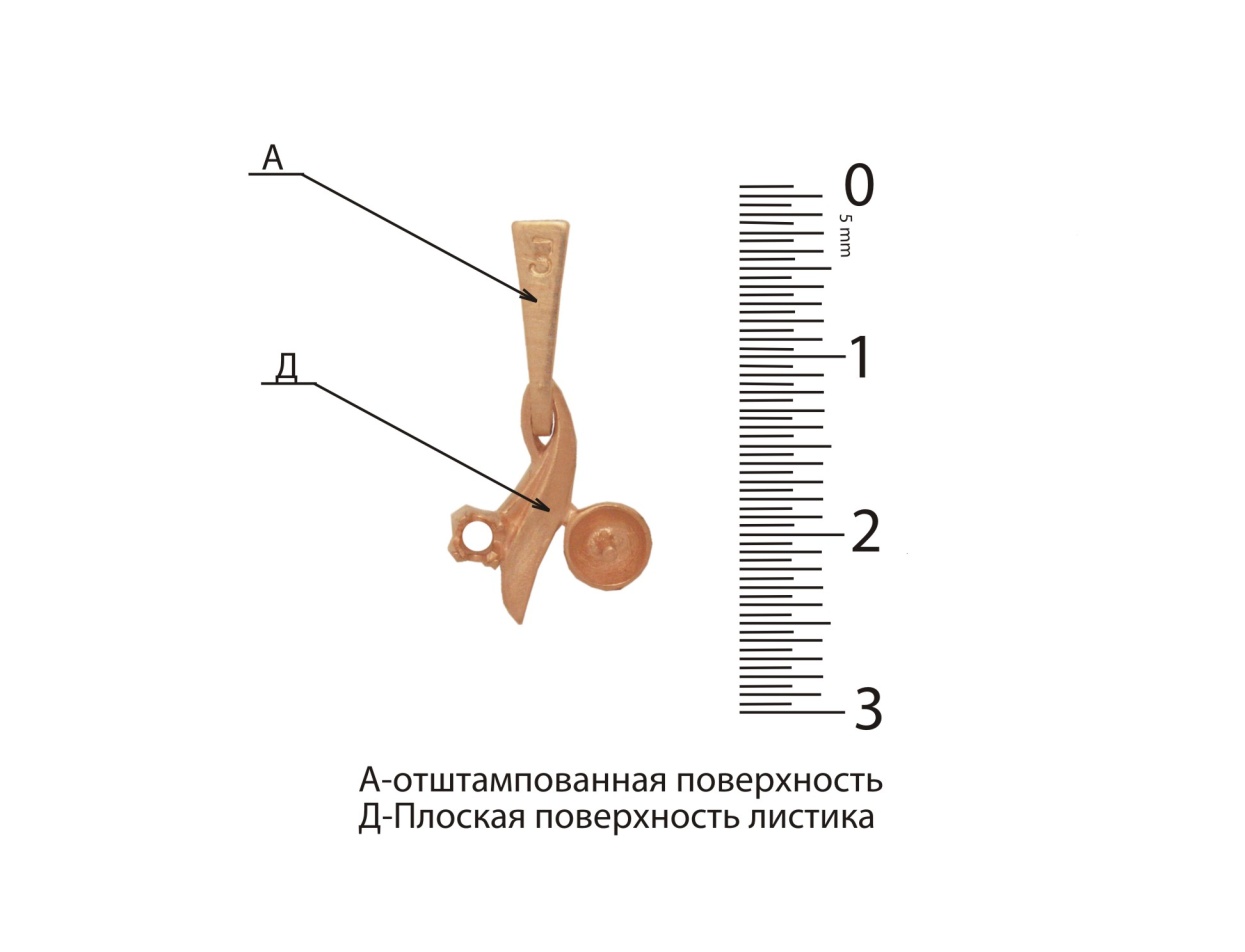

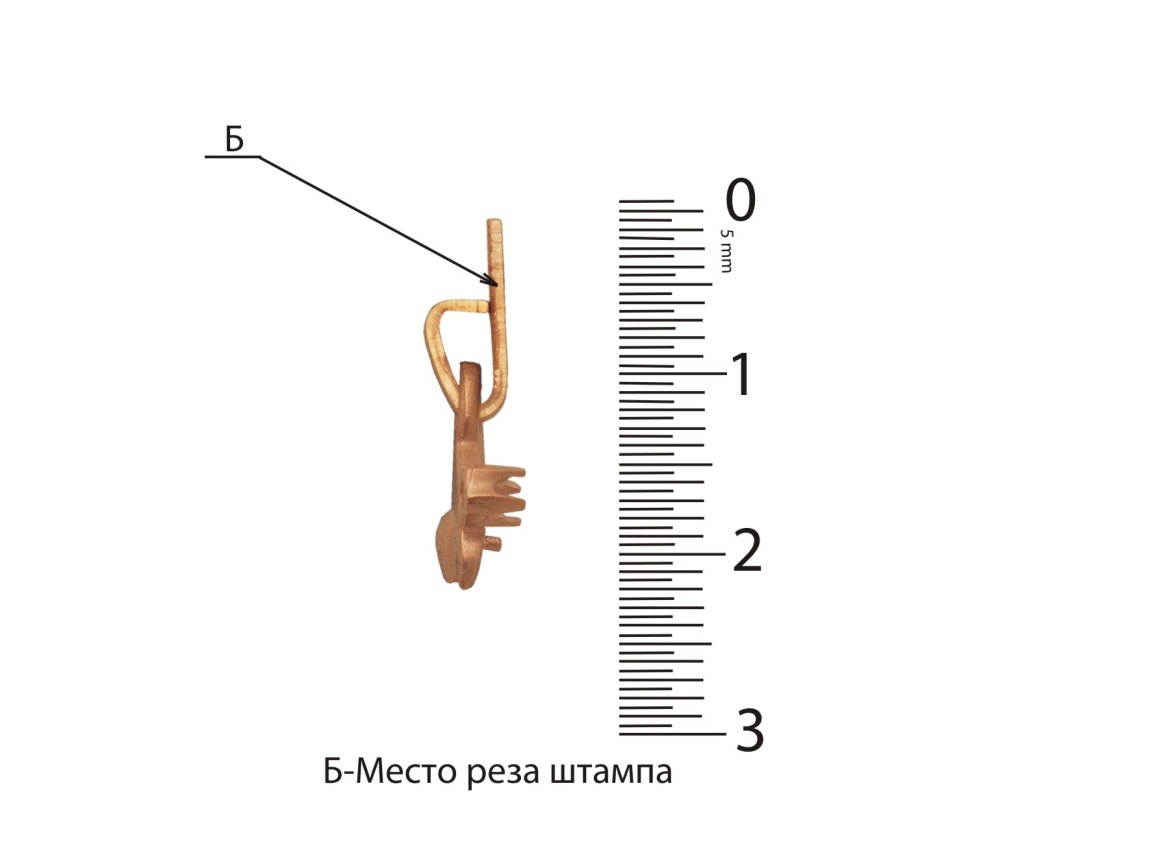

Рис. 3.3. Внешний вид образцов второго вида и участки их поверхности:
А – отштампованная поверхность, Б – место реза штампа, В – место обрезки литника, Г – предварительно фактурированная поверхность, Д – основная, легко доступная поверхность (плоская поверхность листика),
Е – поверхность чашки для закрепки жемчуга

Рис. 3.4. Внешний вид образцов третьего вида
3.2. Поляризация ювелирных сплавов золота униполярными
и биполярными импульсами тока в электролите полирования
Чем больше количества электричества в импульсе, тем вероятнее про-текание параллельных процессов на электродной поверхности, нарастающих при поляризации непрерывной последовательностью импульсов.
Поляризация одиночными и непрерывной последовательностью им-пульсов существенно отличаются друг от друга. Это свидетельствует о раз-личной динамике многообразных процессов на границе раздела «анод–электролит».
Поляризационные исследования показали, что использование импуль-сов тока обратной полярности позволяет гибко управлять процессами на гра-нице «анод–электролит», а при оптимальном подборе АВП импульсов стаби-лизировать баланс между формированием на поверхности металла пассиви-рующего слоя и его растворением в электролите в течение обработки.
Динамика поляризации в условиях ЭХП существенно зависит от со-става обрабатываемого сплава. Следовательно, для каждого сплава существу-ют уникальные АВП импульсов, оптимальные для его обработки.
Исследование процесса сглаживания микронеровностей
Поверхности
Нижеприведённый комплекс исследований проводился с целью выяснения эффективности ЭХП в зависимости от шероховатости (высоты микронеровностей) исходной поверхности.
Поверхность исследуемых образцов (см. рис. 3.12) подвергалась различной предварительной обработке (ПО).
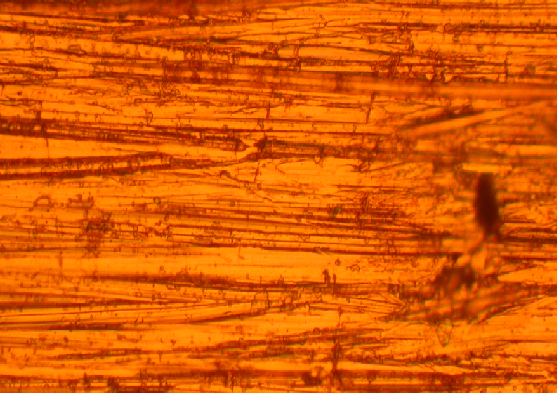
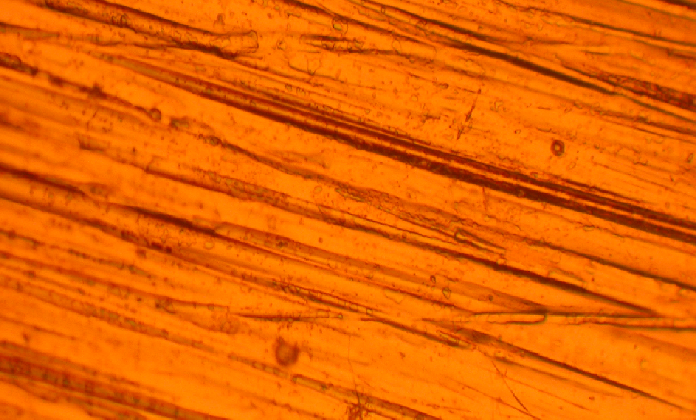
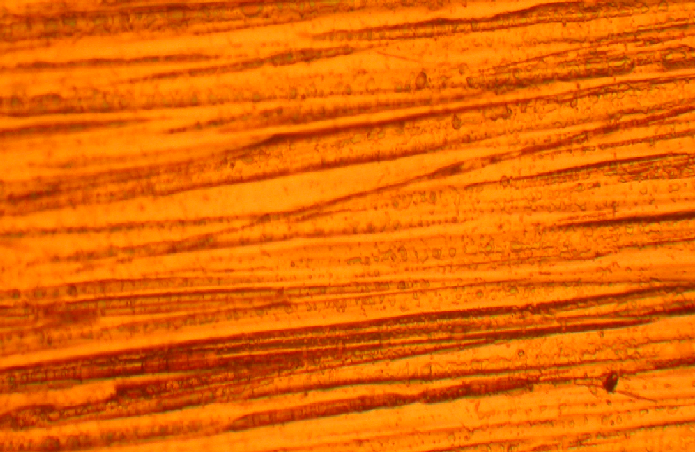
1. У девяти образцов – механическим способом ручным инструментом (надфили №4). Внешний вид поверхности представлен на рис. 3.21, а. Исходная микрошероховатость поверхности RZ = 0,84×10–6 м.
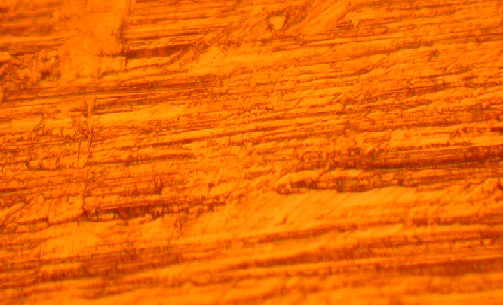
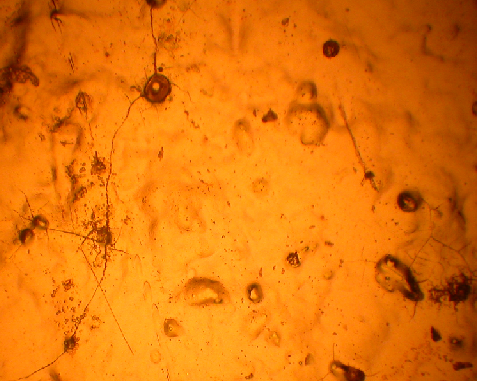
2. У шести образцов – механическим способом с помощью связанного абразива (наждачной бумаги № 320). Внешний вид поверхности представлен на рис. 3.21, б. Исходная микрошероховатость поверхности составила величину RZ = 0,59×10–6 м.
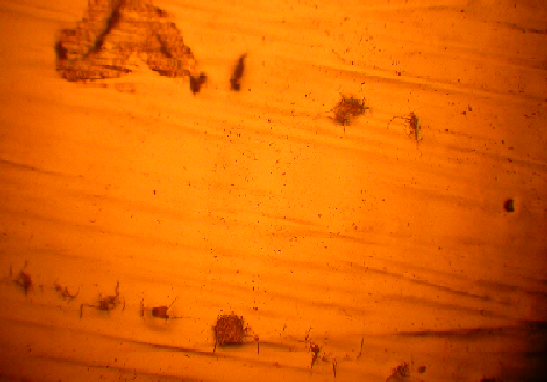
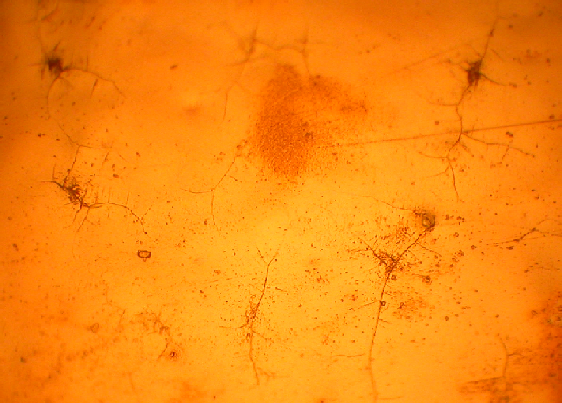
3. У шести образцов поверхность после литья никакой предварительной обработке не подвергалась. Внешний вид их поверхности представлен на рис. 3.21, в. Исходная микрошероховатость поверхности литых образцов RZ = 0,3×10–6 м.
Поверхность всех образцов полировалась в электролите (тиокарбамид SC (NH 2)2 90 г/л, кислота серная концентрированная (плотность 1,84 г/см3) H 2 SO 4 70 г/л) при следующих амплитудно-временных параметрах импульсов тока:
- униполярные – длительность 3×10–3 с; скважность 1,25; амплитудная плотность тока 3–5 А/дм2;
- биполярные – длительность прямого импульса 3×10–3 с; скважность 1,25; длительность обратного импульса 0,5×10–3 с; амплитудная плотность тока в импульсах 3–5 А/дм2.
ЭХП производилось до момента стабилизации значения микрошероховатости поверхности, то есть до тех пор, пока высота микронеровностей ещё уменьшалась в процессе обработки. Через каждые 20 с измерялись микрошероховатость и отражательная способность (блеск) поверхности и масса образцов.
1. ЭХП подвергались три образца, поверхность которых предварительно обработана надфилем №4. Длительность процесса ЭХП при обработке униполярными импульсами тока до стабилизации значения микрошероховатости составила 4 мин. В результате сформировалась микрошероховатость RZ = 0,14×10–6 м, масса образца изменялась в среднем через каждые 20 с на 0,003 г (табл. 3.3).
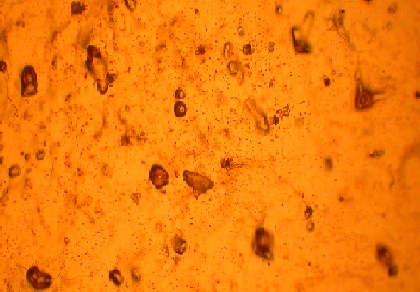
Визуально фиксировались изменения поверхности кастов и поверхности образца между ними. Поверхность крапанов приобрела блеск и гладкую поверхность уже через 40 с ЭХП, а поверхность между кастами приобрела конечную шероховатость только через 4 мин, при этом острые грани образца и кастов закруглились. Дефекты, полученные при литье (поры) и предварительной механической обработке (макрошероховатости, царапины), сгладились, но до конца не исчезли (рис. 3.22).
2. ЭХП подвергались три образца, поверхность которых предварительно обработана наждачной бумагой №320. Длительность ЭХП при обработке униполярными импульсами тока до стабилизации значения микрошероховатости составила 7 мин. В результате сформировалась микрошероховатость RZ = 0,09×10–6 м, масса образца изменялась в среднем через каждые 20 с на 0,0021 г (табл. 3.3)
Поверхность крапанов выгладилась и приобрела блеск уже через 40 с, а поверхность между кастами и крапанами приобрела конечную шероховатость только через 7 мин, при этом острые грани образца и кастов закруглились (рис. 3.23).
3. ЭХП подвергались шесть образцов, поверхность которых предварительно не обрабатывалась. Три образца полировались на униполярном режиме, а ещё три – на биполярном.
Длительность ЭХП на униполярном режиме составила 7 мин (рис. 3.24), на биполярном режиме – 1,5 мин (рис. 3.25). В обоих случаях сформировалась микрошероховатость поверхности RZ = 0,01×10–6 м, вес образца изменялся в среднем через каждые 20 с на 0,002 г (табл. 3.3).
Изменения относительного сглаживания поверхности и высоты её микронеровностей в графическом виде представлены на рис. 3.26 и 3.27.
.
а

б

в
Рис. 3.21. Внешний вид исходной поверхности образцов (увеличение 200):
а – предварительно обработанных надфилем №4;
б – предварительно обработанных шкуркой №320;
в – предварительно необработанных (после литья)
а
б
в
Рис. 3.22. Внешний вид поверхности образца, предварительно обработанного надфилем №4 после ЭХП на униполярном режиме (увеличение 200):
а – через 20 с; б – через 60 с; в – через 4 мин

а
б

в
Рис. 3.23. Внешний вид поверхности образца, предварительно обработанного наждачной бумагой №320 после ЭХП на униполярном режиме
(увеличение 200): а – через 20 с; б – через 40 с; в – через 7 мин
а
б

в
Рис. 3.24. Внешний вид поверхности предварительно необработанного
образца после ЭХП на униполярном режиме (увеличение 200):
а – через 20 с; б – через 70 с; в – через 4 мин
а

б

в
Рис. 3.25. Внешний вид поверхности предварительно необработанного
образца после ЭХП на биполярном режиме (увеличение 200):
а – через 20 с; б – через 70 с; в – через 4 мин
Таблица 3.3
Экспериментальные результаты
| Время
обра-
ботки
t, с
| Высота микронеровностей
RZ, ×10-6м
| Относительное сглаживание
ΔRZ, %
| Масса снятого металла Δm
за время t, г
| Коэффициент эффективности сглаживания микронеровностей λЭФ
| |
| без ПО
| ПО
шкуркой
| ПО
надфилем
| |
| без ПО
| ПО
шкуркой
| ПО
надфилем
| без ПО
| ПО
шкуркой
| ПО
надфилем
| без ПО
| ПО
шкуркой
| ПО
надфилем
| |
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| |
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| бипо-
ляр-
ный
режим
| унипо-
лярный
режим
| |
| 0
| 0,30
| 0,300
| 0,59
| 0,84
| —
| —
| —
| —
| —
| —
| —
| —
| 38,7
| 8,6
| 7,2
| 17,1
| |
| 20
| 0,20
| 0,250
| 0,49
| 0,55
| 33,3
| 16,7
| 16,9
| 34,5
| 0,002
| 0,002
| 0,0021
| 0,003
| |
| 40
| 0,15
| 0,210
| 0,45
| 0,46
| 50,0
| 30,0
| 23,7
| 45,2
| 0,004
| 0,004
| 0,0042
| 0,006
| |
| 60
| 0,10
| 0,190
| 0,41
| 0,30
| 66,6
| 36,7
| 30,5
| 64,3
| 0,006
| 0,006
| 0,0063
| 0,009
| |
| 80
| 0,08
| 0,150
| 0,39
| 0,24
| 73,3
| 50,0
| 33,9
| 71,4
| 0,008
| 0,008
| 0,0084
| 0,012
| |
| 100
| 0,07
| 0,130
| 0,37
| 0,20
| 76,7
| 56,7
| 37,3
| 76,2
| 0,010
| 0,010
| 0,0105
| 0,015
| |
| 120
| 0,05
| 0,110
| 0,33
| 0,19
| 83,3
| 63,3
| 44,0
| 77,4
| 0,012
| 0,012
| 0,0126
| 0,018
| |
| 140
| 0,03
| 0,100
| 0,30
| 0,17
| 90,0
| 66,7
| 49,2
| 79,8
| 0,014
| 0,014
| 0,0147
| 0,021
| |
| 160
| 0,01
| 0,085
| 0,25
| 0,16
| 96,7
| 71,7
| 57,6
| 80,9
| 0,016
| 0,016
| 0,0168
| 0,024
| |
| 180
| —
| 0,070
| 0,21
| 0,14
| —
| 76,7
| 64,4
| 83,3
| 0,018
| 0,018
| 0,0189
| 0,027
| |
| 240
| —
| 0,065
| 0,19
| —
| —
| 78,3
| 67,8
| —
| —
| 0,020
| 0,0210
| 0,030
| |
| 280
| —
| 0,060
| 0,16
| —
| —
| 80,0
| 72,9
| —
| —
| 0,022
| 0,0231
| —
| |
| 320
| —
| 0,050
| 0,13
| —
| —
| 83,3
| 78,0
| —
| —
| 0,024
| 0,0252
| —
| |
| 360
| —
| 0,030
| 0,10
| —
| —
| 90,0
| 83,0
| —
| —
| 0,026
| 0,0273
| —
| |
| 400
| —
| 0,010
| 0,09
| —
| —
| 96,7
| 84,7
| —
| —
| 0,028
| 0,0294
| —
| |
Исследуемые металлы и сплавы, составы электролитов
Составы исследованных ювелирных сплавов золота представлены в таблице 3.1.
Таблица 3.1
Составы исследованных сплавов на основе золота ГОСТ 6835– 2002
| Марка сплава
| Цвет сплава
| Состав сплава, %
|
| Au
| Ag
| Cu
| Pd
| Ni
| Zn
| In
|
| ЗлСрМ 58,5–5,5
| красный
| 59,50
| 5,77
| 33,80
| —
| —
| 0,93
| —
|
| ЗлСрМ 58,5–30
| жёлтый
| 58,31
| 31,14
| 10,56
| —
| —
| —
| —
|
| ЗлНМЦ 5,5–25–5,5
| белый
| 60,20
| 1,16
| 26,66
| —
| 5,70
| 5,81
| 0,47
|
При исследовании ЭХП сплавов золота использовались электролиты на основе тиокарбамида и серной кислоты с добавками:
1 – 7% H2SO4 + 9% SC(NH2)2;
2 – 5% H2SO4 + 9% SC(NH2)2 + 2% NH4CNS;
3 – 5% H2SO4 + 9% SC(NH2)2 + 2% NH4CNS + 0,85% CH3CH(OH)COOH.
Форма поверхности образцов позволяет контролировать различия в качестве полирования тех её участков, которые не равнодоступны для абразивного материала и полируются неодинаково на РДМ и вручную. Использовались образцы пяти видов. На первом виде образцов совмещены параллелепипед с плоскими гранями и три каста сложной формы (рис. 3.2). Образцами второго вида служили заготовки ювелирных изделий (рис. 3.3). Ушки к образцам второго вида изготавливались штамповкой. На образцах третьего вида плоский участок совмещён со сложнопрофильным кастом (рис. 3.4). Образцы четвёртого вида представляли собой литые кубики со стороной 10 мм. Образцы пятого вида – пластины размером 10×8×2 мм (площадь полируемой поверхности 80 мм2).
Рис. 3.2. Внешний вид образцов первого вида
Рис. 3.3. Внешний вид образцов второго вида и участки их поверхности:
А – отштампованная поверхность, Б – место реза штампа, В – место обрезки литника, Г – предварительно фактурированная поверхность, Д – основная, легко доступная поверхность (плоская поверхность листика),
Е – поверхность чашки для закрепки жемчуга
Рис. 3.4. Внешний вид образцов третьего вида
3.2. Поляризация ювелирных сплавов золота униполярными
и биполярными импульсами тока в электролите полирования
Чем больше количества электричества в импульсе, тем вероятнее про-текание параллельных процессов на электродной поверхности, нарастающих при поляризации непрерывной последовательностью импульсов.
Поляризация одиночными и непрерывной последовательностью им-пульсов существенно отличаются друг от друга. Это свидетельствует о раз-личной динамике многообразных процессов на границе раздела «анод–электролит».
Поляризационные исследования показали, что использование импуль-сов тока обратной полярности позволяет гибко управлять процессами на гра-нице «анод–электролит», а при оптимальном подборе АВП импульсов стаби-лизировать баланс между формированием на поверхности металла пассиви-рующего слоя и его растворением в электролите в течение обработки.
Динамика поляризации в условиях ЭХП существенно зависит от со-става обрабатываемого сплава. Следовательно, для каждого сплава существу-ют уникальные АВП импульсов, оптимальные для его обработки.






