

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Welded joints of reinforcement and inserts
for reinforced concrete structures.
Types, constructions and dimensions
ГОСТ 14098-91
Дата введения 01.07.92
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Таблица 1
| Тип сварного соединения | Способ и технологические особенности сварки | |||||
| Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке | ||
| К1 | Контактная точечная двух стержней | Кт | ||||
| Кресто- | К2 | То же, трех стержней | Кт | Любое | ||
| образное | к3 | Дуговая ручная прихватками | рр | |||
| С1 | Контактная стержней одинакового диаметра | Ко | Горизонтальное | |||
| С2 | То же, разного диаметра | Кн | » | |||
| С3 | Контактная стержней одинакового диаметра с последующей механической обработкой | Км | » | |||
| С4 | То же, с предварительной механической обработкой | Кп | » | |||
| С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | » | |||
| С6 | Дуговая механизированная порошковой проволокой в инвентарной форме | Мп | » | |||
| С7 | Ванная одноэлектродная в инвентарной форме | Рв | » | |||
| С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |||
| Стыковое | С9 | Дуговая механизированная порошковой проволокой в инвентарной форме | Мп | » | ||
| С10 | Ванная одноэлектродная в инвентарной форме | Рв | » | |||
| С11 | Ванная механизированная под флюсом в инвентарной форме спаренных стержней | Мф | Горизонтальное | |||
| С12 | Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней | Мп | » | |||
| С13 | Ванная одноэлектродная в инвентарной форме спаренных стержней | Рв | » | |||
| С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | » | |||
| С15 | Ванно-шовная на стальной скобе-накладке | Рс | Горизонтальное | |||
| С16 | Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке | Мо | » | |||
| С17 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | Вертикальное | |||
| С18 | Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке | Мо | » | |||
| С19 | Дуговая ручная многослойными швами на стальной скобе-накладке. | Рм | » | |||
| С20 | Дуговая ручная многослойными швами без стальной скобы-накладки | Рм | » | |||
| С21 | Дуговая ручная швами с накладками из стержней | Рн | Любое | |||
| С22 | То же, швами с удлиненными накладками из стержней | Ру | » | |||
| С23 | Дуговая ручная швами без дополнительных технологических элементов | Рэ | » | |||
| Стыковое | С24 | Ванная механизированная под флюсом в комбинированных несущих и формующих элементах | Мф | Горизонтальное | ||
| С25 | Дуговая механизированная порошковое проволокой в комбинированных несущих и формующих элементах | Мп | » | |||
| С26 | Ванная одноэлектродная в комбинированных несущих и формующих элементах | Рс | Горизонтальное | |||
| С27 | Ванная механизированная под флюсом в комбинированных несущих и формующих элементах | Мф | Вертикальное | |||
| С28 | Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах | Мп | » | |||
| С29 | Ванная одноэлектродная в комбинированных несущих и формующих элементах | Рс | » | |||
| С30 | Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней | Мф | Горизонтальное | |||
| С31 | Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней | Мп | » | |||
| С32 | Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней | Рс | » | |||
| Н1 | Дуговая ручная швами | Рш | Любое | |||
| Нахлесточное | Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | ||
| Н3 | То же, по двум рельефам на пластине | Кп | » | |||
| Н4 | Контактная по двум рельефам на арматуре | Ка | » | |||
| Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное | |||
| Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | Рф | » | |||
| Т3 | Дуговая механизированная под флюсом без присадочного металла по рельефу | Мж | Вертикальное | |||
| Т6*) | Контактная рельефная сопротивлением | Кс | » | |||
| Тавровое | Т7 | Контактная непрерывным оплавленном | Ко | » | ||
| Т8 | Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие | Мв | » | |||
| Т9 | Дуговая ручная в выштампованное отверстие | Рв | » | |||
| Т10 | Дуговая механизированная в СО2 в отверстие | Мс | » | |||
| Т11 | То же, в некованное отверстие | Мц | » | |||
| Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | » | |||
| Т13 | Ванная одноэлектродная в инвентарной форме | Ри | Горизонтальное | |||
| * Соединения Т4 и Т5 (в редакции ГОСТ 14098-85) исключены.
| ||||||
2. Условное обозначение сварного соединения имеет следующую структуру:

Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
С8 — Мф
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н — номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно);
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781;
d1 — наружный диаметр стержня периодического профиля по ГОСТ 5781;
d' н — номинальный меньший диаметр стержня в сварных соединениях;
|
|
dо — меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Do — больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp — диаметр рельефа на плоском элементе;
D — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D' — диаметр обточенной части стержня;
R — радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения;
b — ширина сварного шва; суммарная величина вмятин;
b ¢, b ¢¢ — величина вмятин от электродов в крестообразном соединении;
h — величина осадки в крестообразном соединении; высота сечения сварного шва;
h1 — высота усиления наплавленного металла;
h2 — высота усиления корня сварного шва;
Н — высота скобы-накладки;
h св — глубина проплавления (Т8, Т9);
l — длина сварного шва;
l1, l2 — зазоры до сварки между торцами стержней при различных разделках;
lш — ширина флангового шва (С24 — С32);
l н — длина скоб-накладок, накладок и нахлестки стержней;
l3, l4 — длина сварного шва (С22);
l ¢ — длина обточенной части одного стержня (С4);
L — общая длина обточенной части соединений С3 и С4;
L1 — длина вставки в соединениях типа С11 — С13;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k — высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 — С32 и H1;
k1 — зазор между стержнем и плоским элементом в соединениях Н2 и Н3;
п — ширина рельефа на плоском элементе;
т — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях;
с; c1 — размеры наплавленного металла в соединении Т13;
a, a1, a2, b, b1, b2, g, g1 — угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601.
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
|
|
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
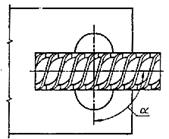
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К2 — от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней  ;
;
для трех стержней  ,
,
где а — суммарная толщина стержней после сварки в месте пересечения, мм;
b — суммарная величина вмятин (b' + b"), мм.
Величины относительных осадок h/d ¢ н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h/d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
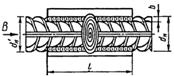
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 — 17.
12. В соединениях типа С2 — Кн отношение d ¢ н /d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
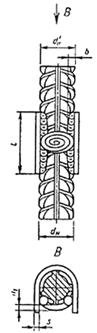
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18 — 21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22 — 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.


Черт. 1
Таблица 2
| Обозначение типа соединения, способа | Соединение арматуры | Класс арматуры | d н, мм | Величина h/d ¢ н обеспечивающая прочность не менее требуемой ГОСТ 10922 для соединений с отношением диаметров d ¢ н /d н | Минимальная величина h/d ¢ н обеспечивающая ненормируемую | a | ||||
| сварки | до сварки | после сварки | 1,00 | 0,50 | 0,33 | 0,25 | прочность | |||
| К1 ¾ Кт | 
| 
| Вр-I Вр-600 А-I А-II* A-III* | 3 — 5 4 ¾ 6 5,5¾40 10—40 6—40 | 0,35—0,50 0,25¾0,50 0,33—0,60 0,40—0,80 | 0,28—0,45 0,21—0,45 0,28—0,52 0,35—0,70 | 0,24—0,40 0,18—0,40 0,24—0,46 0,30¾0,62 | 0,22—0,35 0,16—0,35 0,22—0.42 0,28—0,55 | 0,17 0,12 0,17 | |
| К2 — Кт | 
| 

| at-iiic at-ivc | 6—32 10¾32 | 0,40—0,60 | 0,35—0,46 | 0,30—0,46 | 0,28¾0,42 | 0,20 | 30—90° |
Примечания:
|
|
1. Величины d ¢ н /d н, не совпадающие с приведенными, следует округлять до ближайшей величины, указанной в таблице.
2. В соединениях типа К1 — Кт из арматуры классов Ат-IVK и Ат-V диаметрами 10 — 32 мм стержни меньшего диаметра (d') должны быть из арматуры классов Вр-I, А-I, А-II и A-III.
* Здесь и далее размеры соединений арматуры специального назначения классов Ас-II и Ас-III идентичны таковым классов А-II и А-III.
Таблица 3
| Обозначение типа соединения, | Соединение арматуры | Класс | Марка стали | d н; d ¢ н | l | b | |
| способа сварки | до сварки | после сварки | арматуры | ||||
| К3 ¾ Рр | 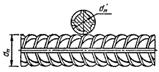
| 
| А-I А-II А-III Ат-IIIC | ¾ Ст5пс Ст5сп 10ГТ 25Г2С Ст5пс, Ст5сп | 10—40 10—18 10¾28 10—32 10—28 | ||
| Ат-IVC | 25Г2С, 28С, 27ГС | 0,5 d ¢ н, но | 0,3 d ¢ н, но | ||||

| Ат-IVK Ат-V | 08Г2С, 10ГС2 20ГС | 10—32 | не менее 8 | не менее 6 | ||
Примечание. Значение временного сопротивления срезу в соединениях К3—Pp не нормируется. Эксплуатационные характеристики этих соединений при растяжении рабочих стержней приведены в приложении 2.
Таблица 4
| Обозначение типа соединения, | Соединение арматуры | Класс | d н | D | d ¢ н /d н | a ±10° | |
| способа сварки | до сварки | после сварки | арматуры | ||||
| А-I, А-II, | 10—18 | ³ 1,3 d ¢ н | |||||
| С1 — Ко, С2 ¾ Кн | 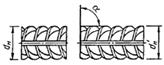
| 
| А-III A-IV, A-V A-VI aт-iiic aт-ivc | 20—40 10—32 10—22 | ³ 1,2 d ¢ н ³ 1,2 d ¢ н ³ 1,3 d ¢ н | 0,85 ¾ 1,0 | 90° |
| aт-v | 10—32 | ³ 1,2 d ¢ н | |||||
| aт-vck | |||||||
Примечания:
1. Арматура класса A-IV, кроме стали марки 80С.
2. Арматура класса at-v только с использованием локальной термической обработки.
3. Для отношения d ¢ н /d н < 0,85 см. п. 12.
Таблица 5
| Обозначение типа соединения, | Соединение арматуры
| Класс арматуры | d н | D | D¢ ¾ 0,1 | L | l ¢ | a ±10° | |
| способа сварки | до сварки | после сварки | |||||||
| С3—km | 
| 
| А-II, А-III A-IV, A-V | 10—40 10—32 | |||||
| С4—Кп | 
| 
| A-VI aт-iiic, aт-iVc, aт-Vc, Ат-VCК | 10—22 10¾32 | ³ 1,2 d ¢ н | d | ³ 2 d н | 1,5 d н ± 0,2 d н | 90° |
См. примечания 1, 2 к табл. 4.
Таблица 6
мм
| Обозначение типа соединения, способа | Соединение арматуры | Класс арматуры | d н | d’ н/ d н | l 1 | l 2 | a ¾10° | b | l | h 1 | h 2 | ||
| сварки | до сварки | после сварки | |||||||||||
| С5 — Мф, С6 — Мп, С7 ¾ Рв | 
| 
| A-I, A-II, A-III | ||||||||||

| 
| 20¾40 | 0,5¾1,0 | 12 ¾ 20 12¾16 | 5¾12 | 90° | 10¾15° | £ 1,5 d н £1,2 d н | £ 0,1 5 d н £0,05 d н | £ 0, 2 d н £0,05 d н | |||
Примечания:
1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. При. отношении d’ н/ d н < 1 линейные размеры относятся к стержню большего диаметра.
Таблица 7
мм
| Обозначение типа соединения, способа | Соединение арматуры | Класс арматуры | d н | d’ н/ d н | l 1 | l 2 | z | a -10° | b | b 1 | b 2 | i | h 1 | h 2 | |
| сварки | до сварки | после сварки | |||||||||||||
| С8 — Мф, С9 — Мп, С10 ¾ Рв | 
| 
| A-I, A-II, A-III | 20¾40 | 0,5¾1,0 | 5¾15 3¾10 | 8¾20 | £0,15 d н | 90° | 40¾50° | 10¾15° | 20¾25° | £2 d н | £ 25 £15 | £ 0,15 d н £0,05 d н |
Примечания:
1. При сварке одноэлектродной и порошковой проволокой разделку стержней со скосом нижнего стержня производить не следует.
2. Разделку с обратным скосом нижнего стержня применять при сварке стержней диаметром ³32 мм.
3. Размеры в знаменателе относятся к одноэлектродной сварке.
4. При отношении d’ н/ d н < 1 линейные размеры относятся к стержню большего диаметра.
Таблица 8
мм
| Обозначение типа соединения, способа | Соединение арматуры | Класс арматуры | d н | l 1 | a, a1 -10° | a2 | L 1 | l | h 1 | h 2 | |
| сварки | до сварки | после сварки | |||||||||
| С11 — Мф, С12 — Мп, С13 ¾ Рв | 
| 
| A-III | 32¾40 | 12 ¾ 16 12¾18 | 90° | 12¾15° | ³200 | £ 1,2 d н £1,3 d н | £0,15 d н | |
Примечания:
1. В соединениях типа С13 разделку под углом a2 допускается не производить.
2. Размеры в знаменателе относятся к соединению, в котором сварной шов заполняет полностью сечение двурядной арматуры.
Таблица 9
мм
| Обозначение типа соединения, способа |
Соединение арматуры | Класс арматуры | d н | d’ н/ d н | l 1 | b | l 1 =l | b | H | h 1 | |
| сварки | до сварки | после сварки | |||||||||
| С14 — Мп | A-I, | 8—12 | £10° | 2 d н+ l 1 | |||||||
| C15 ¾ Рс | A-II, | 20¾40 | 0,5¾1,0 | 12¾15 | ¾ | ||||||
| С16 — Мо | A-III | 10—20 | £10° | 3 d н+ l 1 | |||||||
| С14 — Мп С15 — Рс С16 — Мо | 

| 

| Ат-IIIC, Ат-IVC | 20¾32 | 0,5¾1,0 | Те же значения, в зависимости от способа сварки | 4 d н+ l 1 | (0,35¾ 0,40) d н | £1,2 d н+ s | £0,05 d н | |
Примечания:
1. Для d н = 20 — 25 мм s = 6 мм,
d н = 28 — 40мм s = 8 мм.
2. При отношении d’ н/ d н = 0,5 — 0,8 следует применять скобу-вкладыш (см. приложение 3).
Таблица 10
мм
| Обозначение типа соединения, способа |
Соединение арматуры | Класс арматуры | d н | d’ н/ d н | l 1 | a -10° | b | z | l н = l | b | H | h 1 | |
| сварки | до сварки | после сварки | |||||||||||
| С17 — Мп | А-I, | 2 d н+ l 1 | |||||||||||
| С18 — Мо | А-II, | 20—40 | 0,5—1,0 | 3 d н+ l 1 | |||||||||
| С19 — Рм С17 — Мп С18 — Мо С19 — Рм | 
| 
| А-III at-iiic, at.ivc | 20—32 | 0,5—1,0 | 6¾8 | 90° | 30¾40° | £0,15 d н | 2 d н+ l 1 4 d н+ l 1 | (0,35¾ 0,40) d н | £1,2 d н+s | |
Примечания
1. Для d н = 20 — 25 мм s = 6 мм, для d н = 28 — 40 мм s = 8 мм.
2. См. примечание 2 к табл. 9.
Таблица 11
мм
| Обозначение типа соединения, способа |
Соединение арматуры | Класс арматуры | d н | d’ н/ d н | l 1 | a | b | b1 | g | g1 | h 1 | h 2 | |
| сварки | до сварки | после сварки | ±2° | ||||||||||
| С20 — Рм | 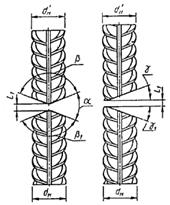
| 
| А-I, А-II, А-III | 20¾40 | 0,5¾1,0 | 3¾4 | 55° | 110° | 140° | 25° | 15° | (0,05¾0,10) d н | £0,05 d н |
Таблица 12
мм
| Обозначение типа соединения, способа |
Соединение арматуры | Класс арматуры | d н | l н = l | l 1 | b | h | |
| сварки | до сварки | после сварки | ||||||
| С21 — рн | 
| 
| A-I A-II, A-III A-IV A-V A-VI | 10¾40 10¾32 10¾22 | 6 d н 8 d н 10 d н | |||
| То же, но накладки смещены | 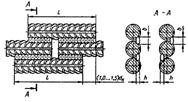
| at-iiic at-ivc, at-v, at-vck | 6¾32 10¾32 | 8 d н 10 d н | 0,5 d н, но ³10 | 0,5 d н, но ³8 | 0,5 d н, но ³4 | |
Примечания:
1. Соединения арматуры классов A-IV, A-V, A-VI, at-vck, at-v следует выполнять со смещенными накладками, накладывая швы в шахматном порядке.
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (СО2); последнее кроме стали классов A-II и at-iiic.
3. Допускаются двусторонние швы длиной 4 d н для соединений арматуры классов A-I, A-II, A-III.
4. Соединения арматуры класса at-v допускаются только из стали марки 20ГС.
Таблица 13
мм
| Обозначение типа соединения, способа | Соединение арматуры | Класс арматуры | d н | l н | l 3 | l 4 | b | h | |
| стоки | до сварки | после сварки | |||||||
| С22 — Ру | См. С21, но накладки смещены | 
| Ат-V Ат-VI | 14 16 18 20, 22 25, 28 14 16 18 20, 22 25, 28 | 28,5 d н 26,5 d н 24,5 d н 21,5 d н 21,0 d н 34,5 d н 29,5 d н 25,5 d н 25,0 d н | 5,0 d н 4,5 d н 5,5 d н | 7,0 d н 6,5 d н 6,0 d н 8,5 d н 7,5 d н 7,0 d н | 0,5 d н, но ³ 8 | 0,25 d н, но ³ 4 |
Таблица 14
мм
| Обозначение типа соединения, способа | Соединение арматуры | Класс арматуры | d н | l = l н | b | h | |
| сварки | до сварки | после сварки | |||||
| С23 — Рэ | 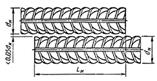
| 
| А-I | 10 — 40 | 6 d н | ||
| А-II, А-III | 10 ¾ 25 | 8 d н | 0,5 d н, но ³ 8 | 0,25 d н, но ³ 4 | |||
| aт-iiic | 10 ¾ 18 | ||||||
| aт-ivc | 10 — 18 | 10 d н |
Примечания:
1. Допускаются двусторонние швы длиной 4 d н для соединений арматуры классов А-I и А-II (из стали марки 10ГТ).
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (CO2); последнее кроме арматуры классов А-II и aт-iiic (из стали марки Ст5).
Таблица 15
мм
| Обозначение типа соединения, способа |
Соединение арматуры
| Класс арматуры | d н | d’ н/ d н | l 1 | b | l н =l ш | l | h 1 | H | k | ||
| сварки | до сварки | после сварки | |||||||||||
| С24 ¾ Мф С25 — Мп С26 ¾ Рс | A-I, A-II, A-III | 20¾40 | 0,5¾1,0 | 12 ¾ 20 12¾16 | 5¾10° | 2 d н+ l 1 | £ 1,5 d н £1,2 d н | £ 0,15 d н £0,05 d н | d н/2+s | ³0,8s | |||
| С24 — Мф С25 — Мп С26 — Рс 1 | 
| 
| Ат-IIIC, aт-ivc | 20¾32 | 4 d н+ l 1 | ||||||||
Примечания:
1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. Для d н = 20 — 25 мм s = 8 мм, для d н = 28 — 40 мм s = 10 мм.
3. См. примечание 2 к табл. 9.
Таблица 16
мм
| Обозначение типа соединения, способа | Соединение арматуры
| Класс арматуры | d н | d’ н/ d н | l 1 | z | b | a -10° | l н =l ш | h 1 | H | l | k | |
| сварки | до сварки | после сварки | ||||||||||||
| С27—Мф С28—Мп С29—Рс | А-I, A-II, A-III | 20¾40 | 0,5¾1,0 | 5 ¾ 15 3¾10 | £0,15 d н | 40¾ 50° | 90° | 2 d н+ l 1 | £ 25 £15 | d н/2+s | £2 d н | ³0,8s | ||
| С27—Мф С28—Мп С29—Рс | 
| 
| Ат-IIIC, Ат-IVC | 20¾32 | 4 d н+ l 1 | |||||||||
Примечания:
1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. Для d н = 20 — 25 мм s = 8 мм, для d н = 28 — 40 мм s = 10 мм.
3. См. примечание 2 к табл. 9.
Таблица 17
мм
| Обозначение типа соединения, способа |
Соединение арматуры
| Класс арматуры | d | l 1 | a -10° | b | l н = l ш | l | h 1 | H | k | s | |
| сварки | до сварки | после сварки | |||||||||||
| С30—Мф С31—Мп С32—Рс | 
| 
| А-III | 32¾40 | 12¾18 | 90° | 12¾15° | 3 d н+ l 1 | £1,3 d н | (0,1¾ 0,15) d н | d н/2+s | ³0,8s | 10 |
таблица 18
мм
| Обозначение типа соединения, способа |
Соединение арматуры
| Класс арматуры | d н | s | l н = l ш | b | h | |
| сварки | до сварки | после сварки | ||||||
| А-I А-II, | 10¾40 | ³0,3 d н, но ³ 4 | 3 d н | |||||
| HI—Рш | 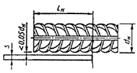
| 
| А-III A-IV A-V A-VI aò-iiic aт-ivc, aт-v, aт-vck | 10¾22 10—32 10—22 10—32 | ³0,4 d н, но ³ 5 ³0,3 d н, но ³ 4 ³0,4 d н, но ³ 5 | 4 d н 5 d н 4 d н 5 d н | 0,5 d н, но ³ 8 | 0,25 d н, но ³ 4 |
Примечания:
1. Соединения арматуры классов Ат-V допускаются только из стали марки 20ГС.
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (СО2); последнее кроме арматуры классов А-II и aт-iiic (из стали марки Ст5).
Таблица 19
мм
| Обозначение типа соединения, способа |
Соединение арматуры с пластиной
| Класс арматуры | d н | R | k | n | m | k 1 | s | a ±3° | |
| сварки | до сварки | после сварки | |||||||||
| Н2¾Кр | 
| 
| A-I A-II A-III, aò-iiic | 6¾16 10—16 6¾16 | 1,4 d н 1,6 d н | 0,4 d н | 1,8 d н 2,0 d н | n +10 | (0,10¾0,15) d н | ³0,3 d н, но не менее 4 | 90° |
Таблица 20
мм
| Обозначение типа соединения, способа |
Соединение арматуры с пластиной
| Класс арматуры | d н | R | k | n | m | k 1 | s | a ±3° | |
| сварки | |||||||||||
|
|
|

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!