Для процессов, рассчитанных на условное изделие с выделением усложняющих элементов, технологическую схему составляют в два этапа. На первом этапе технологическую схему составляют по форме 6.1.
В технологическую схему кроме операций по обработке изделий включают установочные операции по контролю наиболее ответственных узлов одежды, операции запуска и работы, выполняемые бригадиром.
Организационные операции нумеруют по порядку их выполнения, при этом сначала выделяют операции, скомплектованные из технологически неделимых операций изготовления изделия Исходной (минимальной) сложности, а затем операции, скомплектованные из технологически неделимых операций выполнения усложняющих элементов, которым присваивается тот же номер, но с индексом «У», или номера присваивают, начиная с числа, соответствующего порядковому номеру за последней организационной операцией по изделию исходной (минимальной) сложности.
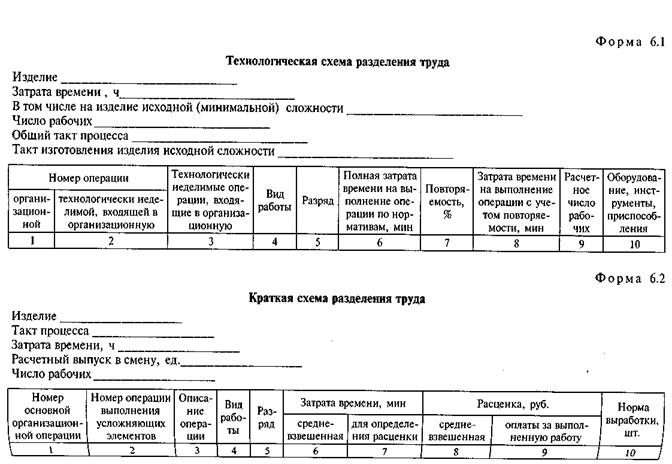

Рис. 6.1. Движение деталей в технологическом процессе
Если повторяемость усложняющих элементов в изделии составляет 70...80%, то его относят к изделиям исходной (минимальной) сложности.
На втором этапе составляют краткую схему разделения труда с расчетом нормы выработки и расценки (форма 6.2).
Расценка организационной операции состоит из средневзвешенной расценки операций изготовления изделия исходной (минимальной) сложности и полной расценки операций выполнения усложняющих элементов, учитываемой только при наличии этих элементов в заказанном изделии.
Анализ комплектования операций выполняют расчетным и графическим методами так же, как и при расчете потоков (см. главу 5).
Расчетным путем определяют коэффициент согласования. Коэффициент согласования определяется по формуле

где Т — затраты времени на изготовление изделия, мин; k — фактическое число рабочих; т — такт потока, мин.
Графическим путем показывают загруженность операций потока и движение деталей. Загруженность операций потока определяют с помощью графика синхронности операций (синхронного графика).
Вместо синхронного графика можно построить диаграмму синхронности выполнения операций процесса, в которой наряду с загруженностью операций процесса относительно такта будет видно ее содержание по специализации работ.
По технологической схеме составляют сводку рабочей силы, оборудования и рабочих мест процесса.
РАСЧЕТ ПЛОЩАДЕЙ
Площади раскройного участка, швейного цеха и участка окончательной влажно-тепловой обработки рассчитывают, исходя из числа рабочих в смену, работающих в этом цехе и на этом участке, и санитарной нормы площади на одного рабочего: 12 м2 для раскройного участка, 7м2 для швейного цеха, 9 м2 для участка окончательной влажно-тепловой обработки.
Площадь приемного салона определяют, исходя из площади занятой оборудованием, а также предусмотренной для заказчиков и работающих. Одним из элементов оборудования салона являются примерочные кабины, число которых зависит от пропускной способности салона проектируемого предприятия. Пример ее расчета дан в табл. 6.12.
Число кабин определяют, исходя из того, что одной кабиной в час могут воспользоваться четыре заказчика при условии их неодновременного прихода.
Число кабин равно числу заказчиков в час, пользующихся кабинами, умноженному на коэффициент неравномерности прихода заказчиков (К= 1,5), т.е. 17,9- 1,5/4 = 6,7, т.е. 7.
Число кабин можно определить по числу закройщиков, одновременно работающих в салоне. При этом учитывается, что закройщики работают в салоне по графику (один день на раскрое, один день в салоне на приеме заказов). Например, при расчете число закройщиков получилось равным 12. В салоне могут одновременно
Таблица 6.12
Пример расчета пропускной способности салона
| Вид работы
| Число заказчиков, пришедших в салон
|
| сдать заказ
| на первую примерку
| на повторную примерку
| за готовым заказом
| за справками (10 % суммы чисел, приведенных в графах 2-5)
| в смену
| в час
|
| Всего
| В том числе пользующихся кабинами
| Всего
| В том числе пользующихся кабинами
|
|
|
|
|
|
|
|
|
|
|
|
| Изготовление
|
|
|
|
|
|
|
|
|
|
| изделий:
|
|
|
|
|
|
|
|
|
|
| плечевых
| 32,6
| 23,6
| 2,4
| 32,6
| 9,1
| 100,3
| 91,2
| 16,7
| 15,2
|
| поясных
| 4,55
| 3,7
| —
| 4,55
| 1,2
| 14,0
| 12,8
| 2,38
| 2Д
|
| Ремонт
| 1,8
| —
| —
| 1,8
| 0,2
| 3,8
| 3,6
| 0,6
| 0,6
|
| Итого
|
|
|
|
|
| 118,1
| 107,6
| 19,68
| 17,9
|
работать 6 человек. Число кабин принимают равным 6 + 1 (одна запасная).
Площадь приемного салона определяют, исходя из площади, занятой оборудованием. Пример расчета площади салона дан в табл. 6.13.
Площадь салона рассчитывается с учетом площади, занимаемой оборудованием, и коэффициента ее использования.
Для ателье первого разряда К= 0,25.

Для расчета принята полуторасменная работа салона (т.е. с 8 до 20 ч).
Таблица 6.13
Пример расчета площади оборудования салона
| Оборудование
| Число единиц оборудования
| Размеры единицы оборудования, м
| Площадь, занятая оборудованием, м2
|
| Столы для приема, оформления и выдачи заказов
|
| 1,4x0,7
| 1,96
|
| Стол для измерения материалов
|
| 1,4x0,7
| 0,98
|
| Кронштейн для размещения готовых изделий
|
| 1,3x0,5
| 0,65
|
| Кронштейны для размещения образцов моделей
|
| 1,3x0,5
| 1,3
|
| Касса-кабина
|
| 1,2x2
| 2,4
|
| Стол художника-консультанта
|
| 2,8 х 0,6
| 1,68
|
| Стол диспетчера
|
| 1,4x0,7
| 0,98
|
| Стенд для образцов материалов
|
| 0,2 х 0,5
| 0,3
|
| Шкафы для хранения принятых материалов
Примерочные кабины
|
| 1,3x0,75 1,7x2
| 1,96
23,8
|
| Манекены
журнальные столы Кресла
|
| 0,4 х 0,4 1,08x0,58 0,45 х 0,4
| 0,64
3,1
3,6
|
| Площадь склада готовой продукции и изделий, подготовленных к примерке, м2, рассчитывают по формуле
|
где М — выпуск изделий в смену; Ми М2 — число изделий, подготовленных соответственно к первой и повторной примеркам умноженное на 2 (выпуск в день); t — время хранения изделия на складе, 9 ч; S a.y— площадь, занимаемая единицей оборудования (размеры двухъярусной автоматической установки 6,7x0,76 м) Ма.у — число изделий, размещающихся на одной установке (900 изделий платьево-блузочного ассортимента, 450 изделий пальтово костюмного ассортимента); К — коэффициент использования площади оборудования (0,4...0,45).
Площадь комнаты механика 15... 18 м2. Площадь гардероба определяется из расчета 0,25 м2 на одного раздевающегося. Число раздевающихся берется с учетом работающих в две смены. Площадь туалетов берется из расчета один унитаз на 20...30 работающих и один умывальник на шесть унитазов, но не менее одного на туалет и одного крана на 30 человек. На одном этаже рекомендуемая площадь мужского и женского туалетов с коридором равна 7,5 м2. Площадь туалета с одним унитазом 4,5 м2. Площадь коридора определяется из расчета 8 м2 на одного работающего.
ХАРАКТЕРИСТИКА ГРУЗОПОТОКА
Для рационального размещения оборудования и рабочих мест в технологическом процессе определяют направление движения полуфабрикатов, подготовленных к примерке, и готовых изделий, устанавливают длину оборудования и расстояние между ними. Запуск полуфабрикатов и выпуск продукции целесообразно проектировать в разных концах цеха. Для планировки применяют поперечное, продольное или диагональное расположение рабочих мест в процессе. При поперечном расположении рабочие места находятся перпендикулярно между столью, при диагональном — под углом 45 или 60° к линии движения полуфабриката. Наиболее целесообразным является поперечное расположение рабочих мест. Размеры рабочих столов берутся по нормативам (см. главу 5).
Между утюжильными столами и столами для ручных операций, выполняемых стоя, расстояние должно быть не менее 0,5 М, между столами для машинных и ручных операций, выполняемых сидя, 0,75 м. Рабочие места должны быть удобными для размещения полуфабриката и выполнения работы.
Полуфабрикат между секциями должен передаваться на тележках (кронштейнах) в сложенном или подвешенном виде. Для бесперебойной работы бригады в случае невыхода рабочих необходимы запасные рабочие (например, 5... 10 % числа рабочих в бригадах большой мощности). По схеме разделения труда с добавлением запасных рабочих мест определяют общее число рабочих мест для определенных видов работ и определенного оборудования с учетом того, что рабочему порой требуется несколько рабочих мест, например при работе на специальном оборудовании.
Рабочие места в процессе размещают так, чтобы были соблюдены следующие требования:
передача деталей или полуфабриката от одного исполнителя к другому должна быть прямолинейной или зигзагообразной;
рабочий должен брать полуфабрикат левой рукой;
рабочие места запуска изделий должны быть размещены недалеко от места подачи кроя, а места выхода изделий — от места сдачи продукции;
для изготовления утепляющих прокладок и окончательной влажно-тепловой обработки следует выделить обособленные участки (помещения) в целях улучшения санитарно-гигиенических условий работы основного контингента работающих;
для наиболее полного использования специального оборудования специальные машины рекомендуется размещать так, чтобы на них можно было выполнять обработку изделий со всех процессов;
расстояние от торцов оборудования до стен должно быть 2... 2,5 м, от оборудования до боковой стены — 1... 1,2 м, между смежным оборудованием — не менее 1,5 м. Центральный проход цеха должен иметь ширину не менее 2 м. От колонн рабочие места располагают на расстоянии не менее чем 0,4 м.
Расстояния между столами соседних рабочих мест, необходимые для удобства рабочего при выполнении операций, различные: утюжильных и ручных, выполняемых стоя, 0,5 м; машинных и ручных, выполняемых стоя, если изделие расположено на столе, 0,55 м; ручных, выполняемых сидя, если изделие расположено на коленях, 0,75 м. Расстояние между прессами зависит от расположения рабочей зоны прессов. При нахождении рабочего между прессами это расстояние равно 0,7...0,8 м; при нахождении рабочего между другим оборудованием и прессом 0,4... 0,5 м; между прессом и соседним рабочим местом 0,8 м.
Рабочие места и оборудование размещают с учетом расстановки запасных машинных мест и соблюдением шага рабочих мест. Шаг рабочего места, м, рекомендуется принимать: при изготовлении пальто 1,3, при изготовлении костюмов 1,2, при изготовлении изделий платьево-блузочного ассортимента 1,15.
Формы столов запуска могут быть различными. Помещения на Проектируемом предприятии целесообразно располагать по аналогии с типовыми проектами.






