Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Скоба предельная с регулируемыми тарелками Æ31±0,3.
Пробка резьбовая М22х1,5.
Калибр с индикатором для контроля перпендикулярности и межосевого расстояния.
010 операция:
Пробка предельная Æ8,8±0,2
М8х1,25
Калибр с индикатором для контроля перпендикулярности и межосевого расстояния.
Специальный прибор "Солекс" для контроля Æ19,015¸19,035; стол с пневмоустановкой.
040 операция:
пробка предельная Æ19,035¸19,075
Специальный прибор "Солекс"; стол с пневмоустановкой.
Оборудование, приспособление, инструмент заносятся в маршрутную, операционные карты и в план обработки.
5. Размерный анализ техпроцесса
Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально необходимое число операций и переходов: обеспечить размеры заготовки с минимальными припусками.
Т.к. техпроцесс изготовления корпуса гидротормозов преимущественно содержит переходы, включающие обработку отверстий, расчет размерных цепей проводится только в радиальном направлении по методике, изложенной в [6].
Составляется размерная схема в радиальном направлении (см. лист графической части дипломного проекта).
Составляются уравнения операционных размерных цепей по операциям.
40 -
20 -
;
10 -
Записываем все уравнения размерных цепей в соответствующую графу размерной схемы. Осуществляем проверку для цепей имеющих замыкающими звеньями чертежные размеры детали.
В данном случае это будет уравнение несоосностей:
Из чертежа [Е1,26] = 0,2
Операционные несоосности:
Тогда
0,2>0,01+0,05+0,05 = 0,11
Данный техпроцесс обеспечивает все необходимые технические требования, т.к. все остальные операционные размеры на финишных операциях совпадают с чертежными и необходимая точность размеров автоматически обеспечивается при совпадении условия Топер £ Тчерт, где Топер и Тчерт допуски на операционный и чертежный размеры соответственно.
Определим минимальные значения операционных припусков по формуле
(5.1)
где Rzi –1 – шероховатость поверхности на (i – 1)-ой операции; T i–1 – величина дефектного слоя на этой операции (только для заготовительной операции, т. к. обрабатывается чугун).
Шероховатость по операциям и величину дефектного слоя, полученные на операциях, определяем по таблице приложения 9 [7] в зависимости от метода обработки.
мм;
мм;
мм;
мм;
мм;
мм;
мм;
мм;
мм.
Для припуска z110 делается исключение, т. к. на черновой операции зенкерование заменяется более производительным рассверливанием. В дальнейшем z1min10 скорректируется с учетом данного замечания.
Полученные минимальные значения припусков заносятся в соответствующую графу размерной схемы.
Определим максимальные значения припусков по формуле
, (5.2)
где wzi – отклонение припуска, мм (поле рассеивания); которое находится по формуле
, (5.3)
где ТАi – отклонения составляющих звеньев, мм (равные операционным допускам).
;
мм;
;
= 0,2 – допуск на ход инструмента;
мм;
; мм;
;
мм;
В данном случае определяется отклонением настройки хода инструмента ( мм);
мм
;
мм;
– определяется погрешностью хода инструмента ();
;
мм.
Определим максимальные припуски по переходам:
мм;
мм;
мм;
мм;
мм;
мм;
мм;
мм;
мм.
Хотя размеры определяются в радиальном направлении, когда при числе звеньев больше 4 необходимо вести расчет вероятностным методом для припуска расчет велся методом максимума-минимума, т. к. для данного припуска составляющие звенья уравнения цепи являются линейными размерами. Припуски заносятся в соответствующую графу размерной схемы.
Теперь определим операционные размеры из уравнений размерных цепей:
1. ;
мм.
В операционной форме:
.
2.
(т. к. мм).
В операционной форме мм.
3. . Т. к. число звеньев п>4, определим поле рассеяния вероятностным методом по формуле
(5.3)
где – коэффициент риска, характеризующий вероятность попадания размеров замыкающего звена в регламентирующие размеры; для риска 0,01% коэффициент ;
– передаточный коэффициент (±1);
– коэффициент рассеивания, выбирается в зависимости от точности обработки;
– поле рассеивания замыкающего звена, мм.
мм.
Тогда
мм
Запись размера в операционной форме .
4.
Запись размера в операционной форме .
5.
Запись размера в операционной форме .
С учетом увеличенного припуска мм.
6.
мм
7.
8.
Запись в операционной форме
9.
Запись в операционной форме мм.
10.
.
В результате размерного анализа получены операционные размеры (занесенные в соответствующую графу размерной схемы), позволяющие получить необходимую размерную точность и взаимное расположение поверхностей в ходе выполнения данного техпроцесса.
По сравнению с базовой заготовкой изменились два размера (Щ05 и 2А05).
6. Научные исследования
Задача раздела – провести исследование вопроса, связанного с обработкой глубоких отверстий.
Вид исследования – теоретический метод (патентно-литературный обзор).
Цель исследования – повышение стойкости сверла.
Результаты исследований
Таблица 6.1
Автор(ы)
Название источника и статья
Краткое содержание
Примечание
1. Худобин Л.В.; Мусина Г.Р.
"Вестник машиностроения" №10/97 "Влияние чистоты СОЖ на эффективность обработки заготовок лезвийными инструментами"
В статье описаны опыты по определению влияния очистки СОЖ на стойкость инструмента. Исследования проводились при обработке отверстий в образцах из стали 45 и чугуна СЧ 20. Были последовательно обработаны 75 сквозных отверстий диаметром 16 мм и длиной 50 мм. Эксперименты показали, что при сверлении отверстий в заготовках из чугуна с применением СОЖ с механическими примесями стойкость сверла соответствовала 31 обработанному отверстию. При полном отсутствии примесей стойкость сверла составила 75 отверстий.
Подлежит рассмотрению
2. Соснин Н.А.; Тополянский П.Л.; Ермаков С.Л.
"СТИН" №11/90
"Повышение стойкости деталей машин и инструмента методом плазменно-дугового упрочнения"
Сущность метода состоит в нанесении износостойкого тонкопленочного покрытия с одновременной плазменной закалкой поверхностного слоя. Покрытие является продуктом плазмохимических реакций веществ, прошедших через дуговой плазмотрон; закалка происходит благодаря локальному воздействию высокотемпературной плазменной струи. Эффект от ПДУ достигается в результате изменения физико-механических свойств поверхностного слоя. При этом уменьшается коэффициент трения, увеличивается микротвердость, создаются напряжения сжатия, залечиваются микродефекты, защита от коррозии. Техпроцесс ПДУ осуществляется в упрочнении обрабатываемой поверхности путем перемещения изделия относительно плазмотрона. Контроль качества ПДУ осуществляют сравнением цветовой гаммы на обработанной поверхности и на эталоне. Испытания показали повышение стойкости в 8 р.
Подлежит
3. А. с. №1144800 МКИ В23В51/02
Баранчиков В.И. "прогрессивные режущие инструмен-
В теле сверла выполнено отверстие, в котором с помощью припоя закреплена режущая вставка. В качестве припоя выбран медно-титановый припой. Пайка проводится в вакууме. Материал вставки выбирается в зави-
Подлежит
ты и режимы резания металлов"; справочник
симости от марки обрабатываемого материала. Режущая вставка повышает стойкость сверла в 6-8 раз по сравнению с известными сверлами.
4. Юдковский П.А.
621.95
Ю167
"Совершенствование режущих свойств сверл из быстрорежущей стали на основеанализа качества поверхностного слоя"; Симпозиум; Вильнюс 1974
В данной работе приведены некоторые результаты исследований, имеющих целью изучение закономерностей и повышение режущих свойств сверл из б/р стали. Целью исследований является определение возможных оптимальных условий, при которых поверхностный слой сверл обеспечивал бы наибольшую работоспособность инструмента.
В данной работе сопоставлены результаты исследования по стойкости со сверлами без ХТО и со сверлами, подвергнутыми нанесению простых износостойких покрытий на режущие элементы. Установлено, что лучшими вариантами ХТО являются цианирование готовых сверл и обработка паром.
В работе описаны результаты стойкостных испытаний сверл при сверлении чугуна с разрывом цепи термо-ЭДС и без разрыва.
Подлежит
7. Синельщиков А.К.; Филиппов Г.В.
621.95
С383
"Конструкция и рациональная эксплуатация сверл с каналами подвода СОЖ" Симпозиум; Вильнюс 1974
В работе описаны сверла с каналами для подвода СОЖ.
Выводы: 1. использование сверл с каналами для СОЖ значительно повышают стойкость инструмента; 2. процесс обработки протекает без заметного приращения сил резания, что позволяет сохранить запас прочности.
6.2 Анализ влияния качества поверхностного слоя на стойкость сверл
В работе [8] приведены результаты исследований по изучению повышения режущих свойств сверл из сталей Р6М5 и др.
Анализ влияния многочисленных факторов на износ и стойкость сверл показывает, что последние зависят от состояния поверхностного слоя толщиной 0,1 – 0,6 мм. Целью исследования являлось определение возможных оптимальных условий, при которых указанный слой обеспечивал бы наибольшую работоспособность сверл. Одним из существенных факторов, определяющих состояние поверхностного слоя, является температура в зоне резания.
На рис. 6.1 показан характер распределения температуры по длине режущей кромки сверла. Видно из графиков, что температура от оси инструмента к периферии возрастает, достигая максимума на расстоянии (0,7…0,9) длины режущей кромки и далее снижается.
Рис. 6.1. Кривые распределения температуры по длине режущей кромки сверла (контурная линия – по расчету, штриховая – по результатам измерений)
При измерении температуры на кромках сверл резко выраженное экстремальное значение ее не отмечалось. На участках с y = 0,8…1 происходит стабилизация температуры. Отмеченные явления связаны с улучшением отвода тепла от наиболее нагретых участков сверла в массу инструмента, а также уменьшением разницы в ее температурах на поверхности сверла и изделия. О последнем свидетельствует рассмотрение температурных полей, анализ которых показывает, что выравнивание температуры на передней и задней поверхностях происходит за счет тепловых потоков, направленных в массу сверла.
В связи с тем, что стойкость определяется состоянием рабочих поверхностей особое значение приобретает алмазная доводка. Эффективность доводки определяется ее режимами (скоростью и подачей).
Химический и фазовый анализы поверхностного слоя показали, что после алмазной обработки наряду с уменьшением шероховатости, имеет место увеличение содержания углерода (на 0,08 – 0,12%) с упрочнением поверхностного слоя на глубину до 25 мкм. В результате сложного комплексного воздействия алмазной доводки на состояние поверхностного слоя происходит повышение стойкости в 1,2…1,5 раза.
6.3 Влияние ХТО на стойкость сверл
В работе [9] приведены результаты исследований влияния ХТО на стойкость сверл из быстрорежущей стали. Существует несколько способов повышения износостойкости сверл после их изготовления:
1. Нанесение простых износостойких покрытий на режущие элементы сверла;
2. Нанесение сложных (комплексных) покрытий на режущие элементы сверла;
К первому способу относятся однокомпонентные покрытия: хрома, оксидной пленки, полученной за счет низкотемпературного, высокотемпературного или химического оксидирования; пленки цианидов или титана. Сюда же относится фосфатирование, сульфидирование, обработка медью и дисульфидом молибдена. Ко второму способу относятся многокомпонентные износостойкие пленки (цианирование с последующим воронением в солях и др.). Также повышают стойкость:
– наплавка износостойкого сплава;
– полирование канавок сверла гидроабразивным, электролитическим или химическим способами;
– термомеханическая обработка
– искровое, химическое и механическое упрочнение.
Способ ХТО
1 вариант – без ХТО; 2 вариант – цианирование 12 мин при 560°С; 3 вариант – цианирование 18 мин при 560°С; 4 вариант – цианирование 12 мин при 560°С + воронение в соли ЧС312 в течении 30 мин при 450°С; 5 вариант – цианирование 18 мин при 560°С + воронение в соли ЧС312 в течении 30 мин при 450°С; 6 вариант – воронение в соли ЧС312 в течении 30 мин при 450°С
Рис. 6.2. Влияние способа ХТО на стойкость и удельные износы по задней поверхности при следующих условиях:
а) v = 36,7 м/мин, S = 0,32 мм/об;
б) v = 25,2 м/мин, S = 0,43 мм/об.
На рис. 6.2 приведены результаты испытаний, из которых видно, что наиболее оптимальным вариантом ХТО является цианирование в среднепроцентных ваннах при температуре 560°С с последующим воронением в расплаве солей ЧС-132 при 450°С в течении 30 мин.
Стойкость сверл, подвергнутых ХТО, в 2…2,5 раза выше стойкости сверл без ХТО.
6.4 Влияние изоляции термо-ЭДС на стойкость сверл
В работе [10] приведены результаты сравнительных испытаний сверл при обработке чугунов с разрывом в цепи термо-ЭДС и без разрыва.
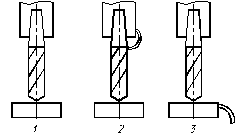
Исследование проводилось по схемам, представленным на рис. 6.3 сверлами из стали Р6М5.
Схема 2. Патрон соединяли со шпинделем станка гибким многожильным проводом (медным)
Схема 3. Заготовку устанавливали в тисках с текстолитовой прокладкой под основание толщиной 1 мм.
Схема 4. Схема установки сверла и заготовки та же, что и в п. 3, но заготовку соединяли гибким многожильным медным проводом со столом станка.
Обрабатывались заготовки из серого чугуна СЧ18-36. Каждая заготовка разделялась на две половины, одна из которых обрабатывалась без разрыва цепи термо-ЭДС, на другой – по схеме с разрывом. Стойкость сверла оценивалась количеством просверленных ими отверстий до затупления.
Сверла диаметром 8 мм испытывались при скорости резания 13,3 м/мин по всем четырем схемам. Отверстия сверлились на глубину 25 мм с подачей S=0,25 мм/об. Основные статистические показатели распределения стойкости сверл показаны в табл. 6.2.
Таблица 6.2 Показатели распределения стойкости
Схема обработки
Диаметр отверстия, мм
Количество отверстий
Среднеарифметическая стойкость
Дисперсия, s2
Среднеквадратичное отклонение
Коэфф. относит. стойкости
1
2
3
4
8
8
8
8
240
340
285
445
40
56,6
47
74
160
479
338
1615
12,6
21,8
18,3
40,3
0,71
1
0,63
1
Как видно из табл. 6.2, стойкость сверл при разрыве цепи термо-ЭДС ниже стойкости сверл с замкнутой цепью термо-ЭДС. Стойкость сверл с замкнутой цепью термо-ЭДС выше стойкости сверл с незамкнутой цепью на 30…40%.
Рис. 6.3. Схема обработки: 1 – с изоляцией инструмента и детали; 2, 3 – с замкнутой цепью термо-ЭДС
6.4 Конструкция сверл
В [11] приведена группа сверл с внутренним подводом СОЖ. Такие сверла обладают повышенной стойкостью, т. к. СОЖ, попадая непосредственно в зону резания, эффективнее охлаждает режущие кромки сверла. В [11] также приведены результаты стойкостных испытаний сверл диаметром 12 мм с каналами для подвода СОЖ, в ходе которых было установлено, что стойкость данных сверл значительно выше, чем у стандартных сверл (табл. 6.4).
Таблица 6.4 Результаты испытаний
№ опыта
Сверла с каналами для подвода СОЖ
Сверла стандартной конструкции
Стойкость
Количество выводов для очистки от стружки
Стойкость
Количество выводов для очистки от стружки
Количество отверстий
Время, мин
Количество отверстий
Время, мин
1
2
3
4
5
93
156
202
66
173
48,5
78
101
33
86,5
–
–
–
–
–
14
11
9
19
17
7
5,5
4,5
9,5
8,5
3
3
3
3
3
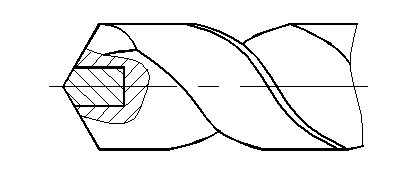
В [12] показано сверло с канавками для дробления стружки. На режущих кромках сверла по задней поверхности заточены две несимметричные кольцевые канавки, глубины которых постепенно уменьшается от режущей кромки к канавке сверла. При сверлении материалов данными сверлами вся ширина стружки разбивается на отдельные участки, что снижает силы резания и тепловыделение. Стружка легко отводится из зоны резания и не пакетируется в канавках сверла. Это значительно повышает стойкость сверла.
На рис. 6.4 представлена конструкция сверла с центральной режущей вставкой из СТМ (а. с. №1144800, МКИ В23 В51/02). В теле 1 выполнено центральное отверстие, в котором с помощью припоя закреплена режущая пластина – вставка 2. В качестве припоя применен медно-титановый припой, содержащий 25–30 массовых частей титана и 2-3 масс. ч. олова. Пайку проводят в вакууме без предварительной металлизации. Материал вставки выбирают в зависимости от марки обрабатываемого материала (для конструкционных сталей – из поликристаллического нитрида бора). Режущая вставка повышает стойкость сверла в 6…8 раз.
Выводы по разделу.
Следует применить сверло с внутренним подводом СОЖ, вставкой из СТМ, с разделительной канавкой по задней поверхности, с ХТО канавок сверла, с замыканием цепи термо-ЭДС, с алмазной доводкой рабочих поверхностей, гарантирующих повышение суммарной стойкости в 8…12 раз.
Рис. 6.3. Схема сверла с режущей вставкой из СТМ
7. Патентные исследования
Задача раздела – исследовать достигнутый уровень развития техники по отношению к выбранному прогрессивному техническому решению и провести экспертизу на патентную чистоту стран проверки Великобритания, Япония, Россия.
7.1 Введение. Обоснование необходимости проведения патентных исследований
Использовать усовершенствованное сверло на территории России можно только в том случае, если оно обладает патентной чистотой в отношении РФ, т.е. если ни одно из входящих в него технических решений (ТР) не подпадает под действие патента, выданного в РФ. Выяснить это можно в результате проверки усовершенствованного сверла на патентную чистоту в отношении РФ, а также Японии и Великобритании.
7.2 Описание объекта
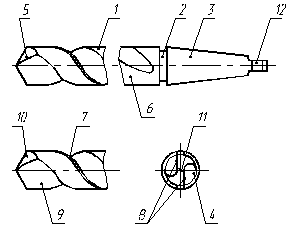
Спиральное сверло, рис. 7.1 из быстрорежущей стали Р6М5 состоит из рабочей части 1, хвостовика 2 и шейки 3. На рабочей части сверла образованы две спиральные канавки 4. Рабочая часть включает режущую 5 и цилиндрическую 6 части с двумя ленточками 7. Режущая часть содержит две режущие кромки, образованные пересечением передней 9 и задней 10 поверхностей, а также перемычку 11. Хвостовик с лапкой 12 служит для закрепления сверла.
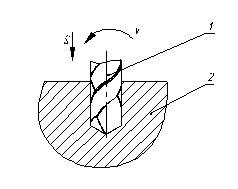
Сверло работает следующим образом.
Сверлу 1 сообщается вращение со скоростью v и продольная подача S, в результате чего происходит обработка отверстия.
Рис. 7.1. Эскиз объекта
Недостаток данного сверла – затрудненный отвод стружки, подвод СОЖ и низкая стойкость инструмента.
7.3 Первая стадия исследования
Формирование программы исследования
Цель – формирование программы исследования достигнутого уровня развития вида техники "Сверло спиральное", патентной чистоты, обеспечить достаточную полноту и достоверность исследования при минимальных затратах на его проведение.
А) Оценка исходных условий
Формулировка цели патентного исследования:
1) Усовершенствовать сверло путем устранения недостатков, отмеченных в описании объекта, п. 7.2
2) Установить возможность использования усовершенствованного сверла путем патентной чистоты.
Исследования проводятся по фондам кабинета патентоведения кафедры "Технология машиностроения".
Исследования будем вести только в отношении изобретений, т. к. только в них могут содержаться прогрессивные ТР.
Производство массовое. Стоимость сверла относительно низкая.
Признаки способа и вещества отсутствуют. Следовательно, как объект изобретения сверло представляет собой устройство.
Сверло спиральное содержит следующие ТР:
1) Сверло спиральное – общая компоновка;
2) Сверло спиральное – форма режущей части;
3) Материал режущей части;
4) Способ изготовления.
Для исследования уровня техники будем использовать ТР "Сверло спиральное – общая компоновка".
При экспертизе патентной чистоты оставляем в перечне для проверки все ТР, т. к. они являются важными для объекта.
"Сверло спиральное – общая компоновка" представляет интерес для исследования, т. к. различные конструкции спирального сверла постоянно патентуются в странах проверки.
Остальные ТР известны давно ("Сверло спиральное – форма режущей части", "Материал режущей части", "Способ изготовления"), поэтому проверке на патентную чистоту не подлежат.
Таким образом, для исследования выбираем ТР "Сверло спиральное – общая компоновка".
В) Выбор комплектующих изделий, подлежащих проверке на патентную чистоту.
Сверло спиральное не содержит комплектующих изделий.
Г) Определение и подбор технической документации на объект.
Документация, находящаяся в кабинете патентоведения МФ ТГУ.
Д) Составление регламента поиска.
Необходимо определить перечень классификационных индексов ИТР, минимальные ретроспективность, широту поиска, перечень источников информации, обеспечивающих достаточную полноту и достоверность исследования уровня вида техники и патентной чистоты.
По указателю МКИ для ключевого слова "сверло спиральное" уточняем рубрику МКИ:
В23 В51/02 – спиральные сверла.
Индекс УДК определяем по указателю УДК:
Объект – "Сверло спиральное – общая компоновка"
Вид исследований – 1) исследование уровня вида техники; 2) исследование патентной чистоты
Таблица 7.1 Регламент поиска
Предмет поиска (ИТР)
Страна
поиска
Индексы
МКИ и УДК
Глубина
поиска, лет
Источники информации
1. Сверло спиральное общая компоновка
РФ (СССР),
Великобритания,
ФРГ,
США,
Франция,
Япония
МКИ
B23 В51/02
УДК
621.951.45
15
Патентные бюллетени РФ (СССР)
Реферативный сборник "Изобретения стран мира"
Реферативный журнал 14А. "Станки и инструмент".
Журналы: " Вестник машиностроения", "Машиностроитель", "Станки и инструмент", "Изобретатель и рационализатор".
Книги и работы в области обработки резанием. Рекламные проспекты фирм.
Описания к авторским свидетельствам и патентам
2. Сверло спиральное общая компоновка
РФ (СССР)
Великобритания
ФРГ
20
20
20
621.9 – обработка резанием;
621.9.02 – режущие инструменты;
621.95 – сверлильные работы;
621.951.45 – спиральные сверла.
При исследовании уровня устанавливаем глубину поиска 10 лет, исходя из того, что в этот период были созданы прогрессивные ТР.
При исследовании патентной чистоты в соответствии со сроками действия патентов в странах проверки, устанавливаем глубину поиска 20 лет.
При исследовании уровня принимаем во внимание все указанные данные из табл. 1. При исследовании патентной чистоты будем принимать во внимание только сведения о патентах стран проверки.
7.4 Патентный поиск
А) Поиск материалов, имеющих отношение к объекту.
Будем проводить тематический поиск. Сведения о ТР, имеющих отношение к ИТР "сверло спиральное – общая компоновка" заносим в табл. 5 и 6, графы 1–4. Все отобранные патенты считаем действительными.
Б) Детальный анализ отобранных материалов
Задача данного этапа – путем сопоставления признаков ИТР "Сверло спиральное – общая компоновка" и отобранных ранее ТР установить:
1) Наиболее прогрессивное ТР;
2) Обладает ли усовершенствованное сверло патентной чистотой.
Выявляем существенные признаки ИТР "Сверло спиральное – общая компоновка" и группируем их. Выявленные и сгруппированные признаки заносятся в табл. 7.3.
Наличие признака в каждом аналоге отмечаем знаком "+", отсутствие "–"
Таблица 7.2. Патентная документация, отобранная для анализа
Предмет поиска
(ИТР)
Страна выдачи, вид и номер охранного документа, классификационный индекс
Автор, заявитель, страна, дата приоритета, дата публикации, название
Сущность технического решения и цель его создания
Подлежит (не подлежит) детальному анализу
достигнутого уровня
патентной чистоты
Сверло спиральное
СССР, а/с 15990111
МКИ В23 В51/02
УДК 621.951.45
В. П. Астахов, одесский политехнический институт, СССР, 26.06.86
Сверло спиральное с отверстиями для подвода СОЖ
Сверло спиральное, содержащее рабочую часть с двумя режущими кромками, образованными пересечением передних и задних поверхностей и с перемычкой, включающей в себя режущую и цилиндрическую части, отличающееся тем, что с целью улучшения подвода СОЖ в рабочей части и хвостовике сверла выполнены отверстия для подвода СОЖ (рис. 7.2)
Подлежит
Подлежит
Сверло спиральное
СССР, а/с 16856228
МКИ В23 В51/02
УДК 621.951.45
Л. А. Фомин, СССР,
23.10 87
Сверло спиральное с круглой спиралью
Сверло, содержащее хвостовик и рабочую часть, на которой формообразованы две спиральные канавки с круглой спиралью, отличающееся тем, что на рабочей части сверла образованы стружколоматели и транспортирующие части, которые позволяют увеличить производительность за счет избегания вывода сверл, а также повысить подачу и стойкость по сравнению со стандартными сверлами в 1,5…2 раза (рис.7.3)
Подлежит
Подлежит
Сверло спиральное
СССР, а/с 17735831,
МКИ В23 В51/02
М. С. Ильин, Д. Н. Кноур
Научно-производственное объединение по технологии машиностроения "УНИИТМАТ", СССР, 07.11.88.
Сверло спиральное двухстороннего резания
Сверло, содержащее рабочую часть, состоящую из режущей и цилиндрической частейпричем режущая часть имеет главные, вспомогательные ии поперечную режущие кромки, отличающиеся тем, что с целью улучшения стружкоотвода и подвода СОЖ на главных режущих выполнены каналы для отвода СОЖ и стружки (рис. 7.4)
Подлежит
Подлежит
Сверло спиральное
СССР, а/с 16733008
МКИ В23 В51/02
УДК 621.951.45
Д. Ф. Бабанов, П. Д. Яковлев; Ленинградский механический институт, СССР, 30.08.86
Сверло четырехленточное
Сверло, содержащее цилиндрическую и рабочую часть, на которой формообразованы две спиральные канавки, отличающееся тем, что с целью повышения жесткости на цилиндрической части выполнены четыре ленточки, в результате чего стойкость инструмента повышается в 1,5…2 раза (рис. 7.5)
Сверло содержит сверхтвердую пластину, парипаянную в выемке на конце сверла. В теле выполняют отверстия для подачи СОЖ. Отверстие проходит от конца хвостовика до дна выемки. Отстойник выполнен на задней части пластины, а от отстойника до режущей части проходят канавки для подачи СОЖ, при этом повышается надежность и производительность, стойкость за счет сверхтвердой режущей пластины и эффективного охлаждения (рис. 7.6)
Фирма Krupp Widia выпустила новую серию сборных сверл, оснащенных сменными твердосплавными пластинами. Диапазон диаметров 15…25 мм. Глубина сверления до 3,5 диаметров. Специальные режущие пластины имеют отрицательно-положительную геометрию режущих кромок, что гарантирует эффективный стружкоотвод, даже при вертикальном сверлении с предельной глубиной. Режущие пластины имеют плазменное износостойкое покрытие.
Подлежит
Подлежит
Таблица 7.3 Существенные признаки ИТР "Сверло спиральное – общая компоновка" и его аналогов





 ;
;









 (5.1)
(5.1) мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм.
мм. , (5.2)
, (5.2) , (5.3)
, (5.3) ;
; мм;
мм; ;
; = 0,2 – допуск на ход инструмента;
= 0,2 – допуск на ход инструмента; мм;
мм; ;
;  мм;
мм; ;
; мм;
мм;
 определяется отклонением настройки хода инструмента (
определяется отклонением настройки хода инструмента ( мм);
мм);
 мм
мм ;
; мм;
мм; – определяется погрешностью хода инструмента (
– определяется погрешностью хода инструмента ( );
); ;
; мм.
мм. мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм;
мм; мм.
мм. расчет велся методом максимума-минимума, т. к. для данного припуска составляющие звенья уравнения цепи являются линейными размерами. Припуски заносятся в соответствующую графу размерной схемы.
расчет велся методом максимума-минимума, т. к. для данного припуска составляющие звенья уравнения цепи являются линейными размерами. Припуски заносятся в соответствующую графу размерной схемы. ;
; мм.
мм.
 .
.
 (т. к.
(т. к.  мм).
мм). мм.
мм. . Т. к. число звеньев п>4, определим поле рассеяния вероятностным методом по формуле
. Т. к. число звеньев п>4, определим поле рассеяния вероятностным методом по формуле (5.3)
(5.3) – коэффициент риска, характеризующий вероятность попадания размеров замыкающего звена в регламентирующие размеры; для риска 0,01% коэффициент
– коэффициент риска, характеризующий вероятность попадания размеров замыкающего звена в регламентирующие размеры; для риска 0,01% коэффициент  ;
; – передаточный коэффициент (±1);
– передаточный коэффициент (±1); – коэффициент рассеивания, выбирается в зависимости от точности обработки;
– коэффициент рассеивания, выбирается в зависимости от точности обработки; – поле рассеивания замыкающего звена, мм.
– поле рассеивания замыкающего звена, мм. мм.
мм. мм
мм


 .
.


 .
.


 .
. мм.
мм.
 мм
мм










 мм.
мм.


 .
.